單片機技術在數控車床中的應用
2016-11-16 08:30:05王小榮
現代機械 2016年5期
王小榮
(新疆大學工程訓練中心,新疆烏魯木齊830047)
?
單片機技術在數控車床中的應用
王小榮
(新疆大學工程訓練中心,新疆烏魯木齊830047)
為實現機床自動化、智能化操作,以數控車床為載體,采用單片機技術對機床的機械、液壓系統進行控制。通過機、電、液三者結合對數控車床的主軸、刀架、尾座以及換擋動作進行控制,實現機械生產的自動化、智能化控制。
單片機 數控車床 液壓系統
0 引言
隨著現代技術的發展,傳統機床已經不能滿足加工零件精度的要求,因此數控機床成為現代機床發展的主流方向[1]。近幾年來單片機技術、液壓傳動技術以及電氣技術迅速發展,很多行業將三者結合起來開發機電液一體設備。由于其自動化、智能化等特點,尤其受到機床制造業的青睞,在車床、磨床、銑床和刨床上的應用也越來越多。所謂機電液一體設備系統并不是將機械系統、電氣系統和液壓系統進行簡單的組合,而是集單片機技術、微電子技術、液壓技術還有機械技術等相關技術為一體的綜合性產物[2]。下面就以數控車床為例,介紹單片機技術在數控車床中的應用。
1 數控車床的換擋機械系統
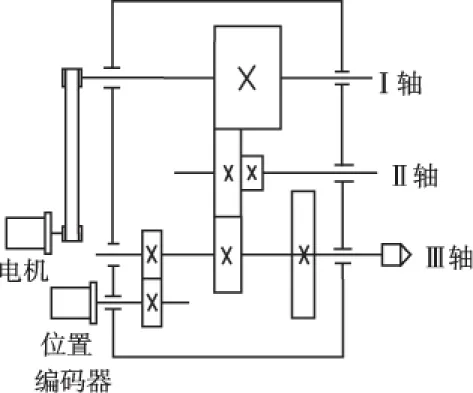
圖1 數控車床的傳動方式
大中型數控機床一般采用的變速方式是帶有變速齒輪的主傳動方式,如圖1所示,它通過少數幾對齒輪進行降速,實現分段無極變速,以保證主軸低速運轉時轉速和輸出轉矩特性的要求[3]。還有一部分小型數控機床也通過采用這種變速齒輪的傳動方式來獲得強力切削所需要的轉矩[4]。其中滑移齒輪的移位一般采用兩種方式,一種是液壓撥叉帶動齒輪,另一種是直接由液壓缸帶動齒輪如圖2所示[5]。
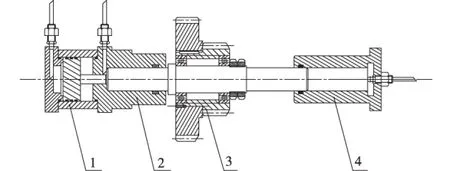
1-活塞液壓缸;2-柱塞液壓缸;3-滑移齒輪;4-柱塞液壓缸圖2 利用液壓缸帶動齒輪移動
2 數控車床液壓系統
2.1 數控車床液壓系統原理圖
數控車床液壓系統的主要作用是控制卡盤的夾緊和松開,刀架的夾緊與松開,刀架轉塔的轉位,尾座套筒的移動和主軸變檔。以上每一個動作構成一個液壓回路,然后將各個回路組合在一起構成數控車床的液壓系統原理圖,如圖3所示。
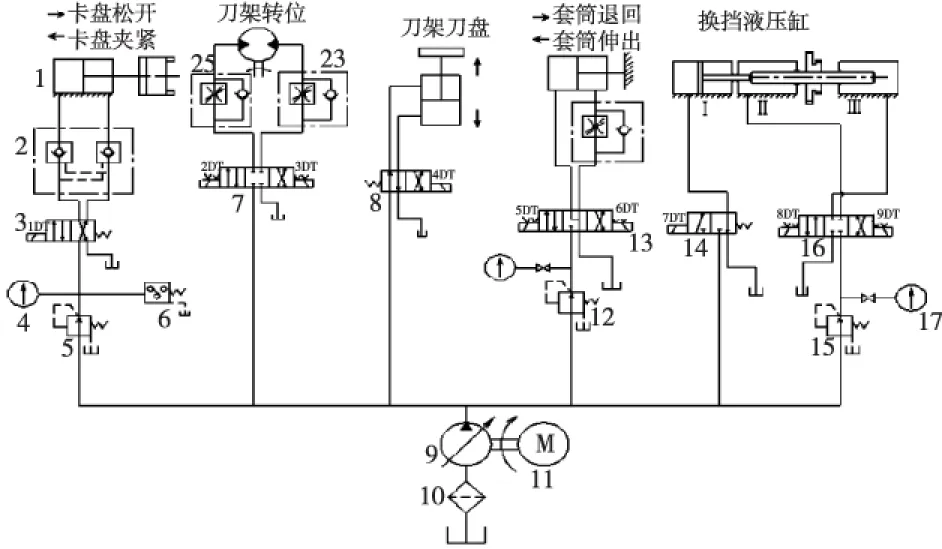
圖3 數控車床液壓系統原理圖
該液壓系統控制原理如下:
1)主軸卡盤控制回路主要利用一個二位四通電磁換向閥來控制卡盤的加緊與松開,主要流程如下:
卡盤夾緊動作:系統液壓油→減壓閥5→二位四通電磁換向閥3(右位)→液壓鎖2(右)→液壓缸1(右)→活塞桿左移→卡盤夾緊;
卡盤松開動作:系統液壓油→減壓閥5→二位四通電磁換向閥3(左位)→液壓鎖2(左)→液壓缸1(左)→活塞桿左移→卡盤松開。
2)刀架控制回路主要采用進出口節流調速回路,主要作用是在刀架換刀時,刀盤松開,當刀盤到達指定位置時,刀盤夾緊[6]。主要流程如下:
刀盤松開:系統液壓油→二位四通電磁換向閥8(右位)→刀盤液壓缸(下)→刀盤松開;
到達指定位置:系統液壓油→三位四通電磁換向閥7(左位/右位)→刀盤正轉/反轉→到達指定位置→三位四通電磁換向閥7(中位)→刀盤停止轉動;
刀盤鎖緊:系統液壓油→二位四通電磁換向閥8(左位)→刀盤液壓缸(上)→刀盤鎖緊。
3)尾座套筒控制回路主要采用容積調節回路,通過一個三位四通電磁換向閥13控制套筒的伸出與退回,通過減壓閥12控制套筒預緊力的大小。主要流程如下:
尾座伸出動作:系統液壓油→減壓閥12→三位四通電磁換向閥13(右位)→液壓缸(右)→套筒伸出;
尾座退回動作:系統液壓油→減壓閥12→三位四通電磁換向閥13(左位)→液壓缸(左)→套筒退回。
4)換擋動作控制回路主要利用二位三通換向電磁閥14和三位四通換向電磁閥16調節高低速換擋,主要流程如下:
高速換擋:系統液壓油→減壓閥15→三位四通電磁換向閥16(右位)→柱塞缸Ⅲ(右)→柱塞桿向左運動。
低速換擋:
2.2 液壓系統電磁動作表
以上各動作的實現都離不開電磁換向閥,上述提到的左右位是由電磁鐵得失電來控制的,具體電磁鐵動作順序如表1所示。
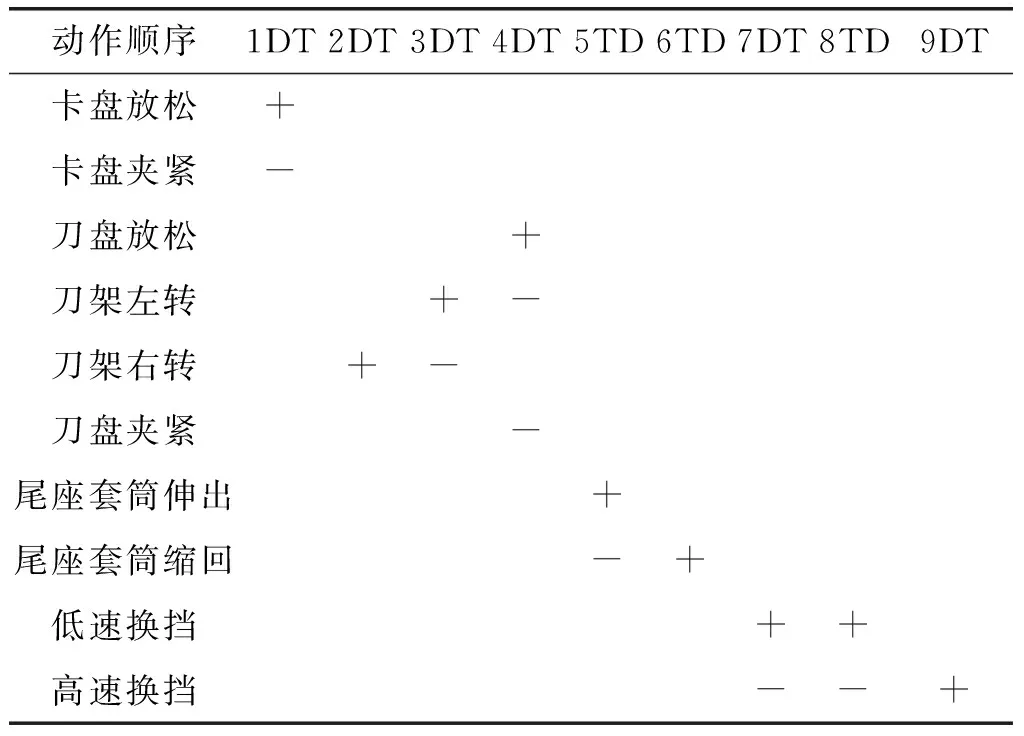
表1 電磁鐵動作順序表
3 單片機對液壓系統的控制
以上液壓系統各回路動作需通過單片機控制電磁換向閥的通斷得以實現。 現以Philip公司的8位單片機P89C668作為控制核心對1DT-9DT這9個電磁換向閥進行運動控制。硬件系統框圖及連接圖分別見圖4和圖5。

圖4 硬件系統框圖
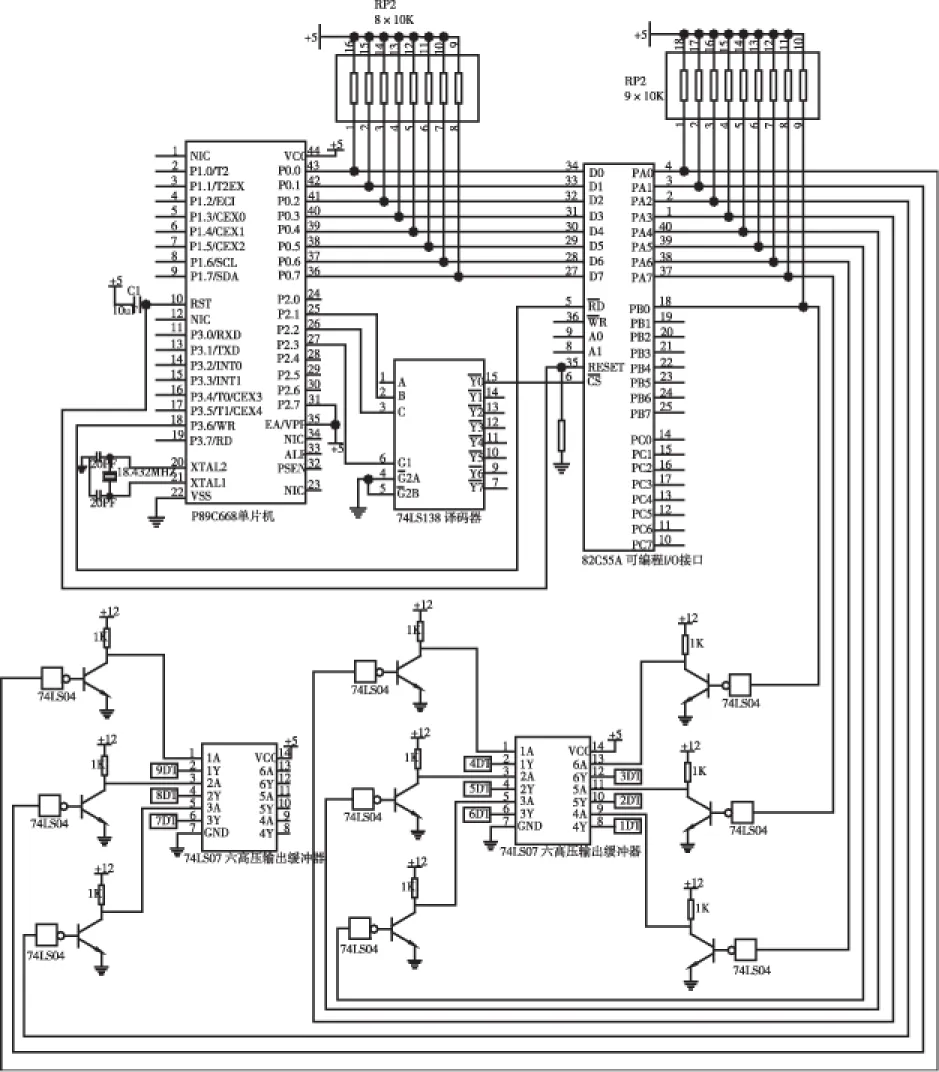
圖5 控制系統硬件連接圖
通過系統連接圖可以看出,單片機P89C668的輸出端口P0.0~P0.7與82C55A的D0~D7腳相連進行數據交換。為了增強P0口的驅動能力在其輸出端上拉10K電阻。單片機的第10引腳為復位輸入端,設計時采用了一個10 μF的電容接到VCC構成上電復位的方式。同時與82C55A相連以達到共同復位的作用。第20、21引腳晶振輸入引腳,晶振頻率選用了18.432 MHz。在控制板上做了跳針可供第32引腳(PSEN)選用。當下載程序時,使第32腳接低電平,當單片機運行程序時,使其接高電平。
82C55A是通用可編程并行I/O接口芯片。內部的PA口、PB口、PC口均為8位I/O數據口。PA口由一個8位數據輸出緩沖/鎖存器和一個8位數據輸入緩沖/鎖存器組成,PB口和PC口各有一個8位數據輸出緩沖/鎖存器和一個8位數據輸入緩沖器(無輸入數據鎖存器)組成[8]。在該系統中,PA,PB口作為輸出口使用,PA0-PA7和PB0共9位引腳用于控制電磁閥DT1-DT9并且同樣上拉10K電阻增強輸出口的驅動能力。
電平轉換及功率放大電路主要通過非門(74LS04)、三極管及緩沖器(74LS07)連接。 74LS04為六組反相器, 1A-6A為輸入端,與8255的輸出口相連;1Y-6Y為輸出端,與三極管連接。74LS07為集電極開路輸出的六組驅動器。1A-6A為6位輸入端,與三極管相連;1Y-6Y為輸出端,與6個電磁閥連接。由于液壓系統中共有9個電磁閥,故此處需用2個74LS07。
4 總結
通過以上單片機系統對數控車床機械和液壓系統的控制,闡述了單片機技術在數控車床的應用。通過實例表明,單片機系統、機械系統以及液壓系統的結合能有效地實現對數控車床的主軸、刀架、尾座以及換擋動作自動化、智能化的控制。
[1] 黃建華, 袁志偉. 淺談機床主軸設計要求及傳動方式[J]. 城市建設理論研究, 2014(12).
[2] 苑碩椿. 工程機械中機電液一體化的應用[J]. 黑龍江科技信息, 2013 (7): 59.
[3] 劉鎖. 數控機床主傳動系統設計[J]. 民營科技, 2013 (8): 37-38.
[4] 趙軍華,曹和平. 對數控機床主傳動、進給傳動的探討[J]. 河南科技,2007(9):56.
[5] 文懷興,夏田. 數控機床設計實踐指南[M].北京:化學工業出版社,2008:23-24.
[6] 狄瑞民,王學建. 數控機床液壓傳動與氣壓傳動[M].北京:國防工業出版社,2006:141.
[7] 高金巍. 數控系統的算法仿真及其硬件設計[D].沈陽:東北大學,2009.
[8] 馮博琴,吳寧.微型計算機原理與接口技術[M]. 北京:清華大學出版社, 2014.
Application of SCM technology in the CNC lathe
WANG Xiaorong
To achieve automated, intelligent operation of the lathe, we applied the SCM technology to the CNC lathe for the control of the mechanical and hydraulic systems. Through mechanical-electrical-hydraulic control of the spindle, the carriage, the tail stock and the shift operation of the CNC lathe, we achieved automated and intelligent control of the lathe.
SCM,CNC lathe,hydraulic system
TH-39
A
1002-6886(2016)05-0078-04
王小榮(1988-),女,山東聊城人,碩士研究生畢業,新疆大學工程訓練中心創新實驗教師,研究方向機電一體化。
2016-03-09
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2019年13期)2020-01-14 03:15:28
制造技術與機床(2019年12期)2020-01-06 03:17:48
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
家庭影院技術(2017年9期)2017-09-26 03:41:45
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2015年10期)2015-04-09 07:05:42
