不同螺桿構(gòu)型對擠出機性能影響的試驗研究
2016-11-14 09:06:06張新超張福國史媛媛
橡塑技術(shù)與裝備 2016年4期
張新超,張福國,史媛媛
(大連橡膠塑料機械股份有限公司,遼寧 大連 116039)
不同螺桿構(gòu)型對擠出機性能影響的試驗研究
Experimental study of influence of different screw confi guration in extruder performance
張新超,張福國,史媛媛
(大連橡膠塑料機械股份有限公司,遼寧 大連 116039)
通過試驗,掌握雙混煉區(qū)的螺桿構(gòu)型和單混煉區(qū)的螺桿構(gòu)型對同向雙螺桿擠出造粒機組的功率、模板前壓力、切粒形態(tài)及熔融指數(shù)等參數(shù)的影響,從而為機組的加工制造、工藝生產(chǎn)及產(chǎn)品性能的調(diào)整提供理論依據(jù)和技術(shù)支持。
擠出造粒機組;螺桿構(gòu)型;混煉
同向雙螺桿擠出造粒機組是將乙烯工程中催化聚合而成的聚丙烯或聚乙烯粉料樹脂,根據(jù)工藝要求,與其他輔料按嚴格的比例均勻混合,通過擠出機進行混煉、塑化、擠出、切粒、干燥和篩分,并最終加工成規(guī)則的顆粒制品。同向雙螺桿混煉擠出造粒機組是包括樹脂及輔料的計量、混合、擠出造粒、工藝水與聚合物顆粒分離、粒料的干燥貯存,以及工藝水循環(huán)等具有高技術(shù)含量的全套工藝裝置。具有工藝流程復雜、配套性強、設(shè)計、制造、操作難度較大等特點。
目前,用于PP和PE(聚丙烯、聚乙烯)樹脂造粒的大型混煉擠出造粒機組主要有兩大類:連續(xù)混煉擠出造粒機組(異向雙支撐)和同向雙螺桿混煉擠出造粒機組。由于這兩大類機組的結(jié)構(gòu)特征及混煉特征的不同,據(jù)不完全統(tǒng)計,對于生產(chǎn)PE物料,國際范圍內(nèi)基本上以神鋼和日鋼生產(chǎn)的異向雙支撐機組為選擇主流;而對于PP物料,世界范圍內(nèi),98%以上的用戶選擇同向雙螺桿機組。
螺桿是同向雙螺桿混煉擠出造粒機組的核心部件之一,需要滿足物料的輸送、混煉、改性、擠出等各方面的要求,螺桿組合構(gòu)型的設(shè)計一直是擠出機研究的重點,本文針對兩種不同螺桿構(gòu)型的試驗研究進行探討和說明,觀察兩種不同的組合對擠出機性能及參數(shù)的影響,從而為機組的加工制造、工藝生產(chǎn)及產(chǎn)品性能的調(diào)整提供理論依據(jù)和技術(shù)支持。
1 試驗設(shè)備及條件
本次試驗設(shè)備為Φ72同向雙螺桿造粒試驗機(如圖1),主要包括加料稱、加料斗、混煉系統(tǒng)、熔體齒輪泵裝置、換網(wǎng)裝置、水下切粒裝置,機筒冷卻水裝置及PCW顆粒水系統(tǒng)。
試驗參數(shù):螺桿轉(zhuǎn)速224 r/min,加料量100 kg/ h;物料選用聚丙烯粉料,MFI≈1 g/10 min,無抗氧劑、填充劑。
2 螺桿構(gòu)型
在同向雙螺桿擠出機中,螺桿常用元件主要有螺紋元件、嚙合塊元件、齒形元件三種,其中螺紋元件主要用于物料的輸送、壓縮、計量和建壓,嚙合塊元件主要用于物料的分散和混合。通常,根據(jù)工藝要求,不同導程的螺紋元件放置在不同的工藝段,不同厚度和錯列角的嚙合元件也會起到不同的混煉效果。本次試驗主要是在同等試驗條件下觀察螺桿構(gòu)型中單個混煉區(qū)和雙個混煉區(qū)對擠出造粒機組主要性能參數(shù)的影響,如圖2所示。
由圖2可以看出,此次試驗兩種螺桿構(gòu)型在輸送段和計量段螺桿構(gòu)型一致,構(gòu)型1中混煉段分為兩部分,中間螺紋元件起到輸送和過渡的作用,構(gòu)型2中混煉段為一整段。
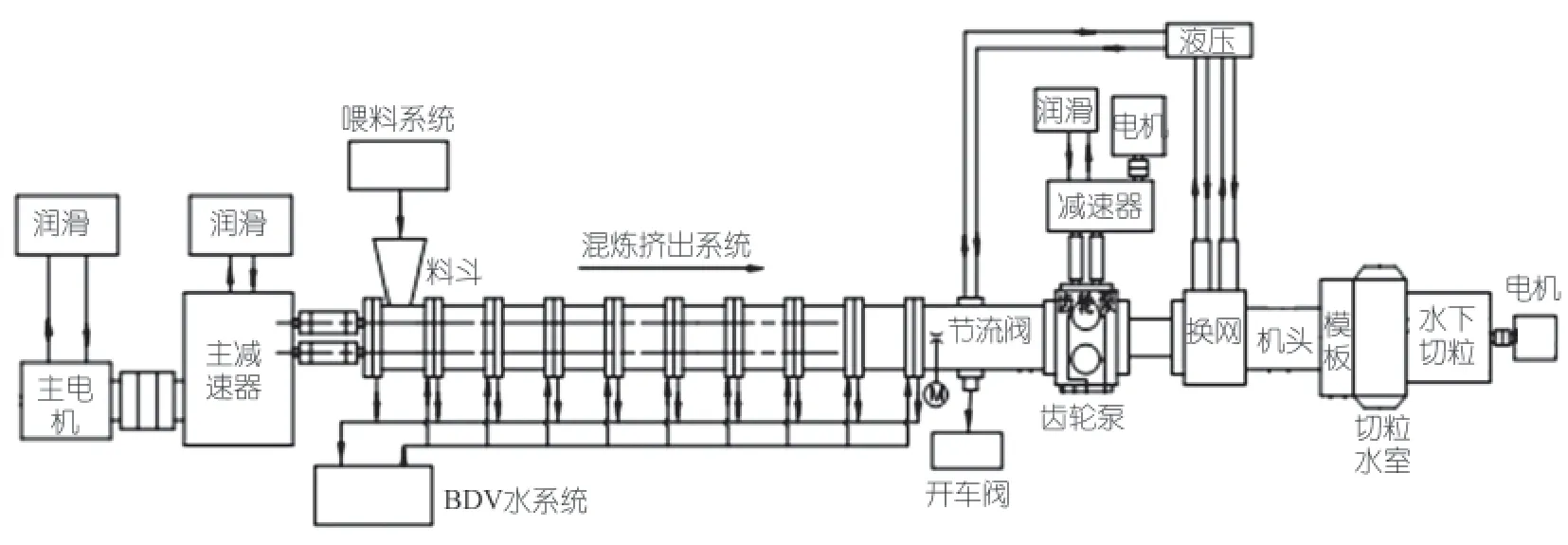
圖1 Φ72同向雙螺桿造粒試驗機流程示意圖

圖2 螺桿構(gòu)型圖
3 試驗數(shù)據(jù)及分析
機組穩(wěn)定運行后,記錄兩種不同構(gòu)型螺桿組合運行數(shù)據(jù)。
3.1 電流及功率
本次記錄電流及功率包括主電機及機筒加熱器兩部分,數(shù)據(jù)如表1所示。
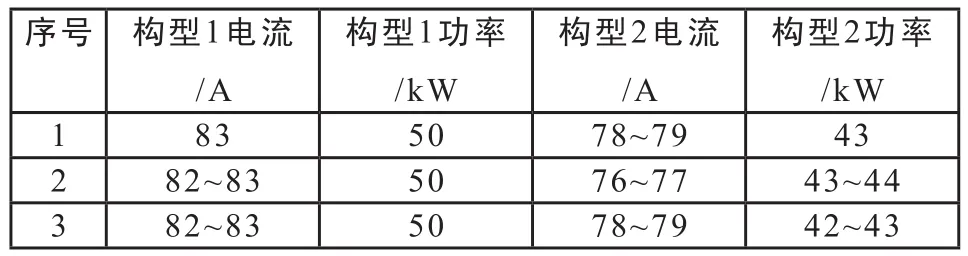
表1 電流及功率數(shù)值表
由表1可知,加工物料時,螺桿構(gòu)型1中電流及功率略大于螺桿構(gòu)型2。
3.2 切粒機模板前壓力
由表2可知,螺桿構(gòu)型1的模板前壓力略大于螺桿構(gòu)型2。

表2 切粒機模板前壓力
3.3 物料塑化、造粒情況
機組運行穩(wěn)定后,取粒子樣品,如圖3,兩種粒態(tài)無明顯差異、基本相同。

圖3 螺桿構(gòu)型加工粒態(tài)圖
3.4 物料前后熔指變化
兩種螺桿組合下,機組運行穩(wěn)定后,取粒子樣品,按照GB/T3682—2008,測定其熔融指數(shù),測試條件:2.16 kg,230 ℃,數(shù)據(jù)結(jié)果如表3。

表3 物料熔融指數(shù)數(shù)據(jù)表 g/10 min
熔體流動速率測定儀型號:SRZ-400D液晶顯示熔體流動速率測定儀。
由以上數(shù)據(jù),螺桿構(gòu)型1加工粒料熔融指數(shù)略低于粉料熔指,而螺桿構(gòu)型2加工粒料熔指大于粉料熔融指數(shù)。
4 結(jié)論
(1)構(gòu)型1螺桿的電流及功率(能耗)略大于構(gòu)型2螺桿,兩段混煉區(qū)的螺桿組合比單個混煉區(qū)的螺粒料熔指略低于粉料熔指(可能由于測量誤差及其他因素造成),構(gòu)型2螺桿加工粒料熔指大于粉料熔指,構(gòu)型2螺桿的剪切、降解能力大于構(gòu)型1螺桿。
由以上結(jié)論可以看出,單個混煉區(qū)構(gòu)型螺桿的剪切能力比雙混煉區(qū)構(gòu)型螺桿要強,對物料的塑化及混煉效果較好;雙混煉區(qū)構(gòu)型螺桿的能耗偏高,輸送能力較強,容易造成模板前壓力較高,給減速箱和水下切粒裝置帶來較大壓力,不利于機組長期穩(wěn)定運行,綜合以上各點認為,對于用于PP生產(chǎn)的雙螺桿混煉擠出造粒機來說,單個混煉區(qū)螺桿構(gòu)型優(yōu)于雙混煉區(qū)的構(gòu)型螺桿。
根據(jù)在小型實驗機的實驗研究,參數(shù)調(diào)整,比例放大,為我們大型擠出機的加工制造、工藝生產(chǎn)及產(chǎn)品性能的調(diào)整提供了理論依據(jù)和技術(shù)支持。
5 結(jié)束語
目前,大型擠出機設(shè)備正向高產(chǎn)量、高效率、低能耗的方向發(fā)展,同向雙螺桿擠出理論的研究也在不斷深化,本次僅對螺桿組合中兩種形式混煉段進行了初步試驗。螺桿作為同向雙螺桿混煉擠出造粒機組核心部件之一,螺桿構(gòu)型對機組能耗、物料混煉效果、生產(chǎn)能力、擠出穩(wěn)定性等有著直接的影響。因此,對大型混煉擠出造粒機組螺桿組合的研究任重道遠,我們還會根據(jù)市場和生產(chǎn)的需要對擠出機的性能和功能擴展深挖潛力,進行更深的實驗研究和理論分析。
[1] 耿孝正.雙螺桿擠出機及其應用.中國輕工業(yè)出版社,2003.
TQ330.43
1009-797X(2016)04-0003-03
B
10.13520/j.cnki.rpte.2016.04.002
張新超(1990-),男,本科,畢業(yè)于青島科技大學機械工程及自動化專業(yè),主要從事擠出機研發(fā)與設(shè)計工作。
2014-03-14