高精度五軸聯動數控設備回轉中心與主軸端面距離的意義及測量方式
2016-11-04 09:11:34邊成明藺琦斌夏才
科技與創新 2016年17期
邊成明++藺琦斌++夏才

文章編號:2095-6835(2016)17-0086-02
摘 要:在加工汽輪機葉片的葉身曲面、凸臺、葉身與葉冠、葉根連接處的弧面時,必須由五軸聯動數控設備來完成,而設備回轉中心與主軸端面的距離值直接參與了數控系統的插補運算。該值的準確性成為了影響汽輪機葉片加工質量的關鍵因素。因此,對多種不同類型設備提出了該距離值的兩種測量方式。
關鍵詞:汽輪機葉片;五軸聯動;回轉中心;主軸端面
中圖分類號:TG659 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2016.17.086
眾所周知,葉片是汽輪機的心臟,其復雜的曲面造型必然會成為加工中的重點和難點。我公司現有多種類型的高精度五軸聯動數控加工中心,包括C.B.Ferrari S630/A176、Mazak e-420H、DMG CTXgamma1250TC、XKH1600/800、LIECHTI TM2000/1400、HAMUELHSTM300等80余臺設備。葉片的加工精度要求非常高,有些公差要求甚至在0.02 mm內,因此,設備回轉中心與主軸端面距離值的準確性顯得尤為重要。由于該數值直接影響了系統插補運算的準確性,根據多年對五軸聯動設備的使用、加工經驗,本文首先介紹了該距離值的應用意義,并對不同類型的設備提出了不同的測量解決方案。
1 應用介紹
1.1 五軸聯動設備結構
五軸聯動加工中心有高效率、高精度的特點,工件一次裝夾就可完成多面體的加工,它可以使刀具與加工零件實現五軸聯動,從而使刀具的切削刃部分始終沿著所需加工曲面的切面方向移動,使曲面加工達到理想的切削狀態。五軸聯動加工中心大多為“3+2”的結構,即x,y,z三條直線運動軸加上分別圍繞x,y,z軸旋轉的a,b,c三個旋轉軸中的兩個旋轉軸組成。
1.2 回轉中心與主軸端面距離值
回轉中心與主軸端面距離值如圖1所示。
無論何種結構形式的五軸聯動機床,都有一個共同特點——刀具中心與旋轉主軸頭部的中心有一段距離,這段距離稱為樞軸中心距,即主軸端面到旋轉主軸頭中心的距離。由于該距離的存在,導致五軸數控系統零件加工程序的編制具有特殊性。如果對刀具中心編程,則旋轉坐標的運動必將導致直線坐標的變化,即產生一個位移。消除這個位移有2種辦法:①在后置處理中添加樞軸中心距。以往,在兩臺不同H值的設備使用同一個加工程序時,必須要進行2次后置處理,導致整個工藝過程十分煩瑣。②將H值作為變量設定到系統參數中,再對加工程序進行通用后置處理,并在程序的開頭調用相應參數獲取變量值,以實現加工程序的通用性。這樣的加工程序適用于不同的設備,大大提高了生產效率。
2 設備類型分類
在上述各種不同類型的五軸聯動設備中,有必要先進行設備分類,從而針對不同的類型設備制訂不同的測量方案。
2.1 按回轉中心與主軸的位置關系分類
不同類型的五軸聯動設備的回轉中心與主軸端面的位置關系大體可分為2類:①主軸端面在旋轉中心之上,如圖2所示;②主軸端面在旋轉中心之下,如圖3所示。位置關系的不同決定了測量H值時的運算公式不同,以下將有詳細闡述。
2.2 按主軸最大回轉角度值分類
由于各類設備設計結構的不同,導致主軸最大回轉角度不同,一般可分為兩大類:①由于受到機械結構的限制,最大回轉角度大約在50°以內;②最大回轉角度可超過90°。最大回轉角度決定了測量H值時的難易程度和精確度。
3 測量方式
根據分類總結,以下2種測量方式可適用于大多數設備:①測量主軸端面在回轉中心以下,且最大回轉角度可超過90°的設備;②測量主軸端面在回轉中心以上,且最大回轉角度在50°以內的設備。雖然有個別設備不在上述兩種情況中,但測量原理相同,得到準確的H值比較容易。下面主要針對上述2種測量方式進行重點闡述。
3.1 測量方式一
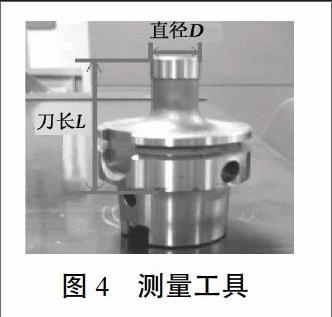
3.1.1 測量工具
測量工具如圖4所示。
圖4展示的是刀柄類型為SHK63-A的測量刀具,其測量頭部為圓柱形。
3.1.2 測量步驟
先將千分表放置在工作臺上,然后將主軸擺到垂直狀態(0°),如圖5所示,移動X,Y,Z軸,使表針與測量工具的下端面接觸,此時,記錄表針的指針位置和Z軸的坐標值Z1;如圖6所示,將主軸擺到水平狀態(90°),然后移動X,Y,Z軸,使表針與測量工具的側母線接觸(有一個找最低點的過程),保證表針的指針位置和上一次相同時,記下Z軸的坐標值Z2,整個測量過程中千分表不能有任何移動。
3.1.3 計算公式
測量方式一的計算公式為:
H=|Z1-Z2|-r-L. (1)
式(1)中:H為回轉中心與主軸端面距離值;r為測量頭部的半徑;L為測量工具的刀長。
3.2 測量方式二
3.2.1 測量工具
測量工具如圖7所示。
圖5 主軸垂直狀態 圖6 主軸水平狀態 圖7 測量工具
圖7展示的是刀柄類型為SHK63-A的測量刀具,它的測量頭部為球形。
3.2.2 測量步驟
將千分表放置在工作臺上,然后將主軸擺到垂直狀態(0°),如圖8所示,移動X,Y,Z軸,使表針與測量工具的球頭底部最低點接觸(有一個找最低點的過程),記錄表針的指針位置和X軸的坐標值X1;如圖9所示,Y軸保持不動,將主軸擺任意一個角度(控制在15°~40°以內),移動X,Y軸,使表針與測量工具的此時球頭的最低點接觸(有一個找最低點的過程),保證表針的指針位置與上一次相同,記錄X軸的坐標值X2,整個測量過程中千分表不能有任何移動。
3.2.3 計算公式
測量方式二的計算公式可由圖10得出。
由圖10可知:
x=|X2-X1|. (2)
. (3)
. (4)
式(4)中:H為回轉中心與主軸端面距離值;r為測量頭部的半徑;L為測量工具的刀長;?為主軸偏轉角度。
意角度交叉時的距離
4 結束語
本文介紹了關于五軸聯動設備回轉中心到主軸端面距離值的意義,提出了最具典型代表的兩種測量方式。通過相關示意圖的展示及公式推導,完整地闡述了整個測量方法和過程。其中,測量方式一的精確度非常高,測量誤差可以控制在0.01 mm以內;測量方式二的測量誤差較大,且在測量過程中要精確地找到球面最低點的難度較大,因此,在計算H值時必然有一定的波動,但通過在不同偏轉角度下的多次測量,取其平均值后可將測量誤差控制在0.02 mm以內,從而保證產品的加工精度。
參考文獻
[1]梁全,王永章.五軸數控系統RTCP和RPCP技術應用[J].組合機床與自動化加工技術,2008(17).
[2]張政潑,覃學東.五軸聯動機床的結構性能分析與設計探討[J].裝備制造技術,2009(10) .
[3]燕紅波,楊慶東,劉芳.五軸聯動的數控加工技術的研究及應用[J].機械工程師,2007(05).
〔編輯:張思楠〕
