小型天然氣氣井開發生產模式探討
2016-11-14 07:22:13李文豐王海蘭班久紅
天然氣與石油 2016年2期
關鍵詞:模塊化
李文豐 劉 俊 高 鑫 王海蘭 楊 凡 班久紅
中國石油集團工程設計有限責任公司西南分公司, 四川 成都 610041
?
小型天然氣氣井開發生產模式探討
李文豐劉俊高鑫王海蘭楊凡班久紅
中國石油集團工程設計有限責任公司西南分公司,四川成都610041
對產氣量較小的天然氣氣井(10×104~30×104m3/d),可就近建立小型LNG工廠。根據天然氣生產的工藝特點及流程,通過模塊化劃分方法,將LNG生產全過程進行橇裝設計,用搭積木的方式,將主要設備及工藝管道集成于一個、多個或多層的鋼結構上,在制造廠制造及預組裝,完成全部工序后,運輸至現場進行簡單的復位安裝,實現現場快速安裝、投產,節約工期及成本,形成高效、快捷、易搬遷的小型LNG工廠建設模式,具有小型天然氣氣井快速開發和生產的技術優勢,并已在實際生產中得到應用。
小型氣井;LNG工廠;模塊化;橇裝化;一體化;邊際氣田;零散氣田;非常規氣田
0 前言
我國天然氣資源豐富且分布廣泛,存在著大量儲量較少的零散氣田和開采成本較高的邊際氣田、非常規氣田[1-3]。這些氣田的特點是量少而質富,但因就地無用戶,且無法承擔長距離管道運輸的成本而難以進入天然氣市場。針對這些氣田,就近建立小型LNG工廠,減少天然氣管輸成本,有利于邊遠天然氣的儲存和利用,也有利于天然氣使用中的調峰和市場開拓,擴展了天然氣的利用形式,具有重要意義和價值。因此,提供從天然氣井口到LNG產品全過程的模塊化、橇裝化、一體化解決方案,將打破產氣量小的零散氣田、邊際氣田、非常規氣田的開發建設模式,形成高效、快捷、易搬遷的小型LNG工廠建設模式。該模式對我國開發邊遠小型氣田,充分利用分散天然氣資源有重要的現實意義。
1 小型天然氣氣井生產工藝流程
1.1單井天然氣生產工藝流程
井口來天然氣經節流、降壓后進入氣液分離器進行氣液分離,分離后的氣體經過計量后由管輸系統運送至下游LNG系統,分離后的液體經自動排液系統排放至污水池[4]。單井天然氣生產工藝流程,見圖1。

圖1 單井天然氣生產工藝流程
1.2LNG工廠典型工藝流程
天然氣液化前,需將原料氣中的H2S、CO2、H2O、重金屬及重烴等組分脫除,滿足天然氣液化要求,避免CO2、H2O、重烴在低溫下凍結而堵塞系統設備和管線,以及H2S和重金屬對系統設備的腐蝕。原料天然氣要滿足LNG原料氣質量要求,必須對其進行深度凈化預處理。
自單井站或集氣站來的原料天然氣,進入天然氣脫碳裝置吸收塔(井口壓力較低,需增壓后進入;井口壓力滿足要求,可直接進入),脫除CO2。脫除CO2后的濕凈化天然氣進入分離器氣、液分離后,氣相送至脫水脫重金屬裝置進行處理。從吸收塔底部出來的富胺溶液進入再生循環系統,再生后的貧胺液經貧液循環泵增壓后返回吸收塔,完成整個溶液系統的循環[5-9]。
天然氣經脫碳后進入天然氣脫水脫重金屬裝置的分子篩脫水塔進行吸附脫水,然后進入脫重金屬塔,脫重金屬后的天然氣經粉塵過濾器過濾后,進入液化單元。脫水再生氣計量后,作為燃料氣使用。
經過凈化的天然氣進入原料氣/閃蒸氣換熱器和來自罐區的BOG換熱,換熱后天然氣進入冷劑換熱器。經預冷后的凈化天然氣從冷箱中抽出進入重烴分離器,分離出天然氣中C3及以上重烴組分。脫重烴后的天然氣返回冷箱繼續冷卻液化,并過冷,再經J-T閥節流降壓后進入LNG儲罐,經閃蒸后得到LNG產品以及部分閃蒸氣(BOG)。
從重烴分離器分離的低溫重烴經復熱后進入重烴分離罐。分離出的氣體輸送至燃料氣系統,分離出的液相存儲后裝車外運。
LNG產品通過LNG管道泵輸送至裝車區進行裝車外運。
LNG工廠典型生產工藝流程[10-11],見圖2。
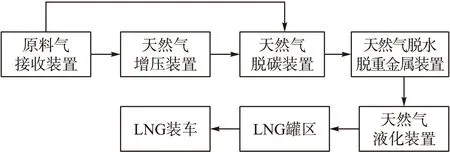
圖2 LNG工廠典型生產工藝流程
2 小型天然氣氣井開發建設方案

2.1模塊化、橇裝化、一體化方案設計
2.1.1單井設計
單井橇裝一體化是將天然氣生產單井站中的水套爐、分離器、節流元件、自用氣裝置、計量裝置以及配套閥門、管線、儀表等集成于同一橇座上形成一整體設備。通過利用橇裝模塊化技術,集加熱、節流、分離、計量等功能為一體,優化輔助功能,在有效減少橇塊尺寸的同時實現單井天然氣生產裝置的整裝化、快裝化,實現單井天然氣快速生產外輸。單井一體化橇裝裝置的三維模型見圖3。
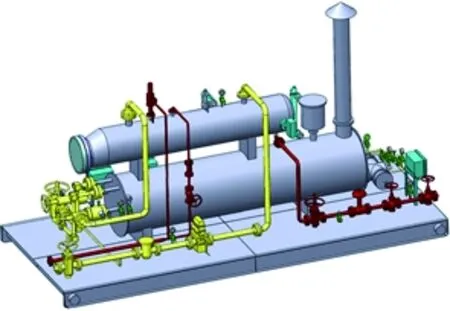
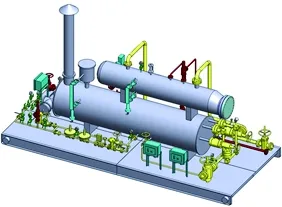
圖3 單井一體化橇裝裝置三維模型
2.1.2LNG工廠設計

圖4 LNG工廠模塊化、橇裝化、一體化三維設計整體模型
LNG工廠裝置包括原料氣增壓模塊、脫碳模塊、脫水及脫重金屬模塊、天然氣液化模塊、冷劑存儲模塊、閃蒸氣增壓模塊以及導熱油供熱系統等主體工藝模塊。各模塊單獨設計,均可根據實際工況進行微調,滿足在不同天然氣處理裝置上的通用性。此外,對于不宜成橇的裝置及設備,可在制造廠內完成設備與橇裝裝置連接管線的預制,僅在現場留少數焊口,減少現場工作量。LNG工廠模塊化、橇裝化、一體化三維設計整體模型見圖4。
2.2模塊化、橇裝化、一體化建造方案
模塊化、橇裝化、一體化建造的實質是將大量施工現場作業轉移至工廠內完成,最大限度實現工廠預制化。其建造流程主要包含:原材料入廠驗收、模塊建造、模塊出廠驗收、模塊拆分包裝運輸、現場到貨驗收、現場復位安裝、現場試運行等環節。模塊化、橇裝化、一體化建造流程見圖5。

圖5 模塊化、橇裝化、一體化建造流程
2.2.1原材料入廠驗收
模塊建造所需原材料(管道、鋼材、非標設備、儀器儀表、電氣設備、油漆等)的入廠驗收,與傳統的現場施工模式不同,因建造地點在工廠,故模塊內所有物資的驗收均需轉移至工廠。入廠驗收過程應由業主、制造廠質檢部門、項目監理、物資采購單位等多方代表參與。原材料的質量直接關系到整個模塊化建設工程的進度、費用和質量,因此,原材料的入場驗收尤為重要。
2.2.2模塊建造
模塊制造是將所有模塊內的管道、設備、鋼結構及電儀設備等按照工廠制造圖組裝成具備功能需求的整體,制造過程中完成所有焊接及無損檢測、管線的熱處理、管道及模塊整體強度測試、設備及管道保溫防燙、鋼結構防火、噴砂涂漆等工序。模塊制造是整個模塊化建造最關鍵、難度最大的環節。
2.2.3模塊出廠驗收
模塊建造各項工作完成后,由業主及其代表組織進行檢驗驗收。出廠驗收過程應按照業主批準的工廠驗收程序進行,該程序一般包括實物與圖紙的符合性檢查、實物外觀檢查、調節及切斷類閥門功能性測試、電儀通電實驗、資料檢測等。模塊出廠驗收結果將直接判定其是否具備出廠條件。
2.2.4模塊拆分包裝運輸
制定對應模塊的拆分、包裝、運輸等程序文件,并嚴格按照每個程序文件對模塊進行拆分、包裝、運輸。能否對該過程進行嚴格把控將決定模塊是否能完好無損抵達安裝現場。
2.2.5現場到貨驗收
根據模塊自身特點,其現場到貨驗收程序有別于一般工程項目的設備到貨驗收。模塊驗收的不同標準也可能導致驗收要求的實現程度存在差異,其驗收內容的具體要求會反饋到模塊化建設前述的所有階段,從而引起工期、質量和費用方面的變化。
2.2.6現場安裝
模塊的現場安裝與傳統建造的現場施工存在較大差異。為達到零返工的理想效果,模塊的現場復位安裝需要在模塊制造廠商的指導下,嚴格按照模塊制造廠商出具的現場復裝手冊進行。模塊是否能成功安裝是制約項目成敗的關鍵,因此,該環節的質量控制尤為重要。
2.2.7現場試運行
現場試運行作為模塊化建設的最后環節,其順利與否是評價項目成功的重要指標。
3 生產應用
小型天然氣氣井以模塊化、橇裝化、一體化生產模式進行開發生產應用于某工程,原料天然氣流量為15×104m3/d,溫度為0~35℃,天然氣井口壓力經一體化橇裝裝置節流降壓至5.0 MPa后進入天然氣液化處理裝置。原料天然氣經預處理后,經液化裝置液化過冷,出冷箱后節流降壓,在LNG儲罐中閃蒸并得到LNG產品,產品流量為4.2 t/h,壓力為0.02 MPa,溫度為-160.8 ℃。
該套裝置共劃分17個橇裝裝置模塊,單個橇裝裝置尺寸3.5 m×6.5 m,采用多層設計,在制造廠內完成所有工藝、儀表、電氣、結構的安裝,并進行預組裝,完成整體試壓后出廠,運輸至現場后進行少量復位安裝工作,短時間內完成投產試運。
通過該工程的成功應用,可將小型天然氣氣井模塊化、橇裝化、一體化生產模式的優點總結如下:
1)工藝成熟、可靠,運行平穩,操作簡便,自動化程度高。
2)大大減少現場施工工作量,保證施工安全。將裝置內的焊接、探傷、熱處理、裝配、試壓、儀電檢測及單機試運轉等工作轉移至制造廠完成,現場僅需少量人員進行模塊復位安裝、試壓、聯合調試,降低了現場大量人員施工及交叉作業引起的安全風險。
3)顯著縮短項目建設周期。利用制造廠人力資源、施工機具資源、施工場地等優勢,實現多個單體模塊同時制造,同時規避惡劣天氣對工期的影響,有效縮短裝置施工工期[14]。
4)提高項目建設質量。依托制造廠嚴格的質量管理體系、良好的室內施工條件、可靠的質量檢驗器具,通過裝置制造過程中的質量控制和出廠驗收,提高裝置建造質量[15-16]。
4 結論
小型天然氣氣井工廠模塊化、橇裝化、一體化開發建設方案,提供了天然氣從井口產出到LNG產品出廠全過程的模塊化解決方案。該方案將單井一體化與小型LNG模塊化工廠建造技術相結合,并依托施工配套設施先進、質量管理控制體系完善、人力及物資資源充足的制造廠完成各橇裝化、模塊化裝置的廠內建造。經檢驗合格后,根據運輸條件限制,將裝置拆分為可以運輸的模塊運抵建設現場。現場施工方可在短時間內將各模塊按搭積木的方式復位安裝。這種高效、快捷、易搬遷的從井口采氣到LNG產品的一體化建設模式適用于產氣量較小的天然氣氣井,在儲量較少的零散氣田、邊際氣田、非常規氣田的開采利用領域具有十分廣闊的應用前景。
[1] 姜福杰,龐雄奇,歐陽學成,等.世界頁巖氣研究概況及中國頁巖氣資源潛力分析[J].地學前緣,2012,19(2):198-211.
Jiang Fujie, Pang Xiongqi, Ouyang Xuecheng, et al. The Main Progress and Problems of Shale Gas Study and the Potential Prediction of Shale Gas Exploration [J]. Earth Science Frontiers, 2012, 19 (2): 198-211.
[2] 黃鑫,董秀成,肖春躍,等.非常規氣田勘探開發現狀及發展前景[J].天然氣與石油,2012,30(6):38-41.
Huang Xin, Dong Xiucheng, Xiao Chunyue, et al. Present Situation and Development Prospect of Unconventional Oil and Gas Exploration and Development [J]. Natural Gas and Oil, 2012, 30 (6): 38-41.
[3] 賈鐵英.亞太地區LNG市場新形勢及我國面臨的機遇與挑戰[J].國際石油經濟,2009,17(6):26-30.
Jia Tieying. The New Asia-Pacific LNG Market: Opportunities and Challenges for China [J]. International Petroleum Economics, 2009, 17 (6): 26-30.
[4] 朱利凱,陳賡良.天然氣處理與加工[M].北京:石油工業出版社,1997:59.
Zhu Likai, Chen Gengliang. Gas Treatment and Processing [M]. Beijing: Petroleum Industry Press, 1997: 59.
[5] 高福金,王景昌.新型橇裝天然氣脫水裝置[J].油氣田地面工程, 2009,28(5):94-94.
Gao Fujin, Wang Jingchang. The New Skid Mounted Gas Dehydrating [J]. Oil-Gas Field Surface Engineering, 2009, 28 (5): 94-94.
[6] 顧安忠.液化天然氣技術[M].北京:機械工業出版社,2003:10.
Gu Anzhong. Liquefaction Technology for Natural Gas [M]. Beijing: China Machine Press, 2003: 10.
[7] 陳斯.模塊化技術在天然氣加工處理廠中的應用[R].貴陽: 2014年全國天然氣學術年會,2014.
Chen Si. Application of the Modularization Technic in Natural Gas Processing Plant [R]. Guiyang: National Annual Conference on Natural Gas in 2014, 2014.
[8] 馮白羽,林罡,王榮敏.長慶油田站場橇裝集成化設計研究探討[J].石油工程建設,2013,39(4):33-36.Feng Baiyu, Lin Gang, Wang Rongmin. Research and Discussion on Skid Integrated Design in Changqing Oilfield Station [J]. Petroleum Engineering Construction, 2013, 39 (4): 33-36.
[9] 夏政,羅賓,張箭嘯,等.長慶油田一體化集成裝置的研究與應用[J].石油規劃設計,2013,24(3):19-21.Xia Zheng, Luo Bin, Zhang Jianxiao, et al. Development and Application of Integrated Device in Changqing Oilfield [J]. Petroleum Planning & Engineering, 2013, 24 (3): 19-21.
[10] 陳叔平,任永平,鄔品芳,等.橇裝式LNG汽車加氣站結構設計[J].低溫與超導,2010,38(1):20-24.
Chen Shuping, Ren Yongping, Wu Pinfang, et al. Design of Skid Mounted Fueling Station for LNG Vehicles [J]. Cryogenics and Superconductivity, 2010, 38 (1): 20-24.
[11] 廖長纓.LNG產業發展前景淺析[J].改革與開放,2012,(18):81.Liao Changying. Analysis on the Development Prospect of LNG Industry [J]. Reform and Opening, 2012, (18): 81.
[12] 吳云峰,邱華.面向設計與制造的數字化工廠平臺[J].中國制造業信息化,2011,40(1):25-28.
Wu Yunfeng, Qiu Hua. The Digital Factory Platform Oriented to Design and Manufacture [J]. Manufacture Information Engineering of China, 2011, 40 (1): 25-28.
[13] 熊新強,陳雪松,付曉東,等.PDMS三維設計在油氣田地面工程中的應用[J].石油工業計算機應用,2013,21(4):37-39.
Xiong Xinqiang, Chen Xuesong, Fu Xiaodong, et al. The Application of PDMS 3D Design in the Oil-Gas Field Surface Engineering [J]. Computer Applications of Petroleum, 2013, 21 (4): 37-39.
[14] 曹文勝,魯雪生,林文勝,等.小型LNG裝置的模塊化橇裝工藝技術.化工學報[J].2009,60(增刊):100-105.
Cao Wensheng, Lu Xuesheng, Lin Wensheng, et al. Technologic Design on Modularization in Skid-mounted Package of Small Scale LNG Project [J]. CIESC Journal, 2009, 60 (Suppl): 100-105.
[15] 董文乙.液化天然氣模塊化建造結構加工設計[R].銀川:全國鋼結構學術年會,2011.
Dong Wenyi. Steel Structure Processing Design of LNG Modular Construction [R]. Yinchuan: Academic Annual Meeting of the National Steel Structure, 2011.
[16] 王登海.蘇里格氣田橇裝設備的開發與應用[J].天然氣工業,2007,27(12):126-127.
Wang Denghai. Development and Application of Skid Mounted Equipment in Sulige Gas Field [J]. Natural Gas Industry, 2007, 27 (12): 126-127.
2015-12-06
國家科技重大專項“頁巖氣氣藏工程及采氣工藝技術”(2016 ZX 05037)
李文豐(1978-),男,四川廣安人,工程師,學士,主要從事天然氣加工工藝技術研究及工程設計管理工作。
10.3969/j.issn.1006-5539.2016.02.005
猜你喜歡
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
裝備制造技術(2021年2期)2021-07-21 05:38:44
現代裝飾(2020年5期)2020-05-30 13:01:56
汽車與新動力(2019年5期)2019-11-07 05:20:16
系統管理學報(2018年3期)2018-08-13 01:05:42
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(2017年4期)2017-06-21 06:29:52
流程工業(2017年4期)2017-06-21 06:29:50
石油化工建設(2015年2期)2015-12-01 04:16:44
中國教育技術裝備(2015年10期)2015-03-01 02:41:05