電火花加工放電間隙檢測探究
2016-11-11 02:41:53周宏菊
新技術新工藝 2016年8期
關鍵詞:檢測
?
電火花加工放電間隙檢測探究
電火花加工是利用工具電極和工件電極之間脈沖性火花放電時的電腐蝕現象來蝕除多余金屬,以達到對零件的尺寸、形狀及表面質量預定的加工要求。在微小的電火花放電加工間隙中,微觀的電火花腐蝕過程可分為4個連續階段:1)兩極間工作液電離、擊穿,形成放電通道;2)工作液熱分解,兩極材料的熔化及氣化熱膨脹;3)電極材料拋出;4)極間工作液消電離。每次電火花腐蝕的微觀過程都是伴隨著電場力、熱力、磁力、流動動力及化學力等綜合作用的過程[1],這一過程是復雜且瞬息萬變的,很難直接測量到電火花加工時的放電間隙大小及變化,然而,在電火花加工過程中,無論是正極還是負極,單個脈沖的腐蝕量q′總與單個脈沖的能量Wm有關,且在一定范圍內成正比關系;因此,可以通過測量電參數(如電壓)來間接地測量放電間隙的大小。
1 電火花加工時的放電狀態
電火花放電加工時,合理地調整與控制工具電極與工件電極之間的放電間隙,使加工穩定進行,才能順利地按要求完成加工零件,以達到所需要的尺寸與精度。工具電極和工件電極維持的合理距離稱之為放電間隙[2],它是電火花放電加工控制的主要對象。
根據電火花加工時放電間隙的大小和放電的狀態,間隙放電狀態可分為如下幾種基本狀態[3](見圖1):空載、正常火花放電、異常放電(包含不穩定電弧放電和穩定電弧放電)和短路狀態。其中,尤其需要避免的是有燒傷性的穩定電弧放電狀態和短路放電狀態,但為了提高加工效率和工件的表面質量,應該對這幾種狀態都能加以區分,減少空載和不穩定電弧放電,增加正常火花放電。
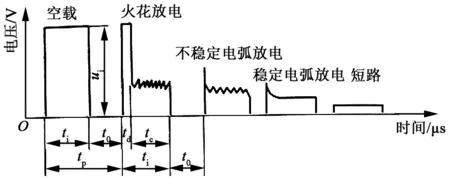
圖1 電火花加工時的放電狀態
不同的間隙放電狀態有不同的加工性能。放電間隙檢測是電火花成形加工機床中自動進給調節系統的核心部分,它的目的就是要在加工中實時識別不同的間隙放電狀態,以避免或減少異常放電狀態的產生,提高生產效率,保證產品的加工質量。
2 放電間隙檢測電路的設計
直接測量到電火花加工時的放電間隙大小及變化是很困難的,可通過測量與放電間隙成比例關系的電參數,如電壓,來間接反映放電間隙的大小。本文是在間隙平均電壓檢測電路的基礎上,基于實際應用的電火花銑削加工數控機床來設計的一種新型的放電間隙平均電壓檢測電路[4](見圖2)。
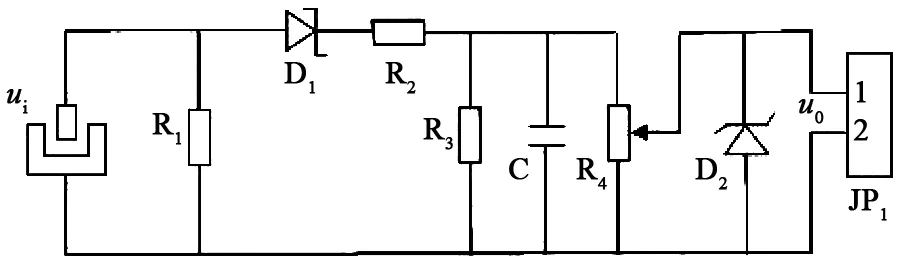
圖2 放電間隙平均電壓檢測電路
圖2中,間隙電壓經R1兩端輸入,通過穩壓二極管D1(D1主要是防止電容C通過R2迅速放電),利用電阻R2、電容C組成濾波電路進行充電、濾波后獲取間隙電壓平均值,并由電位器R4分壓后輸出,最后輸出電壓通過穩壓二極管D2從連接器的兩端輸出,并由穩壓二極管D2在電路中起到限壓作用。這里連接的JP1端口是±10 V的電壓。
3 檢測電路在自動控制系統中的框圖
本文中電火花加工自動進給調節系統由測量環節(間隙檢測電路)、比較環節、執行環節(伺服電動機)和調節對象(工具和工件間的放電間隙)組成[5](見圖3)。

圖3 自動進給系統調節框圖
對于測量環節,間隙檢測電路可以檢測放電間隙兩端的平均電壓值來間接反應放電間隙的大小及狀態。當放電間隙較大時,平均電壓較高,表明開路情況較多;當放電間隙較小時,平均電壓較低,表明短路或異常放電情況較多。所以可以根據平均電壓的大小來判斷放電間隙的情況。
在實際的電火花加工中,在電極材料、工作液介質及加工電參數等條件確定的情況下,穩定加工時的間隙平均電壓可以維持在一個較小的范圍之內,所以通過設置適當的伺服參考電壓,和檢測電路所檢測到的平均電壓值進行比較,可以控制伺服電動機的運動,以達到控制放電間隙為合理間隙的目的。
4 檢測電路檢測的平均電壓值
由于本電路檢測到的平均電壓值是與放電間隙成比例關系的電參數,其值應能良好地反映間隙平均電壓的變化,即放電間隙的狀態,所以檢測電路電壓的輸入、輸出值在一段時間內應成一定的比例關系,如輸出電壓是隨輸入電壓的變化成線性變化的。本文取放電間隙平均電壓檢測電路在一段時間內的輸入電壓值和輸出電壓值,看它們的變化關系。采用輸出電壓和輸入電壓的幾組數據用MATLAB軟件擬合的曲線圖如圖4所示。
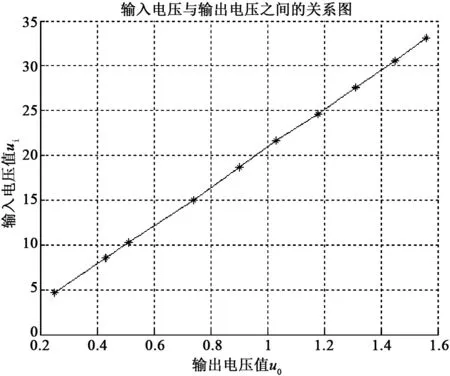
圖4 輸出電壓隨輸入電壓變化的擬合曲線圖
由圖4可以看出,在一定的時間內,放電間隙檢測電路其輸出電壓是隨輸入電壓的變化成線性變化的,即輸出電壓是可以間接反映放電間隙的大小和狀態的。當然,此電路還會受到脈沖寬度、脈沖間隔和峰值電流等電參數的影響;但在一定條件下,它可以作為檢測放電間隙大小和狀態的測量電路,能更好地為執行機構伺服電動機的運動提供合理根據,以達到更好更高效的自動調節,提高生產率和工件加工質量。
5 結語
本文設計了電火花銑削成形加工數控機床的放電間隙平均電壓檢測電路,該電路能通過所檢測的平均間隙電壓較好地反映放電間隙的大小和狀態,從而探究了它在實際應用中的可行性、有效性,以期能獲得更高的加工效率和較好的零件加工表面質量。該電路若在調節范圍更廣的脈沖電源條件下使用還有不足之處,應進一步研究改進。
[1] 白基成,等.特種加工[M].北京:機械工業出版社,2016.
[2] 北京市《金屬切削理論與實踐》編委會.電火花加工[M].北京:北京出版社,1980.
[3] 霍孟友,張建華,艾興.電火花放電加工間隙狀態檢測方法綜述[J].電加工與模具,2003(3):17-20.
[4] 周宏菊.基于PMAC控制的電火花放電間隙檢測電路實驗研究[J].新技術新工藝,2014(4):83-85.
[5] 劉永紅,蔡寶平.電火花加工間隙的檢測與識別方法[J].機床與液壓,2009(2):79-82.
責任編輯 鄭練
周宏菊
(陜西國防工業職業技術學院,陜西 西安 710300)
在電火花加工研究中,合理檢測放電間隙是重難點內容之一,穩定合理的放電間隙檢測電路能給機床自動進給調節系統帶來方便,能確保放電間隙處于合理的放電狀態,從而提高加工生產率,提高產品的質量。
電火花放電間隙;檢測電路;自動進給調節系統
Research on Detection of Discharge Gap in EDM
ZHOU Hongju
(Shaanxi Institute of Technology, Xi’an 710300, China)
In the research of the Electric Discharge Machining (EDM), the reasonable clearance discharging detection is one of the important and difficult content, the stable and reasonable discharge gap detection circuit can bring convenience for machining automatic feeding control system in EDM, and can ensure the discharge gap in a reasonable discharge state, so as to improve the productivity and improve the product quality.
electric discharge gap, detection circuit, automatic feeding control system
周宏菊(1981-),女,講師,碩士,主要從事機電、數控等方面的研究。
2016-03-30
TG 661
A
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48