基于液壓比例閥的卷紙機控制方法
2016-11-12 01:34:48王孝聰黃慧春王澤文
中國造紙 2016年6期
王孝聰 黃慧春 王 瑩 王澤文
(上海第二工業(yè)大學(xué),上海,201209)
?
·卷紙機·
基于液壓比例閥的卷紙機控制方法
王孝聰黃慧春王瑩王澤文
(上海第二工業(yè)大學(xué),上海,201209)
對改進(jìn)后卷紙機的機械結(jié)構(gòu)、液壓加壓過程進(jìn)行了分析并建立了數(shù)學(xué)模型,以便用PLC對在卷的紙卷進(jìn)行恒線壓控制。通過在初級臂、次級臂轉(zhuǎn)動處各安裝上角位移傳感器以分別獲得一個角度值,再將此角度值信號輸入到PLC,PLC依據(jù)數(shù)學(xué)模型進(jìn)行運算,給比例減壓閥一個控制信號,分別控制支承油缸的壓力值、次級臂油缸有桿腔的壓力值,使之隨動變化,使得卷紙輥線壓力恒定不變,以確保卷紙不起皺,保證卷紙質(zhì)量。
初級臂;次級臂;恒線壓控制
針對目前造紙行業(yè)中紙機的速度越來越快,門幅越來越寬的發(fā)展趨勢,卷紙機上的許多控制方法也隨之改變。初級臂和次級臂傳統(tǒng)控制方法采用同步軸配以手動壓力閥來控制其卷紙輥卷紙的線壓力,但在換卷或卷紙過程中由于初級臂和次級臂機械臂角度的變化使得其線壓力無法根據(jù)卷紙要求而跟隨變化,造成紙卷起皺、松緊度不均勻、喇叭形的問題,影響卷紙質(zhì)量,有時需要不停地人工調(diào)節(jié)壓力,難以實現(xiàn)全自動控制[1]。本課題對改進(jìn)后卷紙機的機械結(jié)構(gòu)和液壓原理、加壓過程進(jìn)行了分析并建立了數(shù)學(xué)模型,以便通過PLC對在卷的紙卷進(jìn)行恒線壓控制。
1 卷紙機工作原理簡介
圖1所示為卷紙機工作原理圖。由圖1可知,卷紙機次級臂的主要作用是將卷紙輥緊緊地壓在卷紙缸上[2],由卷紙缸作為主動輪帶動卷有紙的卷紙輥旋轉(zhuǎn)從而完成卷紙。由于紙機工作的連續(xù)性,當(dāng)紙卷卷到足夠大時必須換卷。之前由取輥臂在輥庫中取下的空卷紙輥,放入初級臂的鎖鉤內(nèi),并由壓臂壓緊。此時,首先由助動氣缸推動助動輪壓在卷紙輥上,通過橡膠輪(這部分設(shè)備圖1中未表示)的摩擦,帶動空卷紙輥(簡稱空輥)轉(zhuǎn)動,當(dāng)空輥與卷紙缸線速度相同時換卷條件滿足。初級臂帶動空輥轉(zhuǎn)過25°左右到達(dá)換卷位(圖2(b)位置),調(diào)節(jié)初級臂上的支承油缸壓力降低至某值,空輥與卷紙缸接觸并產(chǎn)生一定的線壓,通過換卷裝置將紙切斷后引到空輥上。此時次級臂迅速將已卷好的紙卷推出,初級臂繼續(xù)轉(zhuǎn)動將換好卷的卷紙輥放到水平軌道上(圖2(c)位置)。次級臂再迅速返回壓住卷紙輥并給予卷紙所需的線壓力,支承油缸壓力值降為零、壓臂和鎖鉤打開,初級臂返回準(zhǔn)備位、同時支承油缸和鎖鉤復(fù)位,并由取輥臂再從輥庫中取下一根空輥放入初級臂的鎖鉤內(nèi),壓臂壓住空輥為下一次換卷做準(zhǔn)備,換卷過程結(jié)束。接下來次級臂一直陪伴著紙卷直到其卷到一定直徑后再換卷,這一過程中紙卷與卷紙缸之間一直應(yīng)保持恒定的線壓以確保紙卷的松緊度合理。
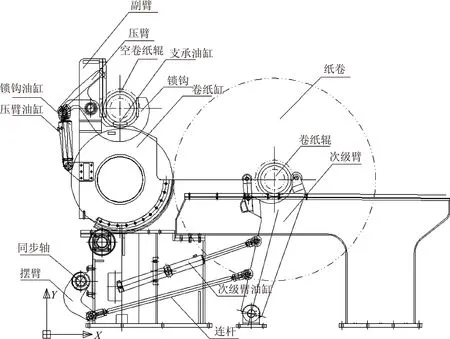
圖1 卷紙機工作原理圖
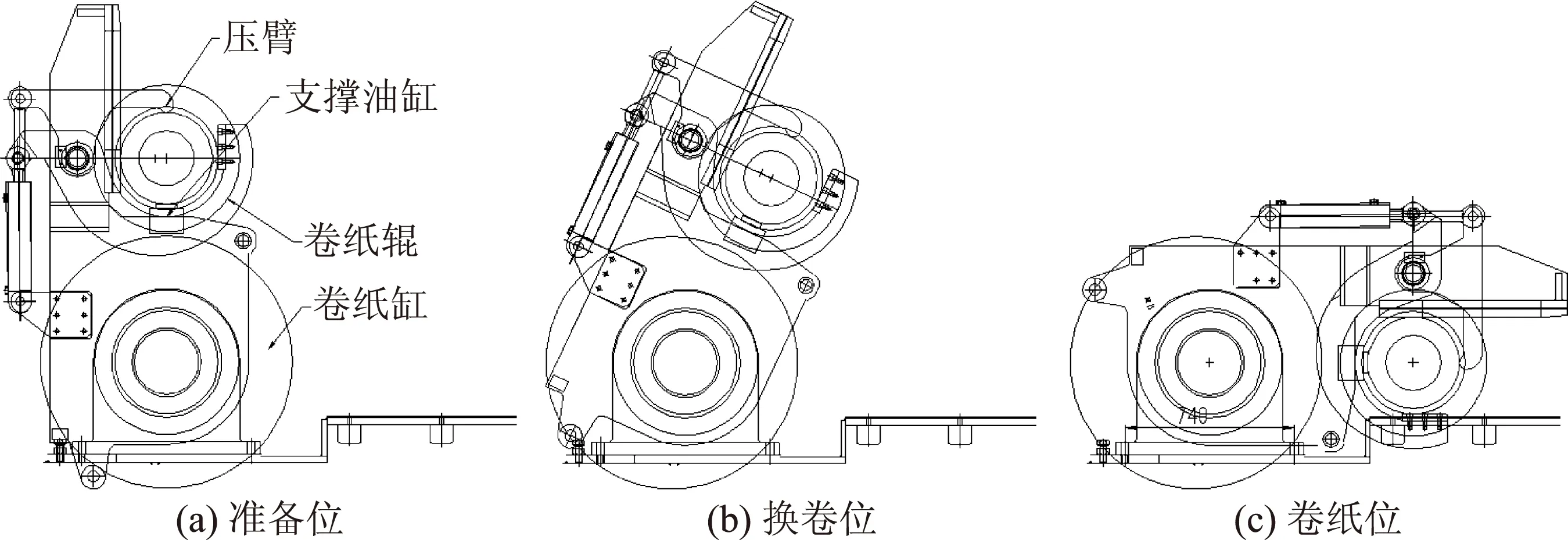
圖2 初級臂換卷示意圖
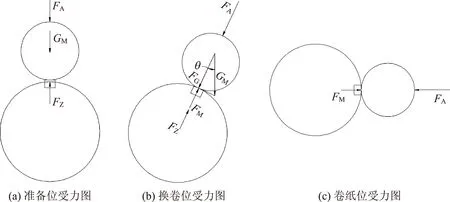
圖3 初級臂換卷分析圖
2 初級臂恒線壓控制計算與分析
初級臂作為卷紙機換卷的準(zhǔn)備機構(gòu)在卷紙機中是不可或缺的部分,現(xiàn)在用一種較常用的結(jié)構(gòu)來說明其換卷時的工藝過程和數(shù)學(xué)計算方法。
圖2為初級臂換卷示意圖,圖2(a)為換卷準(zhǔn)備位置,卷紙輥與卷紙缸不接觸;圖2(b)為換卷位置,卷紙輥與卷紙缸接觸,由壓臂壓力和卷紙輥的自身質(zhì)量使得卷紙輥與卷紙缸之間形成一定的線壓力,初級臂在此位置換卷完成后應(yīng)立即旋轉(zhuǎn)65°放到水平軌道上去,如圖2(c)位置,以便能夠正常工作將紙卷大。由于重力因素卷紙輥旋轉(zhuǎn)時其位置變化引起作用在卷紙缸上的重力分力的變化,從而影響紙卷質(zhì)量,本課題采用支承油缸來控制卷紙輥重力變化,從而達(dá)到這一動態(tài)過程中的線壓力恒定。
初級臂換卷線壓力的受力分析如圖3所示,卷紙輥在圖3(a)位置時其受力為重力GM,兩端支承油缸力FZ,兩端壓臂力FA,卷紙輥懸空在卷紙缸上(二者沒有接觸);卷紙輥在圖3(b)位置時為換卷位置,卷紙缸與卷紙輥接觸,接觸面的受力為重力GM的分力FG(兩者之間夾角為θ),兩端支承油缸力FZ,兩端壓臂力FA,卷紙缸反作用力FM,卷紙輥懸浮在卷紙缸上。待卷紙輥轉(zhuǎn)到水平位置時,如圖3(c)位置,此時作用在缸面上的重力分力全部消失。
現(xiàn)分析卷紙輥中θ從25°(換卷位置)到90°(水平位置)的過程中FM的受力情況,并采用支承油缸內(nèi)的壓力變化來改變FZ,從而來保證FM的恒定以保證其對應(yīng)的線壓力的恒定。
如圖3(b)所示,切點處法向合力為零,則:
(1)
所以FA+FG=FZ+FM
(2)
式中,FA為預(yù)置兩端壓臂力(N);FZ為兩端支承油缸力(N);FG為重力GM的分力(N);FM為卷紙缸反作用力(N)。
則FZ=FA+GMcosθ-FM
(3)
設(shè)支承油缸的缸徑為D,活塞面積為A1,支承油缸壓力P初由公式(4)計算。

(4)
(5)
式中,W為卷紙輥寬度;FL1為卷紙輥線壓力。
將公式(5)代入公式(4)中得到公式(6)。

(6)
式中,FL1為設(shè)定線壓力。
由上述公式可知,只要在初級臂轉(zhuǎn)動處安裝上角位移傳感器以獲得θ值[3],將此角位移θ值的電信號輸入到PLC,PLC根據(jù)上述公式進(jìn)行運算后給液壓比例閥一個控制信號,控制支承油缸的壓力值P初,使之隨動變化,就可使得FL1恒定不變,以確保紙卷不起皺。
3 次級臂恒線壓控制計算與分析
圖4為次級臂受力分析示意圖。在卷紙過程中,隨著卷紙直徑的增大,要求卷紙輥緊貼卷紙缸的水平力恒定,即卷紙輥線壓力恒定,此力由次級臂有桿腔油缸壓力P次來控制,紙卷變大使得次級臂圍繞其支點擺動產(chǎn)生角位移α變化。
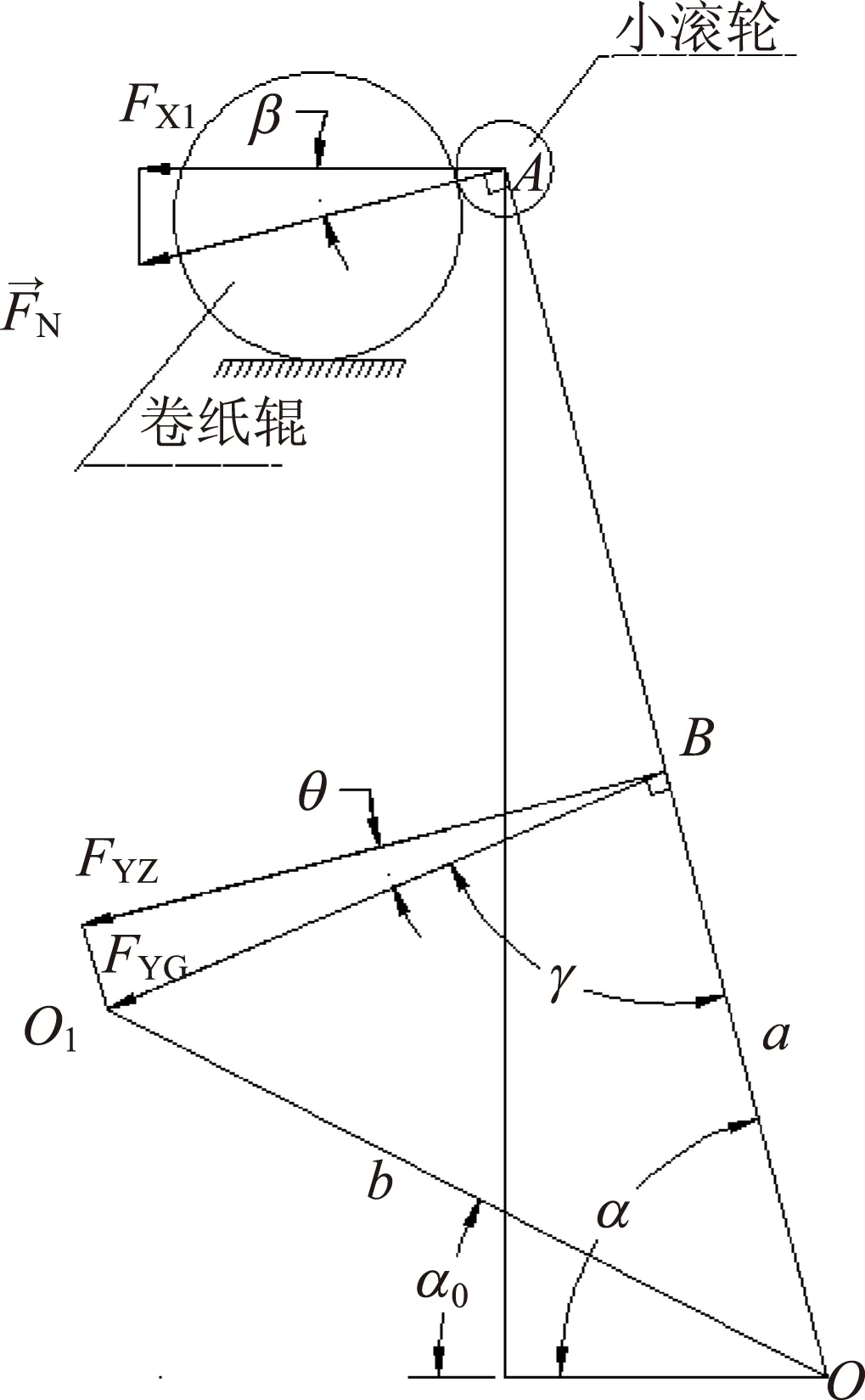
圖4 次級臂受力分析
次級臂油缸壓力P次與次級臂擺動角度α之間的關(guān)系分析如下。
圖4中,OA為次級臂長度,O點為次級臂擺動支點,O1為油缸鉸接點,B為油缸活塞桿與次級臂連接點,次級臂頂端上安裝一小滾輪與卷紙輥頭部接觸,其作用力為FN。
設(shè)次級臂小滾輪與卷紙輥相切,其切點處受力為FN,水平方向力為FX1,其水平方向合力為零,則:
FX1-FNcosβ=0
(7)
將cosβ=sinα代入公式(7),整理得:
(8)
對于次級臂擺桿,受力分析如下:
設(shè)OA=L,OB=a,OO1=b,垂直于次級臂的油缸拉力的分力為FYZ,次級臂的油缸拉力為FYG,FYZ力與FYG力的夾角為θ,則:
(9)
FN·L-FYZ·a=0
(10)
(11)

(12)
如圖4所示,在△O1BO中,
(13)
式中,α0為兩支點連線與地面的夾角;α為次級臂與地面的夾角。
因為OO1=b,OB=a;
依托知名學(xué)術(shù)機構(gòu),師資力量雄厚,后續(xù)力量足。這一點對于“體育舞蹈圈”接下來的發(fā)展與定位具有重要的作用,有了這部分的資源,該公眾號才有能力實現(xiàn)更多專業(yè)性功能的開發(fā),繼而為訂閱群體進(jìn)一步推送優(yōu)質(zhì)且權(quán)威的內(nèi)容等后續(xù)發(fā)展提供強有力的保障,從而獲得大眾的信任和教學(xué)口碑,形成用戶使用與關(guān)注的黏性。

(14)

(15)
將公式(8)、公式(15)代入公式(12),得:
(16)
(17)
式中,W為卷紙輥寬度(mm);FL1為卷紙輥線壓力(N/mm)。
將公式(17)代入公式(16)中,得:
(18)
次級臂油缸壓力P次為:
(19)
式中,A2為次級臂油缸有桿腔面積;D為次級臂油缸缸徑;d為次級臂油缸活塞桿直徑。
將公式(18)代入公式(19)中:
實際生產(chǎn)中,公式中α角度是變量,α在73°~106°范圍中變化;式中α0、L、a、b都是常量。
由上述公式可知,只要在次級臂轉(zhuǎn)動支點處安裝上角位移傳感器以獲得α值,將此角位移α值的電信號輸入到PLC,PLC根據(jù)上述公式進(jìn)行運算后給液壓比例閥一個控制信號,控制次級臂油缸有桿腔的壓力值P次,使之隨動變化,就可使得卷紙輥線壓力FL1恒定不變,以確保卷紙質(zhì)量[4]。
4 結(jié) 語
綜上所述,要想達(dá)到卷紙輥與卷紙缸之間的線壓力恒定,可采用角位移傳感器、伺服閥或比例壓力閥作為整個控制系統(tǒng)的檢測元件和控制對象,再由PLC應(yīng)用PID控制模式對相應(yīng)的液壓缸壓力進(jìn)行動態(tài)控制,從而達(dá)到較好的卷紙效果,對初級臂的恒線壓控制可使得紙卷起圈時打底平整度提高,降低損紙率,提高產(chǎn)量。雖然每臺卷紙機的機械結(jié)構(gòu)和液壓缸安裝位置有所差異,所生產(chǎn)的紙品也各不相同,其控制的壓力值仍可以根據(jù)上述公式得到,但要根據(jù)紙種和紙品的定量對初設(shè)的線壓力作相應(yīng)的調(diào)整以便取得較好的卷紙效果。
[1]FAN Xiao-qun. The Application of S7300PLC in the Control of Paper Machine[J]. China Pulp & Paper, 2005, 24(11): 65.
樊曉群. S7300PLC在紙機控制中的應(yīng)用[J]. 中國造紙, 2005, 24(11): 65.
[2]HUO Hong. The Fault Analysis of Unloading Roll in Winder[J]. China Pulp & Paper, 2015, 34(6): 45.
霍宏. 卷取機下輥故障分析[J]. 中國造紙, 2015, 34(6): 45.
[3]YAO Jing-hong, YAN Guo-xiang. Automatic Roll Changing System Composed of Proximity Switch Sensor and PLC[J]. China Pulp & Paper, 2003, 22(3): 58.
姚竟紅, 嚴(yán)國祥. 接近開關(guān)傳感器與PLC組成的自動換卷系統(tǒng)[J]. 中國造紙, 2003, 22(3): 58.
[4]ZHAO Bo. Application of hydraulic in high speed reel[J]. Hydraulics Pneumatics & Seals, 2006(3): 17.

(責(zé)任編輯:馬忻)
Control Method for Paper Reeling Machine Based on Hydraulic Proportional Valve
WANG Xiao-cong*HUANG Hui-chunWANG YingWANG Ze-wen
(ShanghaiSecondPolytechnicUniversity,Shanghai, 201209)
(*E-mail: xcwang@sspu.edu.cn)
This paper analyzed the mechanical structure of an improved paper reeler and hydraulic pressing process. The mathematical model was established in order to use PLC controlling paper roll with constant linear pressure in the reeling process. Angle values were measured by angular displacement sensors which were installed on the rotating positions of primary arm and secondary arm, respectively. Then the angle value signals were input to the PLC and processed based on the mathematical model, the control signals were sent to the proportional valves. The support cylinder pressure value and the pressure value of the chamber with rod in secondary arm cylinder were controlled accordingly. This method made the paper reel pressure constant therefore to ensure the paper quality without wrinkling.
primary arm; secondary arm; constant linear pressure
王孝聰先生,高級工程師;主要研究方向:造紙機械的液壓比例控制。
2016- 02-22(修改稿)
TH137
ADOI:10.11980/j.issn.0254- 508X.2016.06.013
