響應面分析紅曲酒釀造工藝研究
2016-10-18 06:25:27宋澤玉牟建迪
安徽農業科學 2016年25期
宋澤玉,徐 偉,牟建迪
(聊城大學生命科學學院,山東聊城 252000)
?
響應面分析紅曲酒釀造工藝研究
宋澤玉,徐 偉,牟建迪
(聊城大學生命科學學院,山東聊城 252000)
[目的]研究紅曲酒發酵的工藝參數,對紅曲酒的生產給予指導。[方法]選取溫度、紅曲量、酵母量3個對紅曲酒的發酵酒精度影響較大的因素進行單因素試驗,考察它們對紅曲酒發酵酒精度的影響。在此基礎上,設計3因素3水平的響應面分析對紅曲酒發酵工藝進行優化。[結果]試驗表明,紅曲酒的最佳發酵條件為發酵溫度29.16 ℃,紅曲量34.94 g,酵母量8.07 g,該工藝發酵所得紅曲酒酒精的體積分數最高可達15.130 0%。[結論]研究可為紅曲酒的工業化生產提供參考依據。
紅曲;酵母菌;溫度;響應面分析
紅曲起源于我國,古時稱為丹曲[1],早在漢朝時期,紅曲就被用于釀酒[2]。紅曲是以大米為原料,經紅曲霉繁殖而成的一種紫紅色米曲[3]。紅曲中的主要菌是紅曲霉[4],紅曲霉是一種耐高溫、液化糖化力強又具有藥食同源性的菌種[5]。釀酒行業俗稱的紅曲酶是紅曲霉的代謝產物,用它釀造的紅曲酒不僅味道醇厚,還具有醫療保健的作用。近年來,隨著人們對食品功能的要求越來越高,紅曲霉在釀造酒中的應用越來越廣泛。
紅曲酒主要以糯米為原料,加入酵母菌及紅曲米對其進行發酵。目前,已有許多關于紅曲酒的研究,但采用響應面分析優化紅曲酒發酵條件的研究較少。響應面法可同時對影響生物產量的各因子水平及其交互作用進行優化與評價[6-7]。響應面法能快速有效地確定多因子系統的最佳條件,并且該法已經廣泛應用于各類培養基以及發酵條件的優化[8-9]。針對以上現狀,為充分利用紅曲的糖化力,減少在紅曲酒生產過程中原料的浪費,提高紅曲酒生產的經濟效益,筆者采用糯米為原料,利用響應面法優化紅曲酒發酵的工藝參數,為紅曲酒的生產提供參數。
1 材料與方法
1.1材料紅曲米,福建省古田縣屏湖紅酒曲有限公司;酵母菌,安琪酵母股份有限公司;糯米;蔗糖等。主要儀器設備:立式壓力蒸汽滅菌鍋(BXM-30R)、振蕩培養箱(SPX-150B-D),上海博迅實業有限公司醫療設備廠;超凈工作臺(SW-CJ-1D型),蘇州凈化設備有限公司;電熱恒溫培養箱(DNP-9082),上海精宏實驗設備有限公司;生化培養箱(SPX-150),北京市永光明醫療儀器廠。
1.2方法
1.2.1紅曲酒釀造的主要工藝流程。錐形瓶(500 mL)內加蔗糖(8.00 g)→加蒸餾水(400 mL)→攪拌均勻→封口→115 ℃滅菌20 min→冷卻→加入酵母菌→活化1 h→加入紅曲米→加入等量蒸熟的糯米(糯米浸泡24 h后蒸熟,每瓶200 g)→發酵10 d。
1.2.2紅曲酒釀造的單因素試驗。將糯米與無菌水調成適當的比例進行發酵,pH自然,發酵時間為10 d。分別以發酵溫度(22、26、30、34、38 ℃)、紅曲米用量(12、24、36、48、60 g)、酵母菌用量(4、8、12、16、20 g)3個因素為考察對象,發酵酒精度為指標,研究各因素對酒精度的影響。
1.2.3紅曲酒釀造工藝的響應面優化。根據Box-Behnken中心組合設計原理[10],在單因素酒精發酵的基礎上,以影響酒精度的3個因素:發酵溫度(A)、紅曲量(B)及酵母量(C)為研究對象,采用3因素3水平的響應面分析,確定最佳參數值[11]。利用響應面分析軟件Design-Expert 6.0.5,以發酵終止后發酵液中含有的酒精度為響應值,采用響應面法進行分析討論[12]。該試驗進行3次重復,最終的試驗結果取3次試驗的平均值。試驗的因素和水平表見表1。

表1 響應面試驗因素與水平
1.2.4分析測定方法。酒精度測定采用蒸餾-密度法。
2 結果與分析
2.1單因素試驗結果分析
2.1.1發酵溫度對酒精度的影響。從圖1可以看出,發酵溫度在22~30 ℃,紅曲酒的酒精度隨發酵溫度的升高而增加;在30~38 ℃,紅曲酒的酒精度隨溫度的升高而減少。可知發酵溫度對菌體生長及代謝有很大的影響,只有在適當的溫度下菌體才能進行高效率發酵。在一定溫度范圍內,菌體的生長代謝速度隨溫度的升高而增加,酒精積累量也隨之增加。在溫度超過一定值時,菌體的生長及代謝能力下降,酒精的積累也隨之減少。因此,紅曲酒發酵的較適溫度在30 ℃左右。
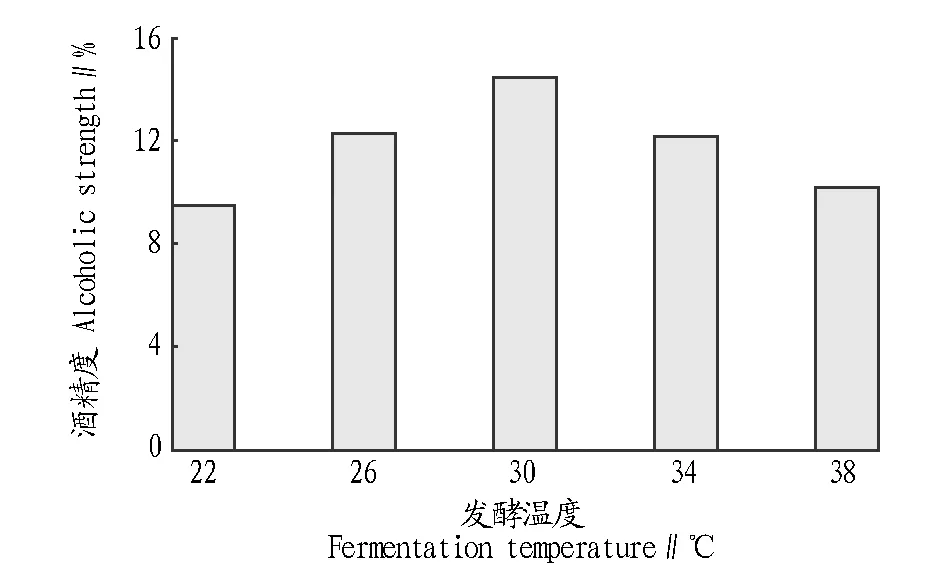
圖1 發酵溫度對酒精度的影響Fig.1 Effects of fermentation temperature on alcoholic strength
2.1.2紅曲量對酒精度的影響。由圖2可以看出,紅曲量在12.0~36.0 g時,酒精度隨紅曲量的增加而增加;紅曲量在36.0~48.0 g時,酒精度隨紅曲量的增加而減少。可以看出紅曲量對酒精度有影響,隨紅曲量的增加酒精度有先上升后下降的趨勢。當紅曲達到一定量時,酒精度達到最大值,紅曲量繼續增加,酒精度逐漸下降。可能是紅曲過量時紅曲的生長消耗了較多的營養物質,糖分被大量消耗,導致酒精度下降。因此,紅曲量的較適量在36.0 g左右。
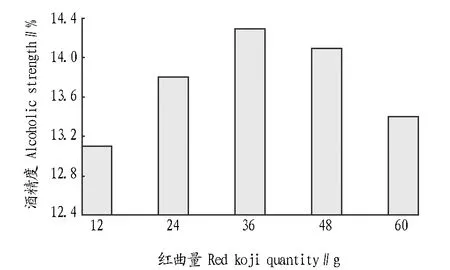
圖2 紅曲量對酒精度的影響Fig.2 Effects of red koji quantity on alcoholic strength
2.1.3酵母菌量對酒精度的影響。從圖3可以看出,酵母量在4.0~8.0 g時,酒精度隨酵母量的增加而增加;在8.0~12.0 g時,酒精度基本沒有變化;在12.0~20.0 g時,酒精度隨酵母量的增加而減小。酵母量對酒精度的影響較小,隨著酵母量的增加酒精度呈先上升后下降的趨勢。原因是由于酵母菌接種量較小時,發酵液中酵母濃度低,發酵效率低,產酒精量小;酵母菌接種量較大時,發酵液中的新生酵母細胞比例較小,老細胞比例較大,整體發酵活力低,導致酒精的積累量少。因此,酵母接種量在8.0~12.0 g時產酒精量較多。

圖3 酵母量對酒精度的影響Fig.3 Effect of yeast quantity on alcoholic strength
2.2紅曲酒發酵響應面優化分析綜合單因素試驗結果,采用Box-Behnken Design響應面分析法對試驗影響因素進行優化。響應面試驗設計及結果見表2。
對表2中的試驗數據進行多元回歸方程擬合,建立紅曲酒酒精度(Y)對發酵溫度(A)、紅曲量(B)、酵母量(C)的擬合方程:Y=-97.120 00+7.531 50A+0.079 500B+0.0971 88C+1.250 00E-003AB-0.010 000AC +7.812 50E-004BC-0.127 40A2-1.650 00E-003B2+4.140 62E-003C2;R2=93.58%,Adj.R2=85.33%。
表2響應面試驗設計及結果
Table 2Experimental design and result of response surface methodology
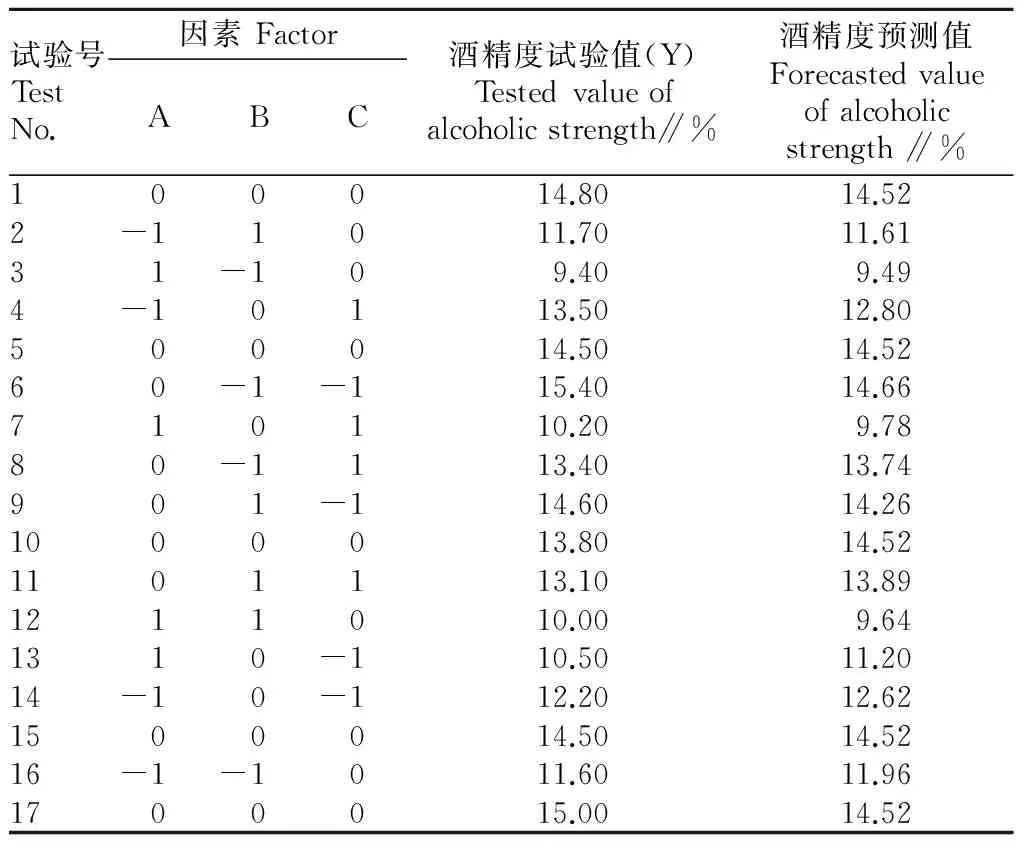
試驗號TestNo.因素FactorABC酒精度試驗值(Y)Testedvalueofalcoholicstrength∥%酒精度預測值Forecastedvalueofalcoholicstrength∥%100014.8014.522-11011.7011.6131-109.409.494-10113.5012.80500014.5014.5260-1-115.4014.66710110.209.7880-1113.4013.74901-114.6014.261000013.8014.521101113.1013.891211010.009.641310-110.5011.2014-10-112.2012.621500014.5014.5216-1-1011.6011.961700015.0014.52
回歸方程中各變量對響應值影響的顯著性,由F檢驗來判斷,概率P的值越小,則相應變量的顯著性程度越高。方差分析顯示:F模型=11.34,P模型=0.002 1**;FA=17.70,PA=0.004 0**;FB=0.036,PB=0.855 4;FC=1.40,PC=0.275 9;FAB=0.11,PAB=0.748 0;FAC=1.14,PAC=0.320 3;FBC=0.11,PBC=0.748 0;FA2=76.36,PA2=<0.000 1**;FB2=3.28,PB2=0.113 1;FC2=0.53,PC2=0.490 8;F失擬=4.97,P失擬=0.077 7。由此看出,當模型F=11.34時,P=0.002 1<0.01,說明模型是極顯著的;當失擬項F=4.97時,P=0.077 7>0.05,說明模型失擬項不顯著。
通過對立體曲面圖分析及偏導數計算得出:A≈-0.20,B≈-0.006 4,C≈-0.98,即發酵溫度約為29.16 ℃,紅曲量約為34.94 g,酵母量約為8.07 g,響應值Y達到最大,即紅曲酒的酒精體積分數達到15.13%。
2.3響應面圖與等高線圖分析利用Design-Expert 6.0.5軟件對回歸方程進行分析,做出交互項的三維響應面圖及等高線圖,能比較直觀地解釋各個變量和變量之間對響應值的影響[13]。等高線的形狀可以反映出交互作用的強弱,橢圓形表示兩因素交互作用顯著,而圓形則與之相反[14]。
由圖4可以看出,酒精度隨溫度變化的幅度比較大,曲線坡度比較大,酒精度隨紅曲量的變化較小,曲線較平滑。由圖5可以看出,在溫度較低時,酒精度隨酵母量的升高有緩慢升高的趨勢,在溫度較高時,酒精度隨酵母量的升高而下降。隨酵母量的升高,低溫對酒精度的影響逐漸減小,而高溫對酒精度的影響逐漸增大。由圖6可以看出,紅曲量與酵母菌對酒精度的影響有交互作用,隨紅曲量的增加,酒精度呈先上升后下降的趨勢,隨酵母量的增加酒精度呈先下降后輕微上升的趨勢。在酵母量低時,酒精度普遍高于酵母量高時的酒精度。

圖6 紅曲量和酵母量對酒精度的影響Fig.6 Effects of red koji quantity and yeast quantity on alcoholic strength
2.4紅曲酒發酵優化條件的驗證試驗由軟件自動分析可得紅曲酒最佳發酵條件為:發酵溫度29.16 ℃、紅曲量34.94 g、酵母量8.07 g,所得紅曲酒的酒精體積分數預測值為15.130 0%。考慮實際情況,取發酵溫度29.00 ℃、紅曲量35.00 g、酵母量8.00 g,進行3次平行試驗,最終釀得紅曲酒的酒精體積分數分別為14.800 0%、14.700 0%、15.100 0%,平均為14.866 7%,與模型預測值基本一致,該模型的建立對紅曲酒酒精度的預測比較準確。
2.5紅曲酒的質量指標該試驗制得的紅曲酒的感官指標見表3,理化指標見表4。由表3、4可知,所得紅曲酒感官質量達到標準,理化指標符合要求。

表3 紅曲酒的感官指標
3 結論
紅曲酒是一種以糯米為原料的具有優良保健功能的飲料酒,發酵溫度、紅曲量、酵母量是對紅曲酒的酒精度有較大影響的3個因素。該研究在單因試驗的基礎上,利用響應面分析法,以酒精度為響應值進行響應面分析設計,建立了發酵溫度、紅曲量、酵母量3個因素與響應值酒精度之間的數學模型:Y=-97.120 00+7.531 50A+0.079 500B+0.097 188C+1.250 00E-003AB-0.010 000AC +7.812 50E-004BC-0.127 40A2-1.650 00E-003B2+4.140 62E-003C2,F檢驗模型極顯著。對試驗因素進行了優化,得到紅曲酒的最佳發酵條件為:發酵溫度29.16 ℃,紅曲量34.94 g,酵母量8.07 g,紅曲酒的酒精體積分數預測值為15.130 0%。紅曲酒發酵優化條件的驗證試驗得到紅曲酒酒精體積分數平均值為14.866 7%,與模型預測值基本一致。經檢驗,紅曲酒的感官指標、理化指標和微生物指標符合標準。可以較好地為紅曲酒生產提供指導。

表4 紅曲酒的理化指標
[1]岳振宇,王亞琴,許喜林,等.紅曲霉的特點及應用研究[J].食品工業科技,2006(12):186-188.
[2]趙樹欣,李鳳美.釀酒紅曲、色素紅曲、功能紅曲的對比及抑菌性研究[J].中國食品添加劑,2007(1):96-99.
[3]張曉敏,楊明.紅曲及其生物活性物質的介紹[J].肉類工業,2009(12):32-36.
[4]方躍進.紅曲霉在我國白酒生產中的作用[J].中國釀造,2013,32(4):133-135.
[5]路振華,王琛,馬榮山.紅曲營養保健酒的研制[J].釀酒,2006,33(4):73-74.
[6]MUSSATTO S I,DRAGONE G,ROCHAG J J M,et al.Optimum operating conditions for brewer’s spent grain soda pulping[J].Carbohydrate polymers,2002,64:22-28.
[7]韓建春,馮鎮,張宏偉.產葡萄糖氧化酶菌株的篩選及發酵培養基的優化[J].食品科學,2011,32(1):149-153.
[8]VOHRA A,SATYANARAYANA T.Statistical optimization of the medium components by response surface methodology to enhance phytase production by Pichia anomala[J].Process biochemistry,2002,37:999-1004.
[9]SHIH I L,KOU C Y,HSIEH F C,et al.Use of surface response methodology to optimize culture conditions for iturin A production by Bacillus subtilis in solid-state fermentation[J].Journal of the Chinese institute of chemical engineers,2008,39:635-643.
[10]鄧紅梅,馬超,李大云.響應面分析葡萄皮渣釀造葡萄醋工藝研究[J].中國調味品,2015,40(12):42-47.
[11]聶永華,劉福玲,徐桂花,等.響應面分析法優化枸杞酒發酵醪的浸漬工藝[J].中國釀造,2013,32(9):91-95.
[12]張嬙,楊馨.響應面法優化柚皮精油的超臨界CO2萃取工藝[J].食品研究與開發,2015,36(20):96-99.
[13]王璐,李小溪,古麗娜孜,等.響應面法優化馬奶酒發酵條件的研究[J].中國釀造,2014,33(2):66-70.
[14]劉春梅,張守義,代亨燕,等.響應面分析法確定刺梨醋的加工工藝[J].中國調味品,2011,36(1):40-44.
Research on Brewing Technology of Red Koji Wine by Using Response Surface Analysis
SONG Ze-yu,XU Wei,MOU Jian-di
(College of Life Science,Liaocheng University,Liaocheng,Shandong 252000)
[Objective]To research the technology parameter of red koji wine fermentation,and to give the guidance for the process of red koji wine.[Method]Temperature,red koji quantity and yeast quantity were selected as the factors for single factor test which had relatively great impacts on fermented alcohol content of red koji wine.Effects of these factors on the fermented alcohol content were researched.Based on these,response surface analysis with three factors and three levels were designed to optimize the fermentation technology of red koji wine.[Result]Test showed that the optimal fermentation technology of red koji wine was as follows: 29.16 ℃ fermentation temperature,34.94 g red koji quantity and 8.07 g yeast quantity.Under this technology,the alcoholic content of red koji wine reached 15.130 0%.[Conclusion]This research provides
for the industrialization production of red koji wine.
Red koji;Yeast;Temperature;Response surface analysis
宋澤玉(1995- ),女,山東博山人,本科生,專業:生物工程。
2016-07-08
TS 261.4
A
0517-6611(2016)25-076-03
猜你喜歡
發明與創新·初中生(2024年6期)2024-06-16 00:00:00
房地產導刊(2022年5期)2022-06-01 06:20:14
昆明醫科大學學報(2022年1期)2022-02-28 07:43:38
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
軍事文摘·科學少年(2021年1期)2021-02-04 08:03:45
閱讀與作文(小學低年級版)(2015年8期)2015-05-30 10:48:04
現代企業(2015年2期)2015-02-28 18:45:09
