Φ114 mm CPE機組高精度小直徑薄壁管的生產
2016-11-10 07:36:57許才斌王純凱張家琛張萬超
鋼管 2016年4期
關鍵詞:生產
鄭 臻,許才斌,馬 輝,王純凱,王 奎,張家琛,張萬超
(1.江蘇常寶鋼管股份有限公司,江蘇常州213018;2.山東華宸高壓容器有限公司,山東濟南250000;3.江蘇常寶普萊森鋼管有限公司,江蘇常州213200)
Φ114 mm CPE機組高精度小直徑薄壁管的生產
鄭 臻1,許才斌1,馬 輝2,王純凱3,王 奎3,張家琛3,張萬超3
(1.江蘇常寶鋼管股份有限公司,江蘇常州213018;2.山東華宸高壓容器有限公司,山東濟南250000;3.江蘇常寶普萊森鋼管有限公司,江蘇常州213200)
介紹了Φ114 mm CPE機組熱軋生產徑壁比∧27的Φ89 mm×3.2 mm、Φ108 mm×3.5 mm高精度小直徑薄壁管的工藝方案及控制措施,分析了其生產控制的難點和重點。試制結果表明:穿孔壁厚偏差控制在7%以內和有效控制頂管工序縱向壁厚波動是保障成品尺寸的前提;熱軋生產徑壁比∧27、外徑允許偏差(-0.5%~+0.5%)D、壁厚允許偏差(-9%~+9%)S的高精度小直徑薄壁管是可行的。
CPE機組;小直徑薄壁管;徑壁比;穿孔;頂管;壁厚精度
CPE機組(Cross-Roll Piercing and Enongation)屬長芯棒多機架連續變形機組,因產品質量穩定、生產節奏快、投資少、生產成本低,且在小直徑薄壁管控制方面具有優勢,CPE機組逐步在中小直徑無縫鋼管的生產中成為主力機組之一[1-5]。雖然CPE機組具備生產小直徑薄壁管的優勢,如常見規格Φ42 mm×4 mm(徑壁比在10左右)可實現批量穩定軋制,但生產徑壁比達到20以上,或小直徑薄壁管壁厚允許偏差在±10%以內的管材,則需要冷加工工序的配合方能實現;而冷加工工序金屬消耗高、工藝流程長、產品質量不穩定且環境污染相對較大[6],這些導致CPE機組的小直徑薄壁管(徑壁比≥20)的成材率無法得到提升。
為了打破生產徑壁比≥20或壁厚允許偏差在±10%以內的小直徑鋼管只能輔以冷加工生產的局面[7],江蘇常寶普萊森鋼管有限公司(簡稱常寶普萊森)在Φ114 mm CPE機組上生產試驗了熱軋生產徑壁比∧27的Φ89 mm×3.2 mm、Φ108 mm× 3.5 mm高精度小直徑薄壁管。下面對生產情況進行介紹。
1 目標規格的選定
氣瓶管用無縫鋼管在Φ114 mm以下的常見規格有Φ60 mm×3.5 mm、Φ63.5 mm×3.5 mm、Φ89 mm×4 mm、Φ108 mm×4 mm。以37Mn鋼Φ89 mm和Φ108 mm的氧氣瓶用無縫鋼管為例,其承壓最小壁厚分別為2.3 mm和2.9 mm;但采購只有兩種選擇,要么采購壁厚4 mm及以上的熱軋管(單瓶鋼管質量增加),要么采購壁厚3.5 mm及以下的冷加工鋼管(單瓶鋼管價格增加),這兩種方案均會導致單只鋼瓶的鋼管成本增加。經與氣瓶生產單位溝通,確定了Φ108 mm×3.5 mm和Φ89 mm×3.2 mm氣瓶用管的主要尺寸要求,具體見表1。
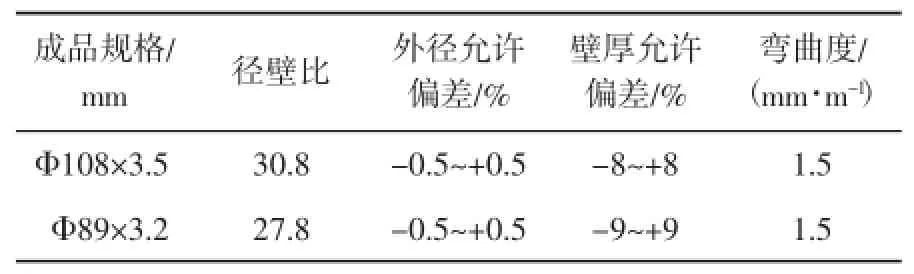
表1 Φ108 mm×3.5 mm和Φ89 mm×3.2 mm氣瓶用管的主要尺寸要求
2 存在的問題及應對措施
2.1 工藝規格的確定
經過對多套工藝方案的計算論證,確定了Φ108 mm×3.5 mm和Φ89 mm×3.2 mm氣瓶用管的熱軋工藝方案,具體見表2。此方案的控制難點是各工序中間管的長度,尤其是頂管工序的控制。
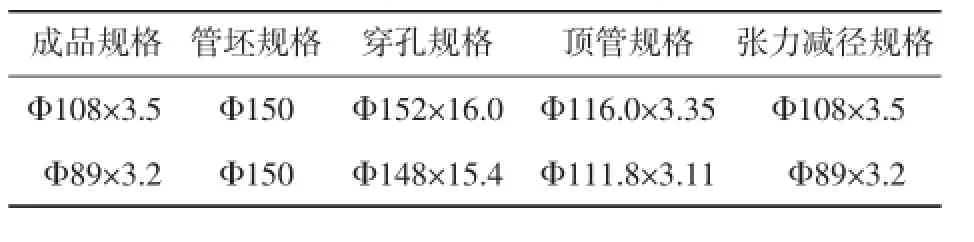
表2 Φ108 mm×3.5 mm和Φ89 mm×3.2 mm氣瓶用管的熱軋工藝方案mm
2.2 穿孔偏心的控制
由表1可知,表2中兩種規格熱軋成品管的壁厚偏差需控制在±0.28 mm以內。由于有效控制穿孔偏心是保障成品尺寸的重要前提[8-9],這就需嚴格控制穿孔偏心。通過對過去生產的產品的壁厚分布數據進行傅里葉分析可知,影響穿孔偏心的主要因素是:①管坯加熱的整體均勻性,②穿孔中心線和頂桿等工裝模具中心線的重合度。由此制定穿孔工序控制要點如下。
(1)生產前調整穿孔中心線,使其水平與標高調整在±0.4 mm以內。
(2)保障工裝模具,穿孔頂桿直度保證在0.5 mm/m以內。
(3)延長環形加熱爐管坯加熱時間到70 min,確保管坯截面溫度均勻。
(4)試穿時,穿孔壁厚控制在7%以內方可批量生產。
2.3 頂管工序的控制
鑒于張力減徑工序總減徑量較小,頂管工序要實現精確定壁;因此,主減壁及對最終成品壁厚公差的控制交由頂管工序承擔。頂管后荒管壁厚分別達到3.35 mm和3.11 mm(對應成品Φ108 mm×3.5 mm和Φ89 mm×3.2 mm)。頂管生產這樣的薄壁中間管,極易形成頂穿、拉斷、內壁收縮、松棒印等質量問題[10];同時,壁厚精度要求高,芯棒尺寸及芯棒溫度需進行特定的選擇及重點控制,以確保有效控制全長的壁厚精度;因此,頂管工序控制的重點為預防頂穿、拉斷和準備工具。在充分考慮Φ114 mm CPE頂管機組承載能力的前提下,確定頂管工序的控制要點如下。
(1)對頂管孔型進行微調優化[11],設計出新的孔型系列。頂管孔型設計方案見表3。①在孔型設計上充分考慮薄壁管的頂管變形特點——在最后工作機架及可調機架處管壁薄、頂速快、鋼溫低,鋼管易出現內壁拉凹及拉斷的事故,因此在薄壁管低溫變形區(壁厚S∧6 mm)對孔型尺寸進行調整,實現橢圓度及減面率的合理過渡,避免低溫劇烈變形帶來的拉斷產生;②充分利用床身長度,合理調整機架間距,在高溫厚壁區密排機架(前3機架),在主減面區(4~8機架)增加機架間距,保證金屬的充分延伸,并利于同時咬鋼機架數量的減少,降低事故風險。
(2)芯棒尺寸及芯棒溫度控制。①建立專用芯棒的概念:芯棒支數匹配生產節奏,確保生產順行時芯棒溫度的穩定;芯棒尺寸單支縱向偏差∧0.15 mm,同組芯棒的外徑∧0.2 mm。②通過芯棒循環線(芯棒區段冷卻系統與區段補溫系統)實現芯棒全長溫度的均勻性,頭尾溫差控制在30℃,有效控制因芯棒膨脹量不同帶來的縱向壁厚不均。
(3)芯棒潤滑系統的監控。根據檢測的芯棒溫度的反饋調整噴涂,確保噴涂均勻附著在芯棒表面,減少潤滑不均帶來的變形不均[12-13]。
(4)松棒質量的保證。①生產前必須更換松棒輥,確保松棒輥面質量好,以保證松棒后鋼管內外表面不產生松棒印;②調整松棒角度和壓下量,以保證輥面與鋼管表面貼合度超過80%,同時控制松棒平均電流不超過160 A,有效避免松棒印的產生;③增加頂管機架橢圓度,以便利于薄壁管脫棒。
2.4 張力減徑工序的控制
根據生產工藝尺寸變形的分配,張力減徑工序總減徑率低于21%,導致張力減徑是增壁減徑過程。即使依托德國Meer張力減徑機的Carta(Computer aided rolling technology application)系統,也僅能將壁厚增加控制在0.1 mm內[14]。不同總減徑率允許的壁厚改變率范圍如圖1所示。

表3 頂管孔型設計方案mm

圖1 不同總減徑率允許的壁厚改變率范圍
2.5 鋼管外表面質量的控制
因氣瓶管的使用特性,其對外表面質量的要求遠高于油管、高壓鍋爐管等。本次生產試制對鋼管外表面控制進行了全流程策劃[15]。
(1)采用低溫張力減徑工藝和中間加熱+中頻感應加熱相結合的中間加熱方案,并有針對性地對中間加熱爐的燒嘴角度、空燃比及爐內氣氛進行調整,避免因荒管壁厚薄、中間加熱過程中表面氧化導致的鋼管外表面缺陷的產生。
(2)矯直工序對矯輥表面粗糙度的測定和修磨,控制調整矯輥角度和壓下量,確保包輥面達75%以上,以避免產生矯痕、矯凹、矯傷。
(3)檢查撥料機構、落料機構,控制走鋼線輥道,防止撥料和平輥空轉導致的鋼管表面擦傷和落料砸傷。
(4)嚴格規定成品堆放的層數,防止成品鋼管變形。
3 成品管試制情況
3.1 幾何尺寸
通過上述工藝設計、工裝模具的精度保障及各工序生產過程的有效監控,Φ114 mm CPE機組熱軋徑壁比∧27高精度薄壁成品管的尺寸參數的檢測數據見表4。其中,外徑的檢測方式為長度每隔1 m測量一個單截面外徑4個數據點,從而取得鋼管全長外徑的最大值和最小值;壁厚的檢測使用超聲波全長測厚的方式獲取鋼管軸向的最大壁厚和最小壁厚。
由表4可知,試制的兩種規格熱軋高精度小直徑薄壁管成品尺寸達到設計要求,為后續開發徑壁比∧30及壁厚∧3 mm熱軋高精度薄壁管奠定了基礎。因省去了冷加工工序,有效降低了氣瓶管及高精度小直徑薄壁管的鋼材成本,并縮短了交貨周期。
3.2 金屬收得率
因氣瓶管為切斷使用,在保證運輸的前提下,按長度上限交貨有利于降低氣瓶加工單位的管頭損失,也有利于充分發揮頂管機組的能力并提升金屬收得率。Φ108 mm×3.5 mm和Φ89 mm×3.2 mm成品管的生產指標見表5。

表4 Φ114 mm CPE機組熱軋徑壁比∧27高精度薄壁成品管的尺寸數據
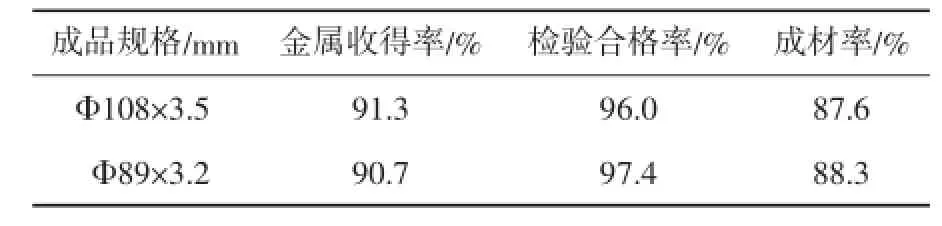
表5 Φ108 mm×3.5 mm和Φ89 mm×3.2 mm成品管的生產指標
4 結論
(1)通過合理的工藝設計和有效的全流程工序控制,常寶普萊森新建的Φ114 mm CPE機組目前具備了生產徑壁比∧27的高精度小直徑薄壁成品管的能力,省去了冷加工工序,縮短了交付周期,減少了金屬損耗。
(2)通過對生產過程的監控和分析可知,Φ114 mm CPE機組生產徑壁比∧27小直徑薄壁管的控制重點在于穿孔壁厚精度的控制和頂管工序的有效控制。
(3)通過此次有益的生產嘗試,提高了產品毛利率,也為氣瓶生產企業和高精度小直徑薄壁管的客戶降低了鋼材成本。
[1]殷國茂.中國鋼管飛速發展的10年[M].成都:四川科學技術出版社,2009.
[2]張海軍,翟東生,石虎珍.CPE機組生產小無縫鋼管的優勢分析[J].冶金設備,2012(特刊1):44-47.
[3]丁大宇,鄭冶平.CPE工藝生產小直徑薄壁無縫鋼管的優勢[J].鋼管,1996,25(6):60-62.
[4]常建設,莊鋼,鐘錫弟.我國小直徑無縫鋼管生產機組的發展[J].鋼管,2012,41(5):15-21.
[5]殷國茂,楊仙,李國昌.中國無縫鋼管技術裝備的現狀分析[J].河北科技大學學報,2005,26(4):259-264.
[6]李曉紅.我國小直徑無縫鋼管生產發展與裝備選擇之探討[J].鋼管,2012,41(1):14-22.
[7]陳國安,傅香如,范天錦.高精度小直徑高壓無縫鋼管制造工藝[J].機械工程與自動化,2013(5):115,118.
[8]葉志海,孫福杰,高麗娜.淺談改善鋼管壁厚偏差[J].一重技術,2004(1):35-36.
[9]李群,劉家泳,焦紀綱.導板·導盤——淺析二輥斜軋穿孔導圍工具與變形過程[J].鋼管,2014,43(1):67-71.
[10]魏賢宇.Φ102 mm CPE頂管機組的創新及效果[J].鋼管,2008,37(5):55-58.
[11]陳俊杰,郝潤元.CPE頂管機的孔型計算[J].鋼管,2013,42(2):32-36.
[12]王秀軍,呂良.關于熱軋無縫鋼管系統芯棒石墨潤滑系統的設計[J].科技風,2014(13):47,51.
[13]陳浩文,朱東仁.熱軋無縫鋼管芯棒潤滑劑[J].鋼管,1995,24(5):16-20.
[14]李金鎖,呂慶功.無縫鋼管張力減徑張力系數的理論計算與分析[J].鋼管,2015,44(3):40-43.
[15]莊鋼,尹溪泉.連軋無縫鋼管產品缺陷(欠)分析[J].鋼管,2006,35(5):26-29.
Production of Hi-precision,Small-sized and Light-wall Pipes with Φ114 mm CPE Pipe Rolling Plant
ZHENG Zhen1,XU Caibin1,MA Hui2,WANG Chunkai3,WANG Kui3,ZHANG Jiachen3,ZHANG Wanchao3
(1.Jiangsu Changbao Steel Tube Co.,Ltd.,Changzhou 213018,China;2.Shandong Huachen High-pressure Vessel Co.,Ltd.,Ji'nan 250000,China;3.Jiangsu Changbao Precision Steel Tube Co.,Ltd.,Changzhou 213200,China)
Described in the paper are the process scheme and control measures for production of the Φ89 mm× 3.2 mm and Φ108 mm×3.5 mm hi-precision,small-sized and light-wall pipes with D/S∧27 with the Φ114 mm CPE hot-rolling pipe mill.Also analyzed are the control difficulties and key points concerning the production activities. Result of the trial production demonstrates that the preconditions for guaranteeing the finished product dimensions are to get the pierced shell WT deviation within 7%,and properly control the longitudinal WT fluctuation during the push bench process,and that it is practical to use the hot-rolling process to produce the hi-precision,small-sized and light-wall pipe with D/S∧27,allowable OD tolerance D as(-0.5%~+0.5%)and allowable WT tolerance S as(-9%~+9%).
CPE pipe plant;small-sized,light-wall pipe;D/S;piercing;push bench process;W.T.tolerance
TG335.71
B
1001-2311(2016)04-0051-04
2015-11-10;修定日期:2016-03-01)
鄭臻(1981-),男,工程師,主任工程師,從事高壓鍋爐管、油井管的生產工藝研究和質量控制等工作。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
