可加工氟金云母陶瓷車(chē)削中刀具磨損實(shí)驗(yàn)研究
2016-10-18 09:58:50萬(wàn)學(xué)文譚福慧馬廉潔
制造業(yè)自動(dòng)化 2016年9期
關(guān)鍵詞:深度
李 亮,王 華,萬(wàn)學(xué)文,譚福慧,馬廉潔,2
(1.東北大學(xué) 秦皇島分校控制工程學(xué)院,秦皇島 066004;2.東北大學(xué) 機(jī)械工程與自動(dòng)化學(xué)院,沈陽(yáng) 110819)
加工與制造
可加工氟金云母陶瓷車(chē)削中刀具磨損實(shí)驗(yàn)研究
李亮1,王華1,萬(wàn)學(xué)文1,譚福慧1,馬廉潔1,2
(1.東北大學(xué) 秦皇島分校控制工程學(xué)院,秦皇島 066004;2.東北大學(xué) 機(jī)械工程與自動(dòng)化學(xué)院,沈陽(yáng) 110819)
通過(guò)氟金云母可加工陶瓷車(chē)削實(shí)驗(yàn),研究了硬質(zhì)合金刀具磨損。分析了主軸轉(zhuǎn)速、進(jìn)給量和切削深度對(duì)刀具磨損率的影響。結(jié)果表明,主軸轉(zhuǎn)速n=500r/min是刀具磨損率的極小值點(diǎn),進(jìn)給速度f(wàn)=0.07~0.12mm/r是陶瓷加工較好的進(jìn)給范圍,切削深度ap=0.12mm是陶瓷加工時(shí)合適的切削深度;刀具磨損主要發(fā)生在刀尖和主后刀面上。車(chē)削可加工陶瓷時(shí),在保證加工精度和效率的前提下,選擇適當(dāng)?shù)那邢鲄?shù),可降低刀具磨損率,延長(zhǎng)刀具使用壽命。
刀具磨損;材料去除;車(chē)削;氟金云母陶瓷
0 引言
可加工陶瓷具有耐高溫、耐腐蝕等優(yōu)良性能,在軍工、航空航天、醫(yī)療設(shè)備等領(lǐng)域獲得了廣泛應(yīng)用。然而陶瓷的硬脆性決定了其與金屬切削加工過(guò)程存在顯著差異,其中刀具的快速磨損、突然失效都直接影響工件加工質(zhì)量。因此,刀具磨損問(wèn)題的研究,成為可加工陶瓷材料工程應(yīng)用中亟待解決的課題之一。Achard最早提出粘結(jié)磨損理論,認(rèn)為磨損量與摩擦行程、法向載荷成正比,與較軟材料的硬度成反比[1]。Liao等通過(guò)硬質(zhì)合金刀具切削高溫合金實(shí)驗(yàn)分析了刀具擴(kuò)散磨損機(jī)理[2];Jawaida通過(guò)無(wú)涂層硬質(zhì)合金刀具車(chē)削Ti-6246實(shí)驗(yàn)研究刀具磨損特征,結(jié)果表明,高速切削時(shí)刀具壽命主要取決于后刀面磨損[3];馬廉潔等通過(guò)對(duì)ZrO2/CePO4可加工陶瓷鉆削實(shí)驗(yàn)中刀具磨損的研究,分析了刀具磨損形貌和影響刀具磨損的因素[4]。Costes通過(guò)CBN刀具切削Inconel718實(shí)驗(yàn),研究了刀具磨損機(jī)理,通過(guò)SEM分析得出結(jié)論刀具失效的主要原因是粘結(jié)、擴(kuò)散和磨料磨損[5]。李有生等采用硬質(zhì)合金刀具、硬質(zhì)合金涂層刀具和CBN刀具在相同切削參數(shù)下進(jìn)行鈦合金(Ti-6Al-4V)的高速車(chē)削實(shí)驗(yàn)。實(shí)驗(yàn)表明,三種刀具的前刀面磨損形式均不是常規(guī)月牙洼磨損,而是切削刃處磨損較重的斜面磨損,都包含磨粒磨損、粘結(jié)磨損和擴(kuò)散磨損[6]。
由此可見(jiàn),可加工陶瓷車(chē)削加工中的刀具磨損率已經(jīng)成為國(guó)內(nèi)外相關(guān)學(xué)者的研究熱點(diǎn)。本文通過(guò)可加工陶瓷車(chē)削實(shí)驗(yàn),研究了刀具磨具磨損形態(tài)及其影響因素。
1 實(shí)驗(yàn)
以可加工氟金云母陶瓷為實(shí)驗(yàn)材料,其密度2.56g /cm3,熱導(dǎo)率2.1w/(m.k),彎曲強(qiáng)度108MPa,維氏硬度(830~920)HV。
無(wú)冷卻條件下,在CAK5085D型數(shù)控車(chē)床上開(kāi)展氟金云母陶瓷車(chē)削實(shí)驗(yàn),如圖1所示。采用YG6硬質(zhì)合金刀具,刀具經(jīng)超聲波清洗器清洗后,利用激光共聚焦顯微鏡(如圖2所示)對(duì)刀具前刀面磨損寬度(圖3、圖4分別為硬質(zhì)合金刀具磨損前后形貌)磨損狀況進(jìn)行測(cè)量。采用電鏡觀察刀具磨損形貌分析其主要磨損形式。

圖1 數(shù)控車(chē)床
圖2 激光共聚焦顯微鏡
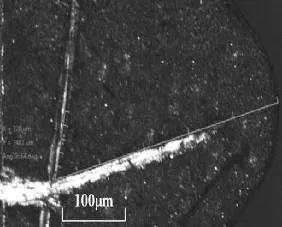
圖3 刀具磨損前
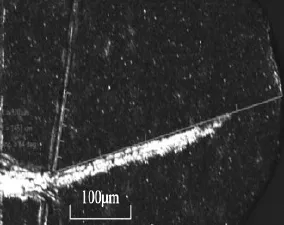
圖4 刀具磨損后
刀具磨損率是刀具磨損寬度與材料去除量之間的比值作為刀具磨損率。為研究主軸轉(zhuǎn)速、進(jìn)給量和切削深度對(duì)刀具磨損率的影響,設(shè)計(jì)單因素實(shí)驗(yàn)條件,如表1所示。
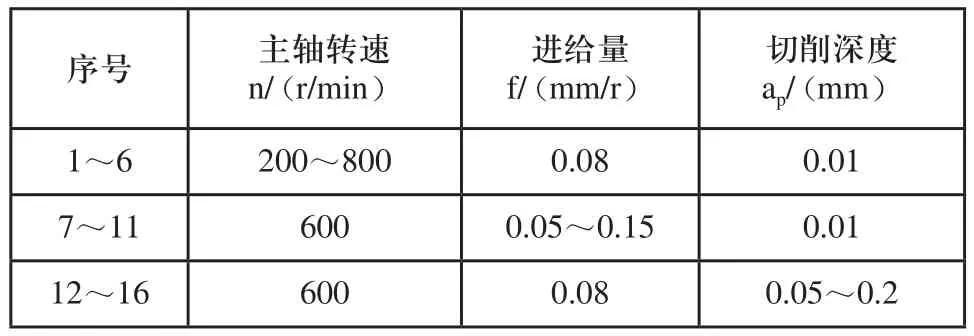
表1 氟金云母可加工陶瓷簡(jiǎn)單單因素實(shí)驗(yàn)條件
2 結(jié)果與討論
2.1主軸轉(zhuǎn)速對(duì)刀具磨損率的影響
主軸轉(zhuǎn)速較小時(shí),切削作用主要集中在刀尖處,其刀刃刃口比較鋒利,且切削時(shí)間較長(zhǎng),因此刀具磨損率較高。隨著主軸轉(zhuǎn)速增大,磨損集中在主切削刃和刀尖處,刃口厚度增加,強(qiáng)度增大,抗磨能力增強(qiáng),切削時(shí)間變短,因此刀具磨損率減小。當(dāng)主軸轉(zhuǎn)速n=500r/min時(shí),是刀具磨損率的極小值點(diǎn),此時(shí)磨損率相對(duì)較低,主軸轉(zhuǎn)速比較合理。隨著主軸轉(zhuǎn)速繼續(xù)增大,切削力增大,材料對(duì)刀具的反作用增強(qiáng),抗磨能力減弱,主切削刃和刀尖磨損嚴(yán)重,刀具磨損率增大。隨著主軸轉(zhuǎn)速的進(jìn)一步增大,機(jī)床不穩(wěn)定,切削力增大且不穩(wěn)定,切削溫度增高,使陶瓷材料表面融化;相同切削路徑的情況下,切削時(shí)間變短,因此磨損率降低。
結(jié)果表明,主軸轉(zhuǎn)速n=500r/min是刀具磨損率的極小值點(diǎn),在保證加工精度和效率的前提下,刀具磨損率相對(duì)較小。當(dāng)主軸轉(zhuǎn)速大于n=600r/min時(shí),切削過(guò)程發(fā)生異常,工件開(kāi)始晃動(dòng),切削產(chǎn)生噪聲,加工質(zhì)量難以保證,此時(shí)刀具磨損主要集中在主切削刃。
2.2進(jìn)給量對(duì)刀具磨損率的影響
圖6為刀具磨損率隨進(jìn)給量變化的關(guān)系曲線,隨著進(jìn)給量的增大,刀具磨損率經(jīng)歷了三個(gè)過(guò)程。當(dāng)進(jìn)給量較小時(shí),刀具與工件的摩擦力較小,二者之間的相互作用力較弱,因此磨損率較小。隨著進(jìn)給量的增大,摩擦力增大,相互作用力增強(qiáng),磨損開(kāi)始加劇,刀具磨損率增大,如圖6中的①過(guò)程。隨著進(jìn)給量的繼續(xù)增大,刀具與工件的相互作用增強(qiáng)。相同的切削路徑的情況下,磨損時(shí)間變短,磨損率開(kāi)始緩慢減小,如圖6中的②過(guò)程。隨著進(jìn)給量的進(jìn)一步增大,切削力變大,刀具與工件相互作用繼續(xù)增強(qiáng),對(duì)主切削刃的磨損開(kāi)始加劇。刀具的磨損率持續(xù)增大,如圖6中的③過(guò)程。
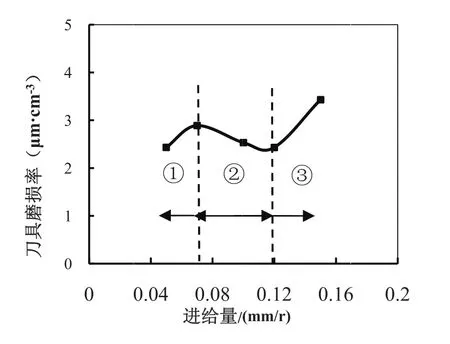
圖6 進(jìn)給量對(duì)刀具磨損率的影響
當(dāng)f=0.07~0.12mm/r時(shí)(圖6中②過(guò)程),刀具磨損率較低且磨損過(guò)程穩(wěn)定,加工效率和精度較高,是陶瓷加工較好的進(jìn)給范圍。
2.3切削深度對(duì)刀具磨損率的影響
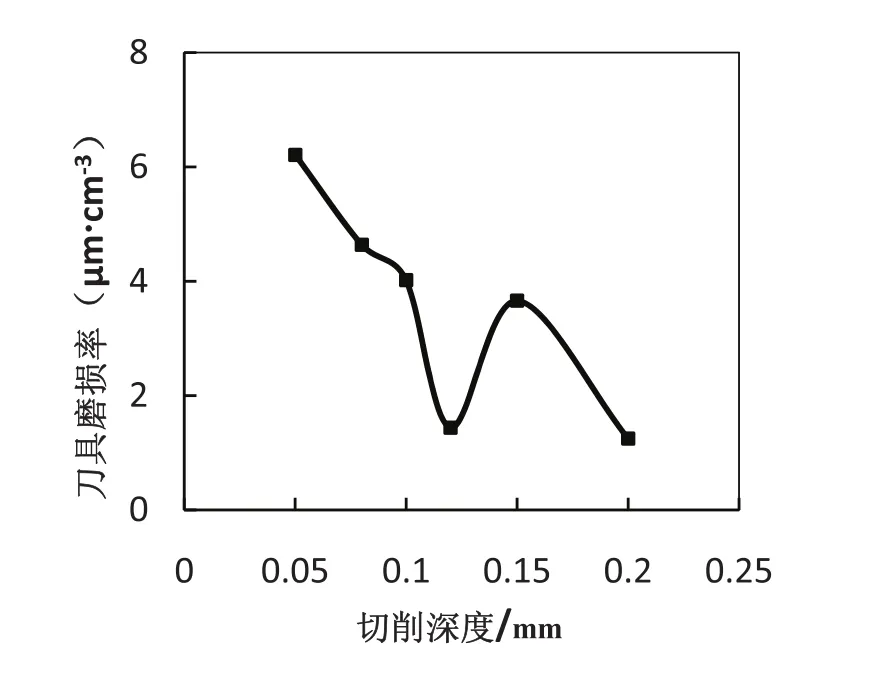
圖7 切削深度對(duì)刀具磨損率的影響
由圖7可看出,相對(duì)于主軸轉(zhuǎn)速和進(jìn)給量,切削深度對(duì)刀具磨損率的影響較大。
當(dāng)切削深度較小時(shí),刀具與工件主要接觸部位在刃部尖端與刀尖處,接觸面積較小,而刃部尖端和刀尖較薄,強(qiáng)度較低,抗磨損能力弱。切削時(shí),磨損主要發(fā)生在這兩處,所以刀具磨損率較高。隨著切削深度的增大,接觸面積變大,刃部和刀尖的厚度增加,強(qiáng)度較高,抗磨能力增強(qiáng),所以刀具磨損率隨著切削深度的增加而減小。當(dāng)切削深度超過(guò)磨損率最小的臨界值時(shí),加工材料與刀具的接觸面積進(jìn)一步大,其對(duì)刀具的反作用增強(qiáng),而刀具的強(qiáng)度增長(zhǎng)變緩,抗磨損能力減弱,因此刀具的磨損率開(kāi)始變大。隨著切削深度的進(jìn)一步增加,主切削刃與加工材料的接觸長(zhǎng)度增大,該處強(qiáng)度較高,抗磨損能力強(qiáng),為刀尖分擔(dān)部分磨損,在相同材料去除量的情況下,刀具磨損率降低。
實(shí)驗(yàn)過(guò)程中,當(dāng)切削深度較大時(shí),刀具與工件之間發(fā)出噪聲,并且機(jī)床產(chǎn)生振動(dòng),影響材料加工質(zhì)量。ap=0.12mm是陶瓷加工時(shí)合適的切削深度。
2.4刀具磨損形貌
硬質(zhì)合金刀具車(chē)削可加工氟金云母陶瓷,利用電鏡觀察車(chē)削后刀具磨損形貌,進(jìn)而分析刀具磨損主要形式。圖8為刀具磨損形貌的SEM照片。
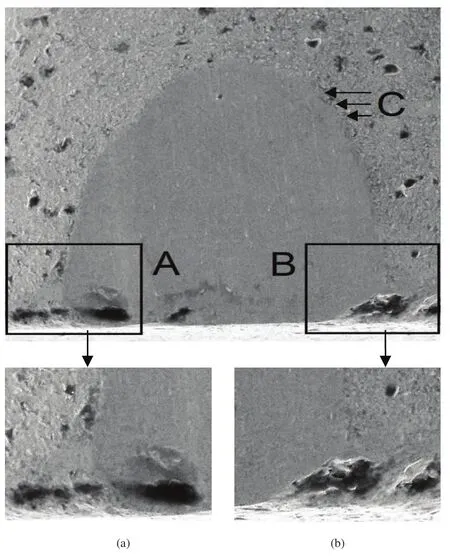
圖8 刀具磨損形貌
如圖8所示,刀具磨損主要發(fā)生在刀尖處和后刀面。刀具的磨損發(fā)生在三處,即主切削刃磨損,刀尖磨損和副切削刃磨損。其中主切削刃磨損最為嚴(yán)重,其首先與未加工材料表面接觸,是影響刀具磨損和材料加工質(zhì)量的主要部位。切削過(guò)程中,首先主切削刃出現(xiàn)磨損,然后沿著主切削刃,磨損延展至刀尖和副切削刃,形成一個(gè)半橢圓形的磨損平面。圖8中,方框A主切削刃出現(xiàn)洼狀區(qū)域。把圖A框型區(qū)域放大后如圖8(a)所示, 主切削刃與磨損面之間處出現(xiàn)了不規(guī)則凹陷。方框B處,副切削刃與磨損面之間產(chǎn)生小的缺口,是崩刃現(xiàn)象,如圖8(b)所示。后刀面出現(xiàn)了一條明顯的磨損帶,如圖8箭頭C所示。
3 結(jié)論
1)主軸轉(zhuǎn)速n=500r/min是刀具磨損率的極小值點(diǎn),在保證加工精度和效率的前提下,刀具磨損率相對(duì)較小。進(jìn)給速度f(wàn)=0.08~0.12mm/r時(shí)是陶瓷加工較好的進(jìn)給范圍。切削深度ap=0.12mm是陶瓷加工時(shí)合適的切削深度。
2)切削深度相對(duì)于主軸轉(zhuǎn)速和進(jìn)給量對(duì)刀具的磨損率影響較大,刀具磨損率極大值為6.2μ m.cm-3。
3)硬質(zhì)合金刀具車(chē)削可加工氟金云母陶瓷,刀具磨損主要發(fā)生在刀尖和后刀面。
[1] Archard J F.Contact and Rubbing of Flat Surfaces[J].Journal of applied physics,1953,24(8):981-988.
[2] Liao Y S,Shiue R H. Carbige tool wear mechanism in turning of Inconel 718 superalloy[J].Wear,1996,193(1):16-24.
[3] Jawaid A, Che-Haron C H,Abdullah A. Tool wear characteristics in turning of titanium alloy Ti-6246[J].Journal of Materials Processing Technology,1999,92:329-334.
[4] 于愛(ài)兵,馬廉潔,劉家臣,等.可加工陶瓷材料ZrO2/CePO4鉆削刀具的磨損[J].天津大學(xué)學(xué)報(bào),2005,38(8):669-673.
[5] Costes J P, Guillet Y,Poulachon G,et al.Tool-life and wear mechanisms of CBN tools in machining of Inconel 718[J].International Journal of Machine Tools & Manufacture,2007,47(7):1081-1087.
[6] 李友生,鄧建新,李甜甜.不同刀具材料高速車(chē)削鈦合金的性能研究[J].武漢理工大學(xué)學(xué)報(bào),2009,31(15):29-32.
Experimental study on the tool wear in turning machinable fluorophlogopite ceramics
LI Liang1,WANG Hua1,WAN Xue-wen1,TAN Fu-hui1,MA Lian-jie1,2
TG52;TH117
A
1009-0134(2016)09-0075-04
2016-05-18
國(guó)家自然科學(xué)基金資助項(xiàng)目(51275083)
李亮(1984 -),男,實(shí)驗(yàn)師,碩士,研究方向?yàn)榭刂乒こ獭?/p>
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂(lè)學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
