熱處理對貝氏體鋼軌和珠光體鋼軌鋁熱焊接頭性能的影響
2016-11-08 12:03:48馮子凌崔成林楊艷玲
鐵道建筑 2016年10期
關鍵詞:焊縫
馮子凌,崔成林,楊艷玲
(1.中國鐵道科學研究院,北京100081;2.中國鐵道科學研究院金屬及化學研究所,北京100081)
熱處理對貝氏體鋼軌和珠光體鋼軌鋁熱焊接頭性能的影響
馮子凌1,崔成林2,楊艷玲2
(1.中國鐵道科學研究院,北京100081;2.中國鐵道科學研究院金屬及化學研究所,北京100081)
為滿足貝氏體鋼軌應用的需要,研究了熱處理(加熱+緩冷)對貝氏體鋼軌和珠光體鋼軌異種材質(zhì)鋁熱焊接頭性能的影響。本研究采用貝氏體焊劑進行了焊接試驗,對比了鋁熱焊接頭熱處理前后,貝氏體焊縫和貝氏體、珠光體母材熔合界面處微觀組織以及踏面硬度、靜彎強度、抗拉強度和軟化區(qū)寬度。結果顯示:熱處理后熔合界面附近的微觀組織較好,接頭的踏面硬度、抗拉強度提升,靜彎強度略微降低,軟化區(qū)寬度存在不確定性。
鋼軌;貝氏體;珠光體;鋁熱焊;熱處理
目前我國鐵路上使用的鋼軌主要包括880 MPa級的U71Mn、980 MPa級的U75V、1 180~1 280 MPa級的重載鐵路用U77MnCr和U78CrV(原PG4)等高強度耐磨鋼軌。近年來,隨著鐵路運量增大和軸重提高,對鋼軌性能提出了更高的要求。中國鐵道科學研究院與鞍山鋼鐵集團公司合作,成功研制了無碳化物貝氏體鋼軌。北京特冶工貿(mào)有限責任公司與包頭鋼鐵(集團)有限責任公司等單位合作,研發(fā)了1 300 MPa級貝氏體鋼軌[1]。貝氏體鋼軌的發(fā)展是鐵路基礎領域的一項重要進步。不同鋼軌化學成分如表1所示[2-3]。
貝氏體鋼軌的焊接性能直接影響了貝氏體鋼軌的應用。珠光體鋼軌與貝氏體鋼軌焊接時,2種鋼軌的化學成分、力學性能差異是焊接的難點。當采用珠光體焊劑焊接時,在珠光體焊縫和貝氏體母材熔合界面附近會出現(xiàn)一個過渡區(qū),該過渡區(qū)寬度在1 mm左右。在正常冷卻速度下該區(qū)域會出現(xiàn)部分高碳馬氏體組織,導致焊接冷裂紋。裂紋走向垂直于熔合界面,與焊接接頭熱影響區(qū)中偏析帶走向一致。參照文獻[4],本文采用貝氏體焊劑進行貝氏體鋼軌和珠光體鋼軌的焊接,在無法避免異種鋼焊接的情況下,可采取一定的緩冷措施,以避免產(chǎn)生高碳馬氏體。
1 試驗方案
對包鋼貝氏體熱處理鋼軌(U20Mn)和攀鋼珠光體熱處理鋼軌(U78CrV淬火)進行鋁熱焊試驗[5],鋼軌型號為75 kg/m,選用ZTK-Ⅰ型國產(chǎn)坩堝、砂型等焊接材料,在焊接后對部分接頭進行焊后熱處理。焊劑為自行研發(fā)的貝氏體焊劑,其成分如表2所示。該種焊劑對貝氏體+貝氏體焊接性能突出,焊接后焊縫可在空冷狀態(tài)下得到無碳化物貝氏體和粒狀貝氏體。

表1 鋼牌號及化學成分(熔煉分析)%

表2 貝氏體焊劑成分%
1.1焊接工藝
待焊鋼軌間隙為28~30 mm;預熱丙烷壓力為0.08~0.10 MPa,氧氣壓力為0.25~0.30 MPa,預熱火焰的焰心長度為20~30 mm,預熱器高度為48~52 mm,預熱時間為5~7 min;鋁熱鋼水澆注后第6.5 min拆模,第8.5 min推瘤。
1.2熱處理工藝
分為加熱+緩冷2部分。焊頭冷卻至100℃以下時,在焊接接頭外封裝特制熱處理砂型,利用預熱器對接頭進行全端面火焰加熱,加熱寬度為焊頭兩側各50 mm,全端面加熱至900~1 000℃,加熱時間10~15 min。加熱火焰采用如下參數(shù):丙烷壓力0.08~0.10 MPa,氧氣壓力0.25~0.30 MPa,焰心長度20~30 mm。隨后封箱,緩慢冷卻接頭。
1.3未熱處理接頭
未熱處理接頭在焊接后進行組織分析時,接頭編號為1103-1,接頭取樣長度100 mm;進行力學性能分析時接頭編號為1130-1至1130-13,接頭長度1.2 m。
1.4熱處理接頭
熱處理接頭在焊接后進行組織分析時,接頭編號為1103-1R,接頭取樣長度100 mm;進行力學性能分析時,接頭編號為1130-1R至1130-13R,接頭長度1.2 m。
2 微觀組織對比
試驗所采用的貝氏體焊劑基于貝氏體鋁熱焊研發(fā),組織均勻且一致性好。該種焊劑用于焊接2種不同材質(zhì)鋼軌時,接頭兩側熔合界面被認為是薄弱環(huán)節(jié),故對熔合界面附近微觀組織進行觀察,取樣位置參照《鋼軌焊接第3部分:鋁熱焊接》(TB/T 1632.3—2014)[6]。
鋁熱焊接頭1103-1未做熱處理,其熔合區(qū)組織見圖1。圖1(a)為U78CrV一側熔合區(qū),圖中左側為U78CrV鋼軌母材,熔合界面過渡明顯,界面處未發(fā)現(xiàn)馬氏體組織。圖1(b)為U20Mn一側熔合區(qū),左側為焊縫,右側為U20Mn鋼軌母材,鋼軌母材焊接熱循環(huán)后在熔合區(qū)附近出現(xiàn)針狀組織。
鋁熱焊接頭1103-1R在焊接后進行熱處理,其熔合區(qū)組織見圖2。圖2(a)為U78CrV一側熔合區(qū),圖中可見U78CrV鋼軌母材在熱處理后晶粒細化,熔合界面處存在互溶現(xiàn)象。圖2(b)為U20Mn一側熔合區(qū),左側為焊縫,右側為U20Mn鋼軌母材,熱處理后熔合區(qū)內(nèi)有方向性的白色條狀和針狀組織消失,組織均勻一致。
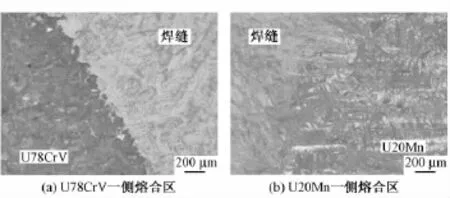
圖1 1103-1接頭熔合區(qū)組織
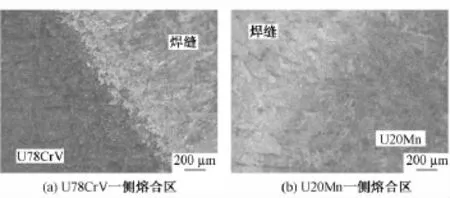
圖2 1103-1R接頭熔合區(qū)組織
3 力學性能測試對比
針對是否進行熱處理2種方案,分別參照TB/T 1632.3—2014中型式檢驗的要求,開展焊接接頭的力學性能對比測試,研究了靜彎、踏面硬度、拉伸、軟化區(qū)4個項目。
3.1靜彎測試
熱處理前后,分別焊接10個接頭進行靜彎測試,支距為1 m,未熱處理測試接頭編號為1130-1至1130-10,熱處理后測試接頭編號為1130-1R至1130-10R,具體結果如表3所示。結果顯示:在未熱處理時,鋁熱焊接頭平均靜彎值為2 004.44 kN,撓度均>10 mm;在熱處理(加熱+緩冷)后,鋁熱焊接頭平均靜彎值為1 909.22 kN,撓度均>10 mm。
對比2種方案的靜彎測試結果,可知使用貝氏體焊劑對2種材質(zhì)鋼軌進行焊接時,不同熱處理狀態(tài)的焊接接頭均滿足TB/T 1632.3—2014對靜彎強度的要求,未熱處理情況下接頭靜彎強度高于熱處理后的接頭。
通常認為熱處理可以提升鋁熱焊接頭的強度[7],但使用貝氏體焊劑焊接的異種材質(zhì)鋼軌經(jīng)熱處理后,靜彎強度卻出現(xiàn)降低的現(xiàn)象。鋁熱焊接頭靜彎斷口的斷裂起始位置均位于U78CrV一側的軌底下表面,故觀察了2種狀態(tài)下焊接接頭軌底下表面微觀組織。熱處理前后,珠光體鋼軌一側均出現(xiàn)了不同程度的脫碳現(xiàn)象,但熱處理前的脫碳是由于焊接前預熱和焊接冷卻造成的,熱處理后的脫碳則是由于熱處理的熱循環(huán)導致的。圖3為軌底下表面熱處理前后組織對比,由圖可見,未經(jīng)熱處理的接頭下表面脫碳層深度和范圍明顯小于熱處理后,熱處理后脫碳區(qū)域的晶粒細小且呈彌散分布。推測這兩點是造成接頭熱處理后靜彎強度降低的原因。

表3 接頭熱處理前后靜彎測試結果
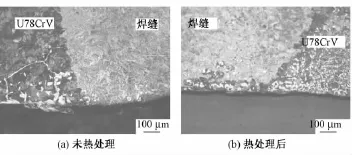
圖3 軌底下表面熱處理前后組織對比
3.2踏面硬度測試
表4為熱處理前后接頭踏面硬度測試結果。可知,未熱處理的焊接接頭踏面平均硬度為304 HB;熱處理后的焊接接頭踏面平均硬度為312 HB。即對焊接接頭進行加熱+緩冷后,踏面硬度提升了8 HB。
對焊接接頭取樣,在500倍光學顯微鏡下觀察后發(fā)現(xiàn):熱處理前,焊縫由貝氏體+少量殘余奧氏體組成;熱處理后,焊縫微觀組織中殘余奧氏體消除,只有貝氏體組織。可見,該種熱處理工藝可以優(yōu)化焊縫組織,使焊縫僅包含均勻一致的貝氏體組織。組織的均勻一致性提升了焊縫的硬度。
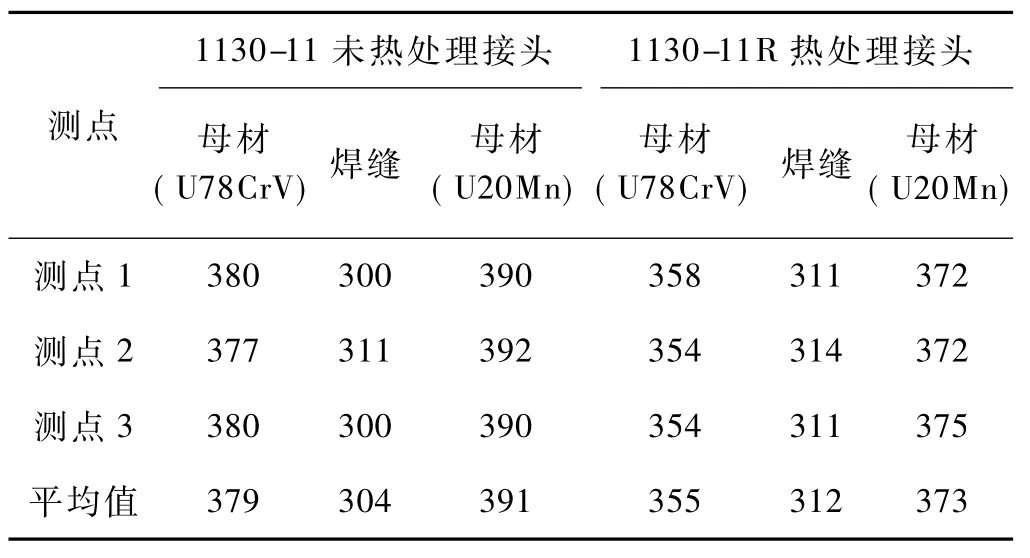
表4 熱處理前后接頭踏面硬度測試結果(HBW10/3000)
3.3拉伸測試
按TB/T 1632.3—2014要求取樣,對比2種方案下焊接接頭的抗拉性能,具體取樣位置如圖4所示。拉伸試樣直徑d0=10 mm,取樣長度l0=5d0。測試結果見表5。結果顯示,未熱處理接頭的1#—9#測試樣平均抗拉強度為756.6 MPa,未達到現(xiàn)行標準的要求;熱處理后,焊接接頭的R1#—R9#測試樣抗拉強度明顯提升,平均為809.9 MPa,滿足現(xiàn)行標準要求。熱處理前后抗拉強度的提升與圖1的組織變化相符。
3.4軟化區(qū)寬度測試
對未熱處理的1103-13焊接接頭和熱處理后的1103-13R焊接接頭取樣,測試軟化區(qū)寬度。取焊接接頭縱向斷面,在一條距軌頂面4 mm的縱向線上檢測洛氏硬度,從兩側熔合線開始逐漸延伸,測點間距為2 mm,采用HRC標尺。測試結果見圖5、圖6,其中線1為鋼軌母材的平均硬度值線,線2為軟化區(qū)寬度測量線,線2與線1相差3 HRC。
結果顯示:在40 mm寬度范圍內(nèi),U20Mn一側熱處理前鋼軌母材10點平均硬度為41.04 HRC(圖5(a)線1),熱處理后平均硬度為34.26 HRC(圖6(a)線1);U78CrV一側熱處理前鋼軌母材10點平均硬度為32.55 HRC(圖5(b)線1),熱處理后平均硬度為35.29 HRC(圖6(b)線1)。在焊接熔合區(qū)外20 mm處,熱處理使得U20Mn一側鋼軌硬度降低,而使U78CrV一側鋼軌硬度提升;未經(jīng)熱處理的接頭,U20Mn一側未發(fā)現(xiàn)硬度明顯下降區(qū),硬度過渡平穩(wěn),U78CrV一側距熔合線34 mm處出現(xiàn)硬度降低,至40 mm處仍低于線2;熱處理后的接頭,在U20Mn一側軟化區(qū)寬度為12 mm,U78CrV一側軟化區(qū)寬度為6 mm。依據(jù)現(xiàn)行標準,在焊縫熔合線外側測試的20點洛氏硬度,貝氏體軟化區(qū)寬度測試結果與典型珠光體軟化區(qū)寬度測量圖不一致,軟化區(qū)測試結果存在不確定性,建議增加測試點數(shù)量。
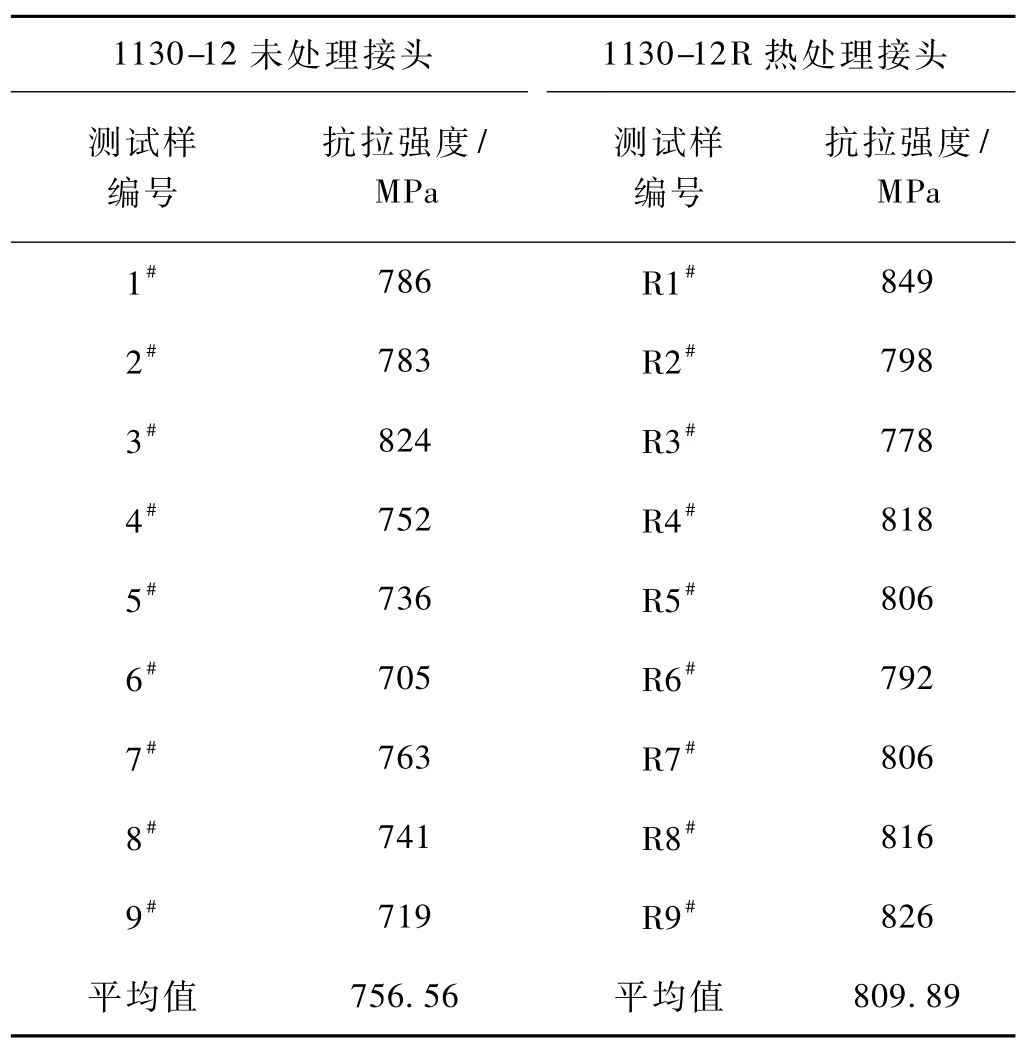
表5 熱處理前后抗拉強度測試結果

圖4 拉伸測試取樣位置(單位:mm)
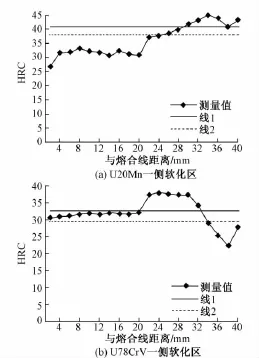
圖5 1103-13未處理接頭軟化區(qū)測試

圖6 1103-13R熱處理接頭軟化區(qū)測試結果
4 小結
使用貝氏體焊劑對貝氏體和珠光體異種材質(zhì)鋼軌鋁熱焊后,熱處理對接頭焊接性能有下列影響:
1)熱處理可明顯改善熔合界面處微觀組織,貝氏體鋼軌熔合區(qū)一側針狀組織消失,珠光體鋼軌熔合區(qū)一側晶粒細化明顯。
2)由于軌底下表面脫碳狀態(tài)的變化和熔合界面組織晶粒的細化,熱處理后的鋁熱焊接頭靜彎強度平均值為1 909.22 kN,低于熱處理前的2 004.44 kN。
3)熱處理有利于焊縫范圍內(nèi)獲得均勻一致的貝氏體組織,可以提升踏面硬度,熱處理后接頭踏面硬度為312 HB,高于熱處理前的304 HB。
4)熱處理后接頭抗拉強度明顯提升,為809.89 MPa,高于熱處理前的756.56 MPa,與觀察到的貝氏體焊縫和貝氏體、珠光體母材熔合界面處微觀組織變化情況相符。
5)熱處理會降低貝氏體鋼軌一側硬度,提升珠光體鋼軌一側硬度。熱處理后軟化區(qū)寬度滿足TB/T 1632.3—2014要求,未熱處理的鋁熱焊接頭軟化區(qū)測定存在不確定性,建議對貝氏體鋁熱焊軟化區(qū)測試時增加硬度測試點數(shù)量。
[1]周清躍,張銀花,陳朝陽,等.我國鐵路鋼軌鋼的研究及選用[J].中國鐵路,2011(11):47-51.
[2]中華人民共和國鐵道部.TB/T 2344—201243 kg/m~75 kg/m鋼軌訂貨技術條件[S].北京:中國鐵道出版社,2012.
[3]中國鐵路總公司.TJ/GW 117—2013U20Mn2SiCrNiMo貝氏體鋼軌暫行技術條件[S].北京:中國鐵道出版社,2014.
[4]趙國,李力,丁韋.貝氏體鋼軌鋁熱焊接頭缺陷原因分析[J].鐵道建筑,2014(1):117-120.
[5]李歡,陳春秋.鋼軌鋁熱焊接技術在高速鐵路上的應用[J].鐵道建筑,2013(3):118-120.
[6]國家鐵路局.TB/T 1632.3—2014鋼軌焊接第3部分:鋁熱焊接[S].北京:中國鐵道出版社,2015.
[7]宋宏圖,王亮明,賈運滿,等.正火熱處理對高速鐵路轍叉鋁熱焊接頭性能的影響[J].材料熱處理技術,2012,41(10):172-188.
(責任審編周彥彥)
Influence of Heat Treatment on Performance of Bainite Rail and Pearlite Rail Thermite Welding Joint
FENG Ziling1,CUI Chenglin2,YANG Yanling2
(1.China Academy of Railway Sciences,Beijing 100081,China;2.Metals and Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
In order to meet the applications of bainite rail,the influence of heat treatment(heating+slow cooling)on performance of bainite and pearlite heterogeneous material thermite welding joint was studied.T he paper performed welding test based on bainite flux,made the comparison of melting interface microstructure of the bainite weld,the bainite/pearlite base metal and tread hardness,static bending strength,tensile strength and softened zone width before and after heat treatment.T he results show that the microstructure of melting interface is preferred after heat treatment;the performance of tread hardness and tensile strength of the joints is improved;the static bending strength decreases slightly;the softened zone width remains uncertain.
Rail;Bainite;Pearlite;T hermite welding;Heat treatment
U213.3+6;TG451+.1
A
10.3969/j.issn.1003-1995.2016.10.31
1003-1995(2016)10-0116-05
2016-03-23;
2016-06-05
中國鐵路總公司科技研究開發(fā)計劃(2015G004-B)
馮子凌(1990—),男,碩士研究生。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07