螺紋連接軸的加工工藝分析
2016-11-14 09:06:18黃建平
橡塑技術與裝備 2016年4期
關鍵詞:工藝
黃建平
(惠州市技師學院,廣東 惠州 516003)
螺紋連接軸的加工工藝分析
Process analysis of threaded shafts
黃建平
(惠州市技師學院,廣東 惠州 516003)
本文通過對螺紋連接軸傳統加工原理的分析,設計了該零件的整個加工工藝過程,并設計出一套非常實用的夾具,專門用于該零件的加工,提高生產合格率。
螺紋連接軸;薄壁;精度保證
螺紋連接軸是某種品牌顯微鏡目鏡的一個重要零件,目鏡是顯微鏡的主要組成部分,它的主要作用是將由物鏡放大所得的實像再次放大,從而在明視距離處形成一個清晰的虛像,它的質量將最后影響到物像的質量。目鏡由兩部分組成,位于上端的透鏡稱目透鏡,起放大作用;下端透鏡稱會聚透鏡或場透鏡,使映像亮度均勻。在上下透鏡的中間或下透鏡下端,設有一光欄,測微計、十字玻璃、指針等附件,均安裝于螺紋連接軸上,因此對螺紋連接軸的品質要求非常高。螺紋連接軸完成后,兩端旋入上下兩塊透鏡,用于裝在鏡筒的上端,通常備有2~3 個替換。本文以其中一種“大頭”目鏡鏡筒為例,介紹其主要的零件螺紋連接軸的機械加工過程。我們采用鋁合金(6061)作為螺紋連接軸的材料,車削加工完成后外協進行表面黑色陽極化處理使其各種性能達到要求。
1 零件形狀分析
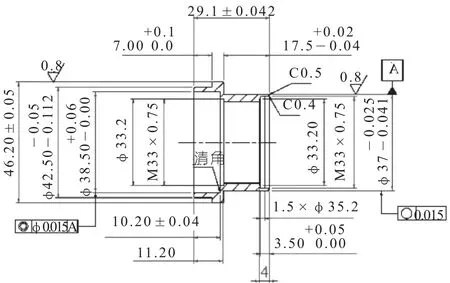
圖1 零件形狀
該零件形狀如圖1所示,零件的材料是鋁合金(6061),棒料下料加工。螺紋連接軸的壁薄,階臺多而短、外圓尺寸多且精度高,長度尺寸公差要求嚴,尤其是內溝槽和兩個非常短的內螺紋M35、M33,再加上形位公差項目多、精度要求高,因此不借助夾具車削加工不易保證產品質量。車削加工需要用到兩種夾具,兩次掉頭裝夾。
2 加工工藝分析
加工鋁合金的薄壁工件,想要尺寸精度和表面粗糙度達到要求,在切削時需預防三點:等直徑變形、熱變形和振動。
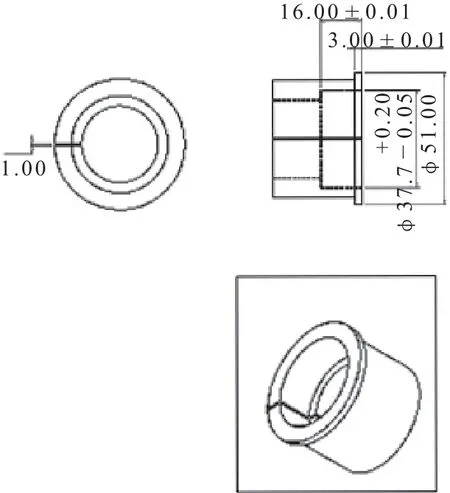
圖2 開口套
(1)預防等直徑變形 主要通過使用夾具,本工件使用夾具主要有兩個,一個是開口套(圖2),一個是螺紋芯軸(圖4)。夾具設計傾向于簡單、輕便,易于加工和專用性,本工件使用的兩種夾具還有定位的功能。
如圖2所示,開口套材質選取與工件螺紋連接軸一樣,同為鋁合金6061,開口套壁厚選取一般4 mm以上,其內孔和外圓的同軸度要保證在0.02 mm以內。開口套長的一端夾緊在卡盤上, 用3 mm階臺和底部臺階定位工件(見圖3),裝夾時開口套找正跳動小于0.02 mm,開口套側壁有一個1 mm寬的矩形口,當卡爪夾緊的時候開口縫隙會接近于0甚至貼合,夾緊力均勻分布在工件外圓上,這樣既保證了工件夾緊度,又有效防止工件出現等直徑變形。
如圖4所示,在最后一道工序時切削余量非常小,因此在選用螺紋芯軸材質時,也選取了鋁合金6061。螺紋芯軸一般專門定制,在完成最后一道工序的機床上,預先加工好外圓和螺紋。本次加工的螺紋芯軸外圓尺寸為?36,螺紋M33,找正跳動小于0.02 mm。加工完成后毋須取下,利用螺紋鎖緊、階臺定位。利用螺紋鎖緊,免去夾緊,還容易達到設計要求的同軸度。
(2)預防熱變形鋁合金的高熱脹系數高,刀具在切削過程中會產生大量的熱量,引起薄壁工件熱變形從而很難準確控制工件尺寸。因此在刀具的材料、車床轉速、進給速度和切削速度上的選擇都尤為重要,只有把這些綜合考慮了,才能高效率生產出合格產品。在刀具的材料選擇上,考慮符合企業實際應用的,硬質合金YT5、YT15、YG8。使用?30硬質合金麻花鉆鉆削加工,查表得鋁合金的鉆削速度范圍Vc=100 ~200 m/min。車孔時車削速度參考范圍為:Vc=50~70 m/min。車削外圓,查表得:被吃刀量ap為0.3~2 mm時,切削速度Vc=300~600 m/min,工件需加工的外圓尺寸為?50,根據公式計算得:,車外圓時,主軸轉速范圍為1910~3821。在選取車床實際轉速時,n應該取比以上計算出來的值小。為了滿足加工進給速度和切削速度,提高生產效率,還應該選用合適的切削液——配置鋁合金切削油,由95%~98% L-AN32全損耗系統用油和2%~5%石油硫酸鋇,有很好的潤滑性和冷卻性。
(3)預防振動。切削過程中,收車刀徑向切削
除了前角、刀尖圓弧半徑外,對于后角、刀傾角、副偏角等也有要求,車刀后角一般選取8°~10°,刀傾角+(5°~10°),而副偏角盡量取小。在切削加工中,由于刀具副偏角的存在使得切削加工后工件表面上常留下有規則的刀紋,影響表面粗糙度。刀紋的高度稱為輪廓最大高度Ry,其中f為進給速度,kr為主偏角,kr′為副偏,要使Ry減小,則應要求進給要小,刀具主副偏角也盡量減小,這樣可以得到輪廓最大高度較小值以獲得較高的表面質量。
3 加工工序及裝夾
螺紋連接軸的加工分幾個步驟完成,主要加工過程如下:
第一步,使用臥式帶鋸床加工直徑為50 mm的鋁合金(6061)棒料、保證加工好的棒料長度672+1 mm。
第二步,使用全功能型車床加工,采用前定位裝夾方式,做一切一。鉆孔有效深度33 mm以上,加工內孔、外圓后用3 mm的切槽刀切斷。
第三步,使用全功能數控車床對孔進行加工,用到了我們設計的專用夾具,如圖4是開口套裝夾。
第四步,在全功能數控車床預先加工好螺紋芯棒M33,找正跳動小于0.02 mm、伸出卡盤12 mm左右,然后利用螺紋芯棒裝夾(如圖5),定位的同時可以獲得較高的同軸度。
第五步,對加工好的零件進行全面質檢后送外協加工。
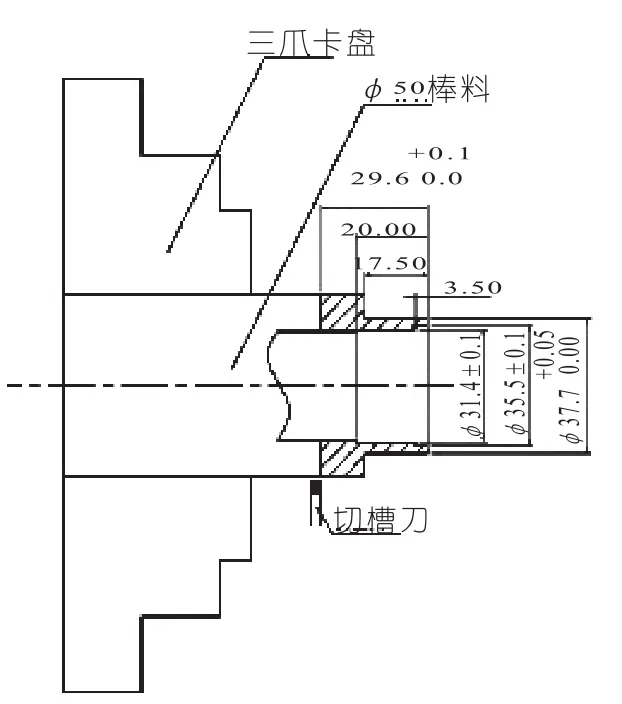
圖3 預加工圖
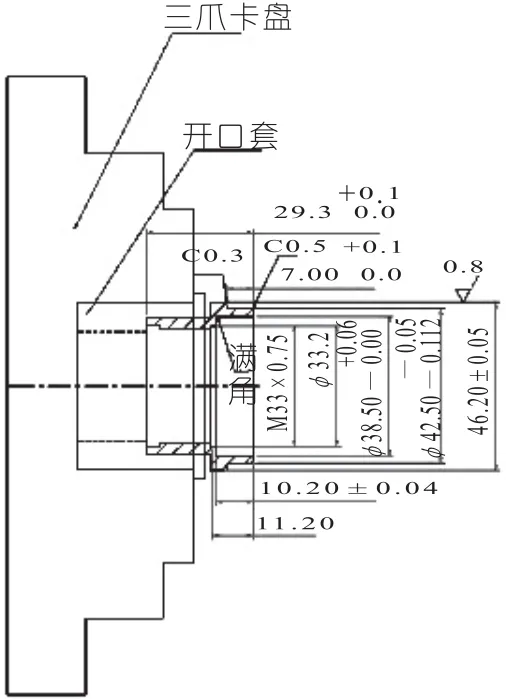
圖4 一次裝夾

圖5 二次裝夾
4 加工工藝表
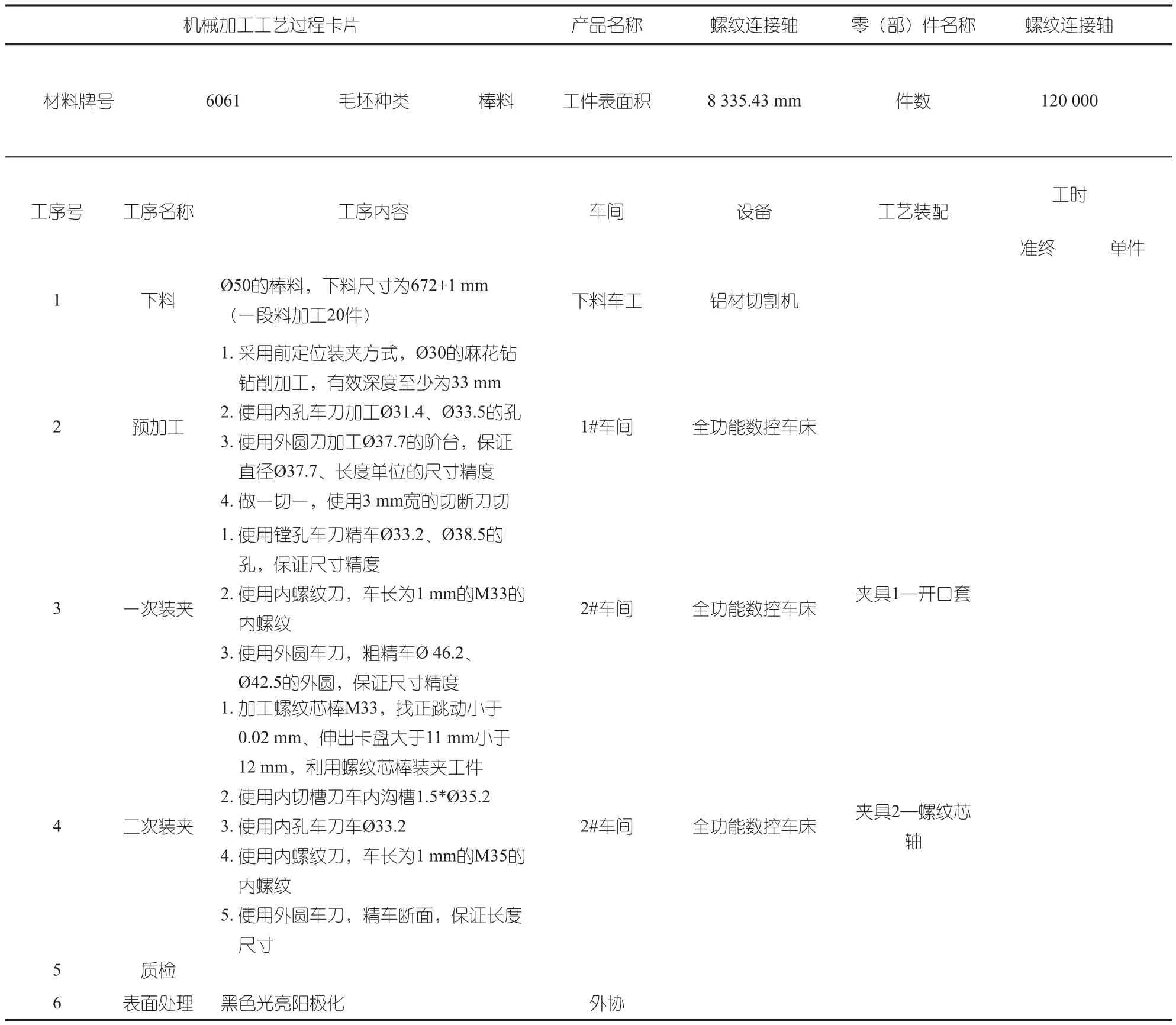
機械加工工藝過程卡片 產品名稱 螺紋連接軸 零(部)件名稱 螺紋連接軸材料牌號 6061 毛坯種類 棒料 工件表面積 8 335.43 mm 件數 120 000工序號 工序名稱 工序內容 車間 設備 工藝裝配 工時準終 單件1 下料 ?50的棒料,下料尺寸為672+1 mm下料車工 鋁材切割機(一段料加工20件)1. 采用前定位裝夾方式,?30的麻花鉆鉆削加工,有效深度至少為33 mm 2 預加工2. 使用內孔車刀加工?31.4、?33.5的孔1#車間 全功能數控車床3. 使用外圓刀加工?37.7的階臺,保證直徑?37.7、長度單位的尺寸精度4. 做一切一,使用3 mm寬的切斷刀切1. 使用鏜孔車刀精車?33.2、?38.5的孔,保證尺寸精度3 一次裝夾2. 使用內螺紋刀,車長為1 mm的M33的2#車間 全功能數控車床 夾具1—開口套內螺紋3. 使用外圓車刀,粗精車? 46.2、?42.5的外圓,保證尺寸精度1. 加工螺紋芯棒M33,找正跳動小于0.02 mm、伸出卡盤大于11 mm小于12 mm,利用螺紋芯棒裝夾工件2. 使用內切槽刀車內溝槽1.5*?35.2夾具2—螺紋芯4 二次裝夾3. 使用內孔車刀車?33.22#車間 全功能數控車床 軸4. 使用內螺紋刀,車長為1 mm的M35的內螺紋5. 使用外圓車刀,精車斷面,保證長度尺寸5 質檢6 表面處理 黑色光亮陽極化 外協
5 結束語
本文重點是介紹螺紋連接軸的加工工藝及方法,并且設計了配套的夾具,通過該夾具進行裝夾加工,達到了工件質量要求,節省了很多找正的時間,并且精度的要求也得到保證,適合批量生產該零件。相對傳統的車削質軟的薄壁零件方法,該生產工藝具有一定的先進性和可行性。本文是以顯微鏡其中一種“大頭”目鏡鏡筒的螺紋連接軸為例的,其他類型的目鏡筒螺紋連接軸的加工的原理都是根據本文所論述的原理進行加工。利用該裝夾的設計理念我們還可以加工更加多的質軟、薄壁且精度要求高的工件。通過設計該零件的加工工藝和撰寫本論文,使我從中學習到了很多東西,懂得了機械零件的設計是嚴謹和科學的。
[1]勞動部教材辦公室組織編寫.《車工工藝學》.中國勞動出版社,96新版.
[2]邱言龍,劉繼福.《車工技師手冊》.機械工業出版社,第二版.
[3]胡國強主編.《車工加工工藝經驗實例》.國防工業出版社,2010,06.
(P-02)
卡博特推出橡膠用高性能炭黑新產品
新近,卡博特推出了其超耐磨、低滾阻、低環苯芳烴LP等系列橡膠炭黑新產品。其中,用超耐磨炭黑VULCAN 10H和PROPELD11制造的乘用車輪胎,具有超強的耐磨、抗切割、抗刺扎等性能,令輪胎更安全和經久耐用。低多環芳烴LP系列炭黑可大大降低塑料和橡膠制品中苯類產品對人類健康造成的不良影響,幫助客戶開發更多的環境友好型產品。
(燕豐供稿)
TG62
1009-797X(2016)04-0081-04
A
10.13520/j.cnki.rpte.2016.04.032
黃建平(1982-),男,機械講師,高級技師,高級考評員,畢業于湛江師范學院機電技術教育專業,一直擔任機械類專業教學,研究方向為數控加工技術。
2016-01-07
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52