傳統刀具在機加工中的改制應用
2016-11-10 07:38:45曹亮朱康趙鵬成
汽車實用技術 2016年9期
曹亮,朱康,趙鵬成
(陜西漢德車橋有限公司,陜西 寶雞 722408)
傳統刀具在機加工中的改制應用
曹亮,朱康,趙鵬成
(陜西漢德車橋有限公司,陜西 寶雞 722408)
∶傳統刀具憑借其低廉的成本與較強的可塑性在現代金屬機加工中依然占有不可替代的地位。文章通過一種零件的加工方案,介紹了傳統刀具改制替代數控刀具在產品加工過程中的應用。
∶傳統刀具;成本;刀具改制
10.16638/j.cnki.1671-7988.2016.09.073
CLC NO.: U463.8Document Code: AArticle ID: 1671-7988 (2016)09-215-02
前言
我公司在進行一種零件試加工時發現,標準的數控刀具無法滿足零件加工要求。定制專用數控刀具所需生產周期較長且價格高昂。為此,我們需要利用手中現有的資源來實現產品加工。
1、深槽加工
圖紙要求刀檢寬度為21mm,深度為110mm的深槽。(見圖1)
1.1原計劃工藝方案
半成品廠家將槽粗加工至19mm,留1mm加工余量,分廠用直徑為Ф16mm的內孔車刀對該處進行刀檢,保證零件同軸度,避免裝配干涉;
半成品到貨后,廠家反饋無法對該處進行粗加工,該處狀態為毛坯面,槽間隙約為10mm,且所留槽形狀不規則。

圖1 零件示意圖
1.2試加工方案
1.2.1方案一
①現有Ф16mm的左右車刀各一把,刀尖主偏角為95°,工件槽間隙最小為10mm。經計算和現場試驗,刀具可一次向下車削1mm。于是我們嘗試用左右車刀,交替向下車削1mm的方法,來完成該處加工。
②在進行5mm的試切后發現,該方案雖然可行,但由于加工面為不規則毛坯面,刀具入刀切削為斷續切削,容易造成刀片崩刃,生產效率低下,加工成本過高。
1.2.2方案二
①采購2把20×20×200mm的白鋼刀(以A,B區分)。
②將2把白鋼刀寬度銑削為18mm,兩側銑削7°倒角(距一端150mm范圍內),避免車削內孔時,刀具與工件干涉。刀具后刀面與前刀面夾角按80°磨削;(見圖2)
③將A刀具一端按10×20×40mm的尺寸進行銑削,并將其兩側磨削7°倒角。(見圖2)

圖2 刀具示意圖
④用制作好的A刀具對槽毛坯面進行粗加工,車削后的槽寬10mm,深30mm。保證槽兩端所留加工余量均為5mm。用;
⑤用B刀具將槽寬車至成品尺寸21mm。
⑥重復④⑤步驟。A、B刀具一次向下車削30mm,交替車削3次后,完成寬21mm、深110mm的深槽加工。
經過現場試切驗證,該方案可用于批量加工。
2、內腔端面加工
圖紙要求加工直徑為Ф55mm的行星輪安裝端面(見圖1)。受零件結構限制,分廠采用現有刃長為16mm的專用刀具(見圖3)定向穿過Ф35mm孔對該端面進行加工。

圖3 偏置刀具
在進行首件試切后發現,由于毛坯鑄造端面直徑為Ф60-Ф62mm,非標刀具最大加工直徑為Ф56mm。故機加工后,該端面為沉孔狀態,存在裝配干涉現象,需對該處進行改善。
我們首先嘗試對工件打磨,但由于工件結構緊湊、空間狹小,在打磨過程中會造成端面劃傷,無法滿足使用要求,故分廠需對該處進行二次加工。
2.1改進方案
①現有庫存13×10×150mm,刃長20mm的焊接車刀5把,將其長度裁至50mm;
②自車一個直徑為Ф32mm的圓刀桿,一端削平,便于安裝在削平刀柄上。一端在線切割機上加工一個13×10mm的方孔,用于安裝焊接車刀。在方孔側面加工2個M8的螺紋孔,用于固定刀體。
③將圓刀桿與削平刀柄進行組裝,并安裝在機床上。通過數控程序控制刀桿穿過工件Ф35mm孔后,機床暫停。操作工將焊接車刀刀尖朝下安裝在圓刀桿刀方內,并壓緊螺釘,通過程序完成下平面加工。(見圖4)
④用同樣的方法,完成上端面加工。
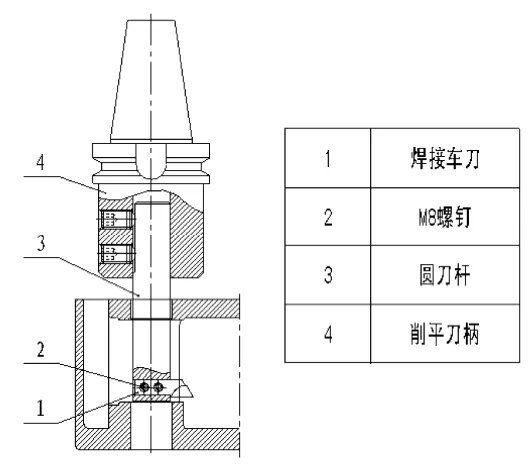
圖4 自制刀具加工示意圖
通過現有焊接車刀及自制刀桿的組合運用,我們最終完成了該批新產品的樣件加工。
3、結語
數控刀具與傳統刀具各有優勢,只有結合生產情況,靈活的運用二者,才能在完成產品加工的同時降低成產成本。
[1] 周宏甫.機械制造技術基礎[M].北京:高等教育出版社.2004.
[2] 武文革.金屬切削原理及刀具[M].北京:國防工業出版社.2009.
Traditional cutting tool system application in machining
Cao Liang, Zhu Kang, Zhao Pengcheng
(Shannxi Hande axle Co. Ltd., Shaanxi Baoji 722408)
Traditional tool because of its low cost and strong plasticity in the modern metal machining still occupies an irreplaceable positionThis paper introduces the traditional cutting tool system instead of nc tool in the process of product processing applications.
Traditional knife; Production cost; Cutting tool modification
∶U463.8
∶A
∶1671-7988(2016)09-215-02
曹亮(1985—),男,助理工程師,就職于陜西漢德車橋,從事機加工藝。
