門總成到白車身裝配工藝順序優化
2016-10-20 11:36:26胡霞曾翠麗何芳菲
裝備制造技術 2016年8期
關鍵詞:方向
胡霞,曾翠麗,何芳菲
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
門總成到白車身裝配工藝順序優化
胡霞,曾翠麗,何芳菲
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
基于后側門焊合總成和鉸鏈的裝配順序不同,對應后側門焊合總成與側圍的間隙面差有不同的表現。介紹了兩種不同裝配工藝順序以及優缺點。通過對比兩種不同裝配工藝順序,結合自身制造需求,選取最優裝配工藝順序,從而保證后側門焊合總成與側圍的間隙面差穩定性。
門總成;白車身;裝配順序;優化
汽車行業快速發展,人們生活水平不斷提高,消費者對汽車的外觀質量的要求也越來越高。汽車門蓋總成與側圍間的尺寸配合作為直觀感知質量區域,直接影響客戶對整車外觀質量的評價。后側門總成和鉸鏈的裝配順序不同,對應后側門焊合總成與側圍的間隙面差有不同的表現。本文以某車型后側門為例,對比兩種不同裝配工藝順序的優缺點,為現行產品及后續開發產品提供參考意見。
1 常見門總成裝配方式及缺點
1.1常見后側門焊合總成到白車身的安裝工藝順序
后側門焊合總成和后側門上下鉸鏈分別定位在鉸鏈安裝拼臺上,通過螺桿將后側門焊合總成與上下鉸鏈打緊,形成后側門焊合及鉸鏈總成。在調整線上,先將后側門焊合及鉸鏈總成定位到后側門總成安裝工具上,再將后側門安裝工具定位到白車身上,最后通過螺桿將后側門上下鉸鏈和側圍鉸鏈安裝面打緊,取出安裝工具。
1.2后側門焊合總成和各安裝工具定位方式
1.2.1后側門焊合總成在鉸鏈安裝拼臺的定位方式
后側門焊合總成的定位方式如圖1所示,以后側門焊合總成周圈包邊面A1~A9為主定位面,及水切邊A10及A11作為輔助定位面控制后側門焊合總成C/C方向。以B1~B4為第二基準方向,控制后側門焊合總成U/D方向,最后以C1~C4作為第三基準,控制后側門焊合總成的F/A方向,實現控制零件的6個自由度(注:C/C—Cross Car;F/A—After;U/D—Up Down)。
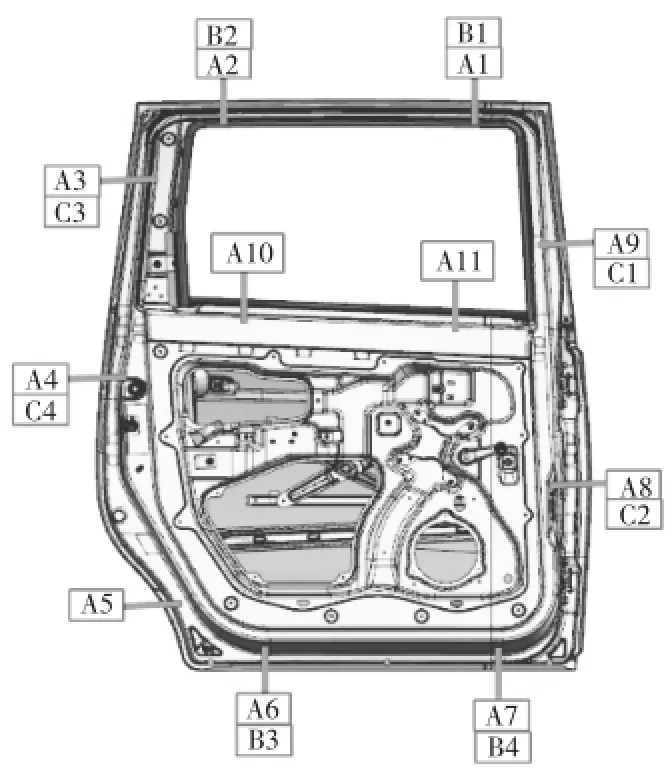
圖1 常見后側門焊合總成在鉸鏈安裝拼臺的定位方式
1.2.2后側門鉸鏈的在鉸鏈安裝拼臺定位方式
后側門焊合總成的定位方式(如圖2所示),以后側門焊合總成周圈包邊面A1~A9為主定位面,及水切邊A10及A11作為輔助定位面控制后側門焊合總成C/C方向。以B1~B4為第二基準方向,控制后側門焊合總成U/D方向,最后以C1~C4作為第三基準,控制后側門焊合總成的F/A方向,實現控制零件的6個自由度(注:C/C—Cross Car;F/A—After;U/D—Up Down)[1]。
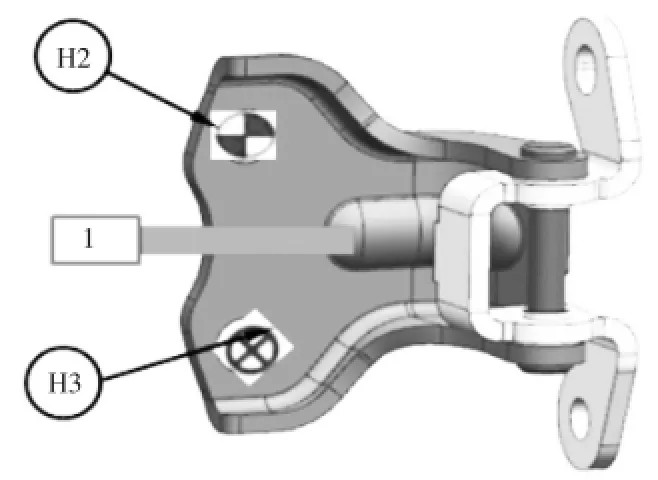
圖2 常見鉸鏈在鉸鏈安裝工裝上定位方式
1.2.3后側門焊合及鉸鏈總成在安裝工具上的定位方式
在調整線上,后側門焊合總成及鉸鏈總成的定位方式如圖示3所示,內板密封面A1~A4為主基準定位面,控制零件C/C方向,基準孔B控制零件的F/ A和U/D方向,最后通過后側門焊合總成包邊后的棱線C1、C2控制后側門焊合總成的U/D方向。最終實現零件的6個自由度控制[1]。
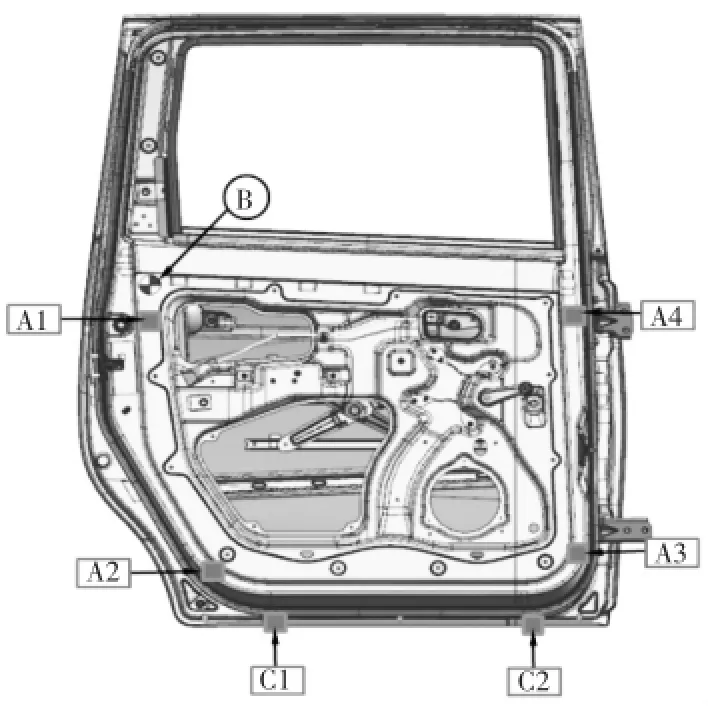
圖3 常見后側門總成在安裝工具上定位方式
1.2.4后側門鉸鏈的在鉸鏈安裝拼臺定位方式
后側門總成安裝工具在白車身的定位方式(如圖4所示),安裝工具上4個Y方向的定位面A1~A4作為主基準定位面,控制安裝工具的C/C方向,B基準銷控制后側門安裝工具的F/A和U/D方向,最后通過Z方向2個定位面C1與C2控制后側門安裝工具繞Z方向的旋轉,最終實現對后側門安裝工具的6個自由度的控制。
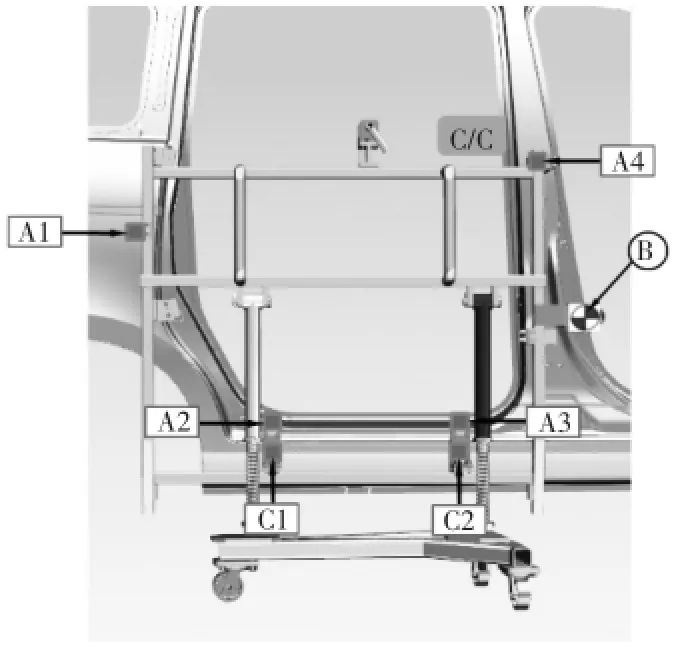
圖4 常見后側門安裝工具在白車身上定位方式
1.3常見后側門焊合總成到白車身裝配方式的缺點
通過此種裝配順序與方式裝配的后側門焊合總成與側圍C/C方向的面差,實際是由與側圍匹配的鉸鏈面來控制的。在鉸鏈安裝拼臺時,后側門焊合總成的擺放方式是倒置(門內板朝上,包邊后的外板朝下),通過包邊后的后側門焊合總成周圈型面和棱線來定位(如圖1所示)。而包邊后的后側門焊合總成由于工裝夾具、焊接變形和包邊變形等影響,周圈型面面差和棱線間隙均有較大波動,公差在1.0 mm~1.5 mm.因而在打緊鉸鏈后,與側圍外板匹配的鉸鏈安裝面,相對于后側門焊合總成外板A面的相對位置差異較大,最終導致后側門焊合總成與側圍Y向波動大甚至超差。且由于項目前期,零件狀態、工裝和包邊機狀態均不穩定,導致后側門焊合總成的差異性較大,每件總成狀態均不一致,無法為工裝調整提供準確信息。為保證鉸鏈安裝面與后側門總成外板A面的相對位置,需反復調整工裝,增加工程師工作量。
2 優化后后門總成裝配方式及優點
2.1優化后后側門焊合總成到白車身的安裝工藝順序
在調整線上,先將后側門上下鉸鏈安裝工具定位在白車身上,再將后側門上下鉸鏈定位在安裝工具和側圍上,最后通過螺桿將上下鉸鏈與側圍鉸鏈安裝面打緊,取下鉸鏈安裝工具。接著將后側門焊合總成定位在后側門焊合總成安裝工具上,再將后側門焊合總成安裝工具定位在白車身上,通過螺桿將后側門焊合總成與上下鉸鏈打緊,最后取出后側門總成安裝工具。
2.2優化后后側門焊合總成和各安裝工具定位方式
2.2.1后側門上下鉸鏈安裝工具在白車身上的定位方式
以3、4、5、6這4個Y方向定位面為主定位面,控制安裝工具的C/C方向。再通過B和C兩個定位銷來控制上下鉸鏈安裝工具的F/A和U/D方向,實現對安裝工具的6個自由度控制(如圖5所示)。
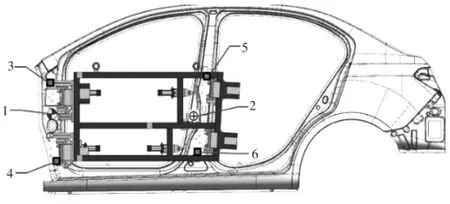
圖5 優化后鉸鏈在工裝上定位方式
2.2.2后側門上下鉸鏈在鉸鏈安裝工具上的定位方式
以1、2兩個定位面為主定位面,控制上下鉸鏈的F/A方向,再通過B、C兩個圓孔控制鉸鏈的C/C和U/D方向,實現對鉸鏈的6個自由度進行控制(如圖6所示)。
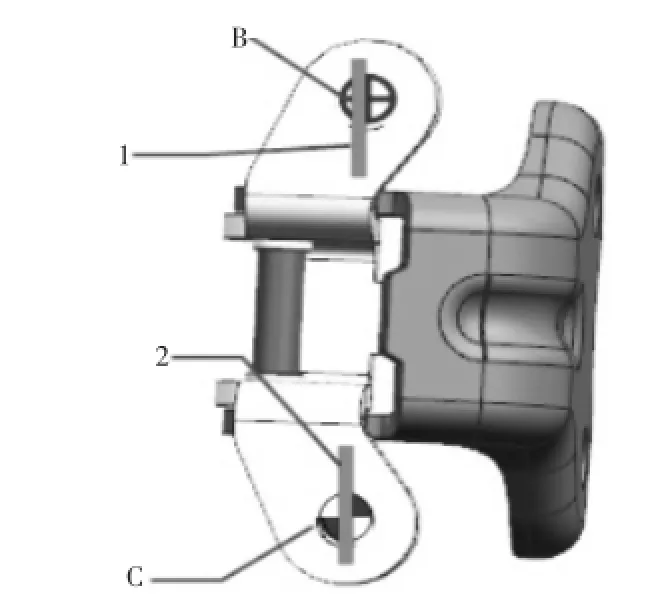
圖6 優化后鉸鏈在工裝上定位方式
2.2.3后側門焊合總成在安裝工具上的定位方式
以后側門焊合總成內板密封面A1~A4為主基準定位面,控制零件C/C方向,B基準孔控制零件的F/A和U/D方向,最后通過包邊后的棱線C1、C2控制后側門焊合總成的U/D方向,最終實現控制零件的6個自由度(如圖7所示)。
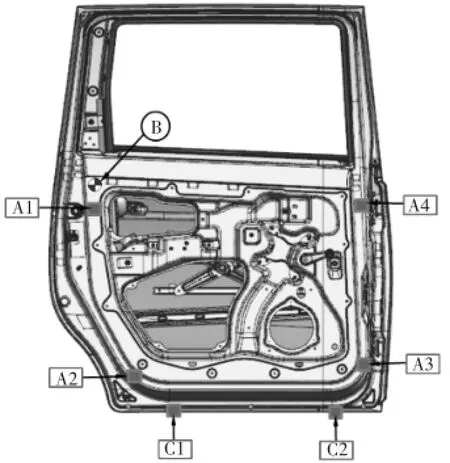
圖7 優化后鉸鏈在工裝上定位方式
2.2.4后側門安裝工具在白車身上的定位方式
通過定位銷B控制后側門安裝工具的F/A和U/D方向,通過Y方向4個定位面A1~A4控制安裝工具的C/C方向,最后通過2個Z方向的定位面C1和C2控制后側門安裝工具的旋轉,實現控制安裝工具的6個自由度(如圖8所示)。
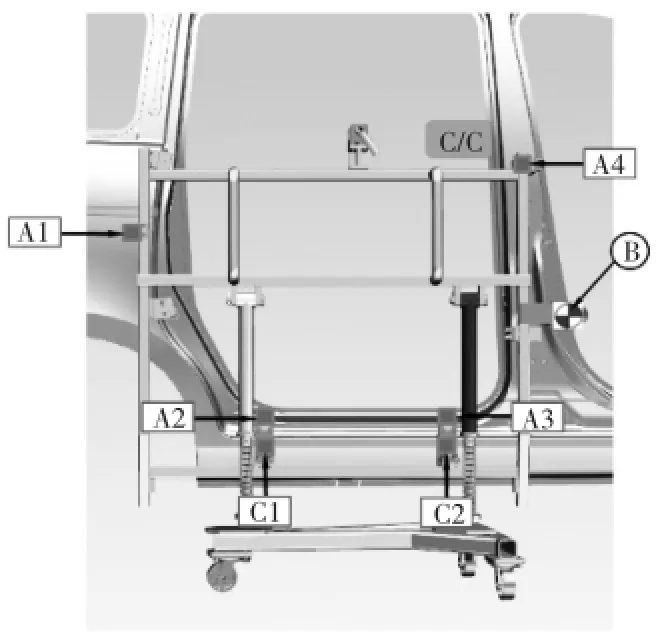
圖8 優化后后側門安裝工具在白車身上定位方式
2.3優化后后側門焊合總成到白車身裝配方式的優點
優化后的后側門焊合總成和鉸鏈裝配方式,解決了門總成與側圍間隙面差不穩定的問題。側圍外板為關鍵沖壓件,零件狀態穩定,鉸鏈安裝工具的定位基準均在側圍外板上,鉸鏈安裝工具的定位穩定,因為上下鉸鏈是通過鉸鏈安裝工具定位并安裝到側圍上,進而保證了上下鉸鏈到側圍的狀態穩定。由于門總成與側圍的X方向間隙和Y方向面差均由鉸鏈控制,鉸鏈狀態穩定,進而保證了門總成與側圍間隙面差的穩定。前門鉸鏈和后門鉸鏈采用同一套鉸鏈安裝工具,能夠保證前門和后門鉸鏈X方向的相對位置,有利于控制前后門間相對間隙。由于鉸鏈是直接打緊在白車身上,所以門蓋線不再需要鉸鏈安裝拼臺,可以節約一個拼臺的占地空間和一套工裝夾具成本,以及減少一個拼臺的員工相應的人工成本。
3 結束語
鉸鏈的狀態決定了門總成與側圍X方向間隙和Y方向面差,優化后的裝配方式不僅解決了門總成與側圍的匹配的尺寸問題,歸納有以下優點:
(1)提高了門總成與側圍間隙面差穩定性。鉸鏈安裝工具的基準定位在狀態穩定側圍外板上,定位穩定,進而保證了上下鉸鏈到側圍的狀態穩定。鉸鏈狀態穩定,從而保證了門總成與側圍間隙面差的穩定。
(2)有利于控制前后門間相對間隙,前門鉸鏈和后門鉸鏈采用同一套鉸鏈安裝工具,能夠保證前門和后門鉸鏈X方向的相對位置。
(3)減少拼臺數量,節約了拼臺的占地空間和工裝夾具成本。
(4)減少一個拼臺的操作員工,節約人工成本。
[1]黃列群.蓋安裝工具類型及應用策略分析[J].企業科技與發展用,2013,(4):69-71.
The Process Optimization for Door Installation in Body Shop
HU Xia,ZENG Cui-li,HE Fang-fei
(SAIC GM Wuling Automation Co.,Ltd.,Liuzhou Guangxi 545007,China)
Based on the different assembly process sequence of rear door and hinges,the gap and flush between the rear door and the body side have different performance.This paper introduces two different assembly process sequence and the advantages and disadvantages.Compared two different assembly process sequence,combined with own manufacturing requirements,selected the better assembly process sequence,to ensure the stability of gap and flush between the rear door and the body side.
door assembly;BIW;assembly sequence;optimization
U468
A
1672-545X(2016)08-0149-04
2016-05-21
胡霞(1988-),女,湖北武漢人,本科,助理工程師,研究方向:汽車尺寸開發與控制方向研究。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50