采煤機(jī)搖臂殼體行孔的修復(fù)鏜加工工藝研究
2016-10-27 05:49:41□李博
裝備機(jī)械 2016年1期
關(guān)鍵詞:采煤機(jī)
□李 博
河南龍宇能源機(jī)電制修廠 河南商丘 476600
采煤機(jī)搖臂殼體行孔的修復(fù)鏜加工工藝研究
□李博
河南龍宇能源機(jī)電制修廠河南商丘476600
針對(duì)采煤機(jī)搖臂殼體行孔補(bǔ)焊后加工質(zhì)量不高的原因,對(duì)行孔鏜加工的過(guò)程進(jìn)行了分析,并提出了提高搖臂殼體行孔鏜加工修復(fù)質(zhì)量的解決方案。
1 研究的背景
采煤機(jī)搖臂殼體行孔在經(jīng)過(guò)補(bǔ)焊處理后,在鏜床上進(jìn)行鏜加工的過(guò)程中,由于行孔內(nèi)表面存在一些凹凸不平的焊點(diǎn),加上搖臂殼體行孔的變形,導(dǎo)致行孔修復(fù)鏜加工質(zhì)量不高,最終造成采煤機(jī)搖臂在使用過(guò)程中出現(xiàn)漏油、異常噪聲等現(xiàn)象,影響到采煤機(jī)的正常生產(chǎn)。
為提高采煤機(jī)搖臂殼體行孔的修復(fù)鏜加工質(zhì)量,技術(shù)人員與操作人員對(duì)行孔鏜加工的整個(gè)過(guò)程進(jìn)行了分析,通過(guò)改進(jìn)加工工藝,以及設(shè)計(jì)加工輔助胎具來(lái)保證并提高行孔的修復(fù)鏜加工質(zhì)量。下面以MG-500型采煤機(jī)搖臂殼體為例,對(duì)行孔補(bǔ)焊后鏜加工的過(guò)程進(jìn)行研究。
2 行孔加工工藝分析
搖臂殼體行孔經(jīng)電焊工補(bǔ)焊后,由TPX6113/2臥式銑鏜床進(jìn)行鏜孔加工。圖1為采煤機(jī)搖臂殼體簡(jiǎn)圖,通過(guò)簡(jiǎn)圖可以看出,搖臂殼體行孔有以下幾個(gè)方面的加工技術(shù)要求。
(1)尺寸精度高。Ⅰ行孔至Ⅶ行孔中,內(nèi)孔要求公差最大為0.046 mm,最小為0.029 mm。為此操作人員在鏜加工行孔的過(guò)程中需要準(zhǔn)確把握加工量。
(2)表面粗糙度要求高。搖臂殼體各行孔內(nèi)表面粗糙度要求高,其表面粗糙度Ra為1.6 μm。
(3)平行度高。各行孔之間平行度要求在0.1 mm之內(nèi),在加工時(shí)采用一次找正加工,通過(guò)工作臺(tái)的移動(dòng)來(lái)保證各行孔的平行度。
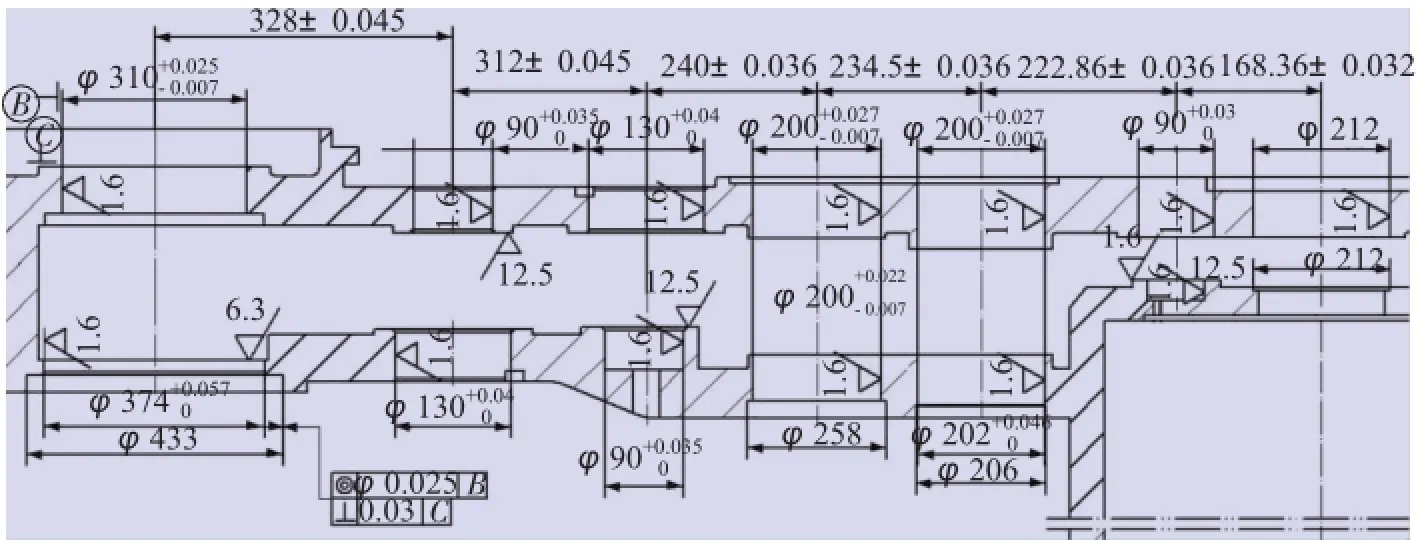
圖1 采煤機(jī)搖臂殼體
(4)同軸度高。同一行孔的同軸度為0.025 mm,這就要求一次完成行孔的加工,避免二次找正再加工,影響同軸度精度。
(5)中心距精度高。搖臂殼體各行孔軸中心之間的間距公差最大為0.09 mm,最小為0.064 mm。在加工過(guò)程中,通過(guò)機(jī)床數(shù)顯表上的按鈕來(lái)控制工作臺(tái)的移動(dòng),從而保證加工精度。
3 研究的工藝方案
(1)制作并應(yīng)用搖臂微調(diào)頂絲,方便加工找正。在加工采煤機(jī)搖臂殼體時(shí),由于工件形狀不規(guī)則,在找正基準(zhǔn)面時(shí)有很大難度,并且找正的工件在鏜加工過(guò)程中容易松動(dòng),導(dǎo)致加工后就達(dá)不到要求。因此應(yīng)用采煤機(jī)搖臂微調(diào)頂絲,此裝置不但在找正時(shí)起到很大的作用,保證了工件位置不搖動(dòng),而且節(jié)約了很多找正時(shí)間,保證了找正質(zhì)量。
(2)改進(jìn)鏜孔加工工藝,增加鏜孔加工工序。操作人員在對(duì)補(bǔ)焊后的搖臂殼體行孔進(jìn)行鏜加工的過(guò)程中,首先用白鋼刀進(jìn)行粗鏜,目的是去掉因補(bǔ)焊造成的高硬度、表面凹凸不平的表層,為下一步鏜孔質(zhì)量提供加工條件;然后再對(duì)行孔進(jìn)行半精鏜,一方面是為了保證后道工序精鏜的加工余量足夠且不大,另一方面是確保精鏜后內(nèi)孔尺寸及表面粗糙度能夠更好地達(dá)到技術(shù)要求;最后精鏜時(shí)選用機(jī)夾合金刀,并通過(guò)選擇高轉(zhuǎn)速、低進(jìn)給量和小切削量來(lái)進(jìn)行精鏜,從而保證行孔尺寸和表面粗糙度的高要求。通過(guò)以上的工藝加工,保證了搖臂殼體行孔的加工尺寸和表面粗糙度。
(3)利用搖臂找正基準(zhǔn)胎具,確保搖臂殼體行孔的同軸度和平行度。設(shè)計(jì)制作的搖臂找正基準(zhǔn)胎具如圖2所示。在找正過(guò)程中以Ⅲ行孔或Ⅳ行孔為基準(zhǔn)進(jìn)行找正,然后加工其它行孔。這樣,通過(guò)該胎具修復(fù)加工搖臂其它各行孔,保證了行孔之間的同軸度和平行度。

圖2 搖臂找正基準(zhǔn)胎具
(4)利用搖臂兩用式鏜刀桿加工,減少找正次數(shù),提高加工精度。設(shè)計(jì)制作的修復(fù)搖臂兩用式鏜刀桿如圖3所示,這種刀桿的特點(diǎn)在于刀桿的長(zhǎng)度符合搖臂結(jié)構(gòu)尺寸,在加工行孔的過(guò)程中很方便使用。另外,刀桿頭的裝夾刀孔可兩用,正反都可裝夾鏜刀,且都能鏜孔。這種專用的刀桿應(yīng)用后,減少了找正次數(shù),提高了加工精度。

圖3 修復(fù)搖臂兩用式鏜刀桿
4 結(jié)論
通過(guò)以上4種方法,可以更好地提高搖臂殼體行孔的修復(fù)鏜加工質(zhì)量,不管是同軸度、平行度,還是表面粗糙度等都能得到有效提高,解決了行孔變形、焊接表面凹凸不平等問(wèn)題,確保了搖臂殼體行孔修復(fù)質(zhì)量。
[1]秦文舉,趙維民.采煤機(jī)搖臂殼的行孔加工[J].煤炭技術(shù),2006,25(4):14-16.
Aimingat the qualityshortage ofthe processed patch weld rowholes on shearer rockerarmhousing,the hole boring procAess was analyzed with a solution to improve the repair quality during boring of the row holes on the rockerarmhousing.
行孔;找正;基準(zhǔn)胎具;鏜刀
Row Holes;Alignment;Reference Positioner;Boring Cutter
TD421.6
A
1672-0555(2016)01-049-02
2015年9月
李博(1989—),男,本科,助理工程師,主要從事煤機(jī)制造與維修研究
猜你喜歡
防爆電機(jī)(2022年1期)2022-02-16 01:14:06
河北畫報(bào)(2021年2期)2021-05-25 02:07:50
機(jī)械管理開(kāi)發(fā)(2020年4期)2020-06-10 13:40:40
煤礦機(jī)電(2019年6期)2020-01-13 05:12:44
電子技術(shù)與軟件工程(2019年15期)2019-12-03 07:04:37
山東煤炭科技(2018年2期)2018-12-06 03:55:04
山西大同大學(xué)學(xué)報(bào)(自然科學(xué)版)(2016年2期)2016-12-12 03:19:28
機(jī)電信息(2015年27期)2015-02-27 15:57:16
河南科技(2014年18期)2014-02-27 14:14:58
河南科技(2014年4期)2014-02-27 14:07:18
