微合金化鋼連鑄板坯熱送工藝研究與實踐
2016-10-17 07:44:14李炳一孫國慶
天津冶金 2016年4期
李炳一,孫國慶
(天津鋼鐵集團有限公司,天津300301)
微合金化鋼連鑄板坯熱送工藝研究與實踐
李炳一,孫國慶
(天津鋼鐵集團有限公司,天津300301)
針對中厚板連鑄坯出現的熱送裂紋問題,提出了正常生產條件下的防治措施。對于已有中厚板主要品種,通過成分,計算不同鋼種相變溫度,并根據現場實際生產情況進行修正,最終確定了中厚板連鑄坯的熱送工藝制度。經現場生產實踐,微合金化鋼連鑄坯實現了熱裝熱送,熱送比率能夠穩定在76%以上,達到了節約能耗、降低成本的目的。
熱送;裂紋;工藝;堆垛冷卻;熱裝溫度;節能
1 引言
隨著科技的不斷發展,連鑄技術逐漸向全熱送熱裝的方向發展。采用連鑄坯熱送熱裝工藝不僅可以提高加熱爐小時產量和加熱質量,大幅度節約能耗,提高成材率,縮短生產周期,而且能減少鑄坯庫占地面積,減少天車的作業率,節約資金[1]。目前,大部分企業僅實現了Q235、Q345等普碳鋼(不含Nb、Ti、V、Al等)的熱送熱裝工藝,而微合金鋼由于表面裂紋等缺陷較多,未能實現熱送熱裝批量生產。本文根據我公司中厚板微合金化鋼的生產現狀,為了進一步降低能耗、提高生產效率,采用理論聯系實際的方法,對中厚板微合金化鋼連鑄坯熱送工藝進行了研究。
2 熱送裂紋的形成與防治
我公司中厚板微合金化鋼連鑄坯熱送裂紋率較高,這是影響熱送熱裝的主要因素,為實現其熱送熱裝工藝,應對熱送裂紋的形成機理及防止措施進行分析。
國內外很多學者已經對熱送裂紋的形成機制進行了研究[2-5]。由圖1熱送裂紋產生機理[5]可知,熱送裂紋產生原因包括鑄坯組織的演變、鑄坯中第二相的析出和固溶行為、熱送熱裝過程中鑄坯表面受力的變化(包括熱應力和組織應力)。在上述因素的共同作用下,鑄坯表面在加熱過程中已經產生了細小晶界裂紋,軋制時裂紋將進一步擴展。
有研究表明[5],對熱送裂紋的產生起主要作用的是鑄坯組織的演變,即兩相區中奧氏體晶界先共析鐵素體網膜的生成,其不但降低了鑄坯的熱塑性,而且為第二相粒子沿奧氏體晶界析出提供了條件,在加熱過程中致使奧氏體晶界最終成為了熱送裂紋的發源地。同時,由于鑄坯在輥道輸送過程中的冷卻速率遠小于淬火過程,因而鑄坯體積變化速率很小,所以產生的組織應力很小,可以忽略;而由于鑄坯內外溫差導致的熱應力則較為顯著,最大時可達上百兆帕[6]。根據對熱送裂紋形成機理已有研究的分析,歸納出熱送裂紋的防治措施,如圖2所示,主要有兩個方向:第一方向是減小鑄坯加熱過程中所受的熱應力,通常采取的措施是在鑄坯的輸送過程中增加保溫設備(如保溫式輥道),使鑄坯內外溫度均勻,減小熱應力;第二個方向是避免第二相在奧氏體晶界的先共析鐵素體網膜中析出。
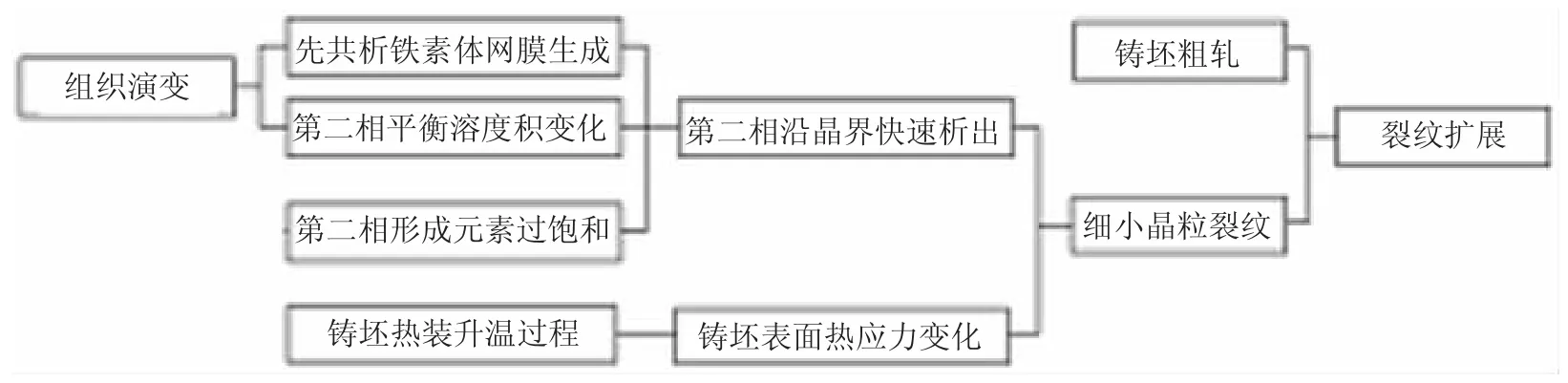
圖1 熱送裂紋產生機理示意圖
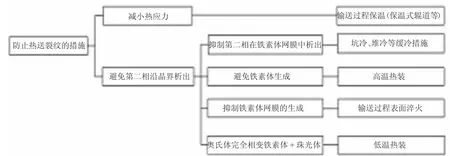
圖2 熱送裂紋防治措施
3 熱送工藝制度的制定
連鑄坯的入爐溫度主要取決于連鑄機的冷卻制度、連鑄/軋制銜接區連鑄坯的輸送方式及生產組織的銜接等。在控制連鑄坯入爐溫度時,常依靠表面溫度進行衡量,但是制定熱送熱裝溫度的控制標準卻不能全依賴表面溫度。為了在合理范圍內最大限度地提高入爐溫度,需要確定入爐溫度的控制標準,在此基礎上確定其對應的熱送連鑄坯表面溫度,避免熱送時產生紅送裂紋。
在連鑄、熱送、加熱過程中,鑄坯橫斷面上不同位置的熱履歷不同,如圖3所示,導致鑄坯橫斷面上不同位置的組織演變過程也不相同。由于鑄坯橫斷面上溫度分布的不均勻,各位置發生相變的時間并不統一,因此熱裝溫度應該考慮整個鑄坯橫斷面的組織演變。對于高溫熱裝,在厚度方向上,寬面中心是溫度最低,當寬面中心的溫度在Ar3以上,則鑄坯內部必然不會發生相變,而在鑄坯表面,角部是溫度最低處,只要角部溫度在Ar3以上,則能確保鑄坯組織為全奧氏體。對于低溫熱裝,只要保證橫斷面中心的溫度在Ar1以下,則鑄坯內部必然不會發生奧氏體/鐵素體相變的組織,確保鑄坯組織為鐵素體+珠光體,但此時鑄坯寬面中心的溫度已降至約480℃。所以若在480℃~Ar3之間熱裝,鑄坯中必然存在奧氏體+鐵素體兩相共存的現象,嚴重時將形成混晶組織,影響鋼材力學性能。
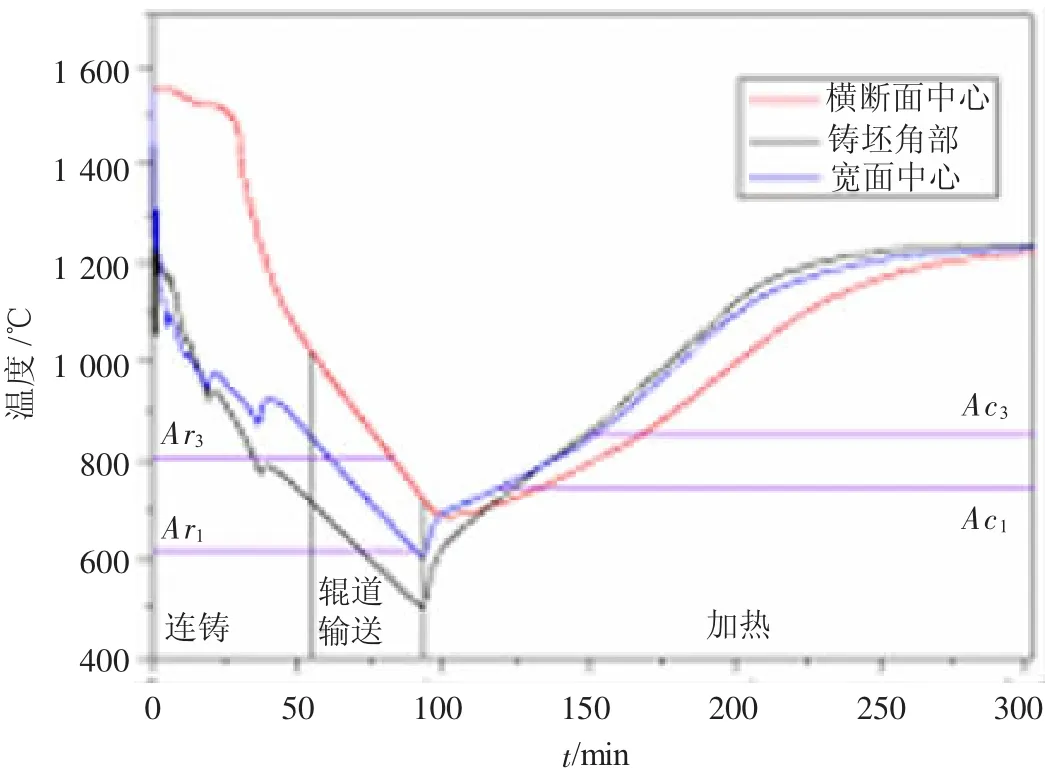
圖3 鑄坯橫斷面熱履歷
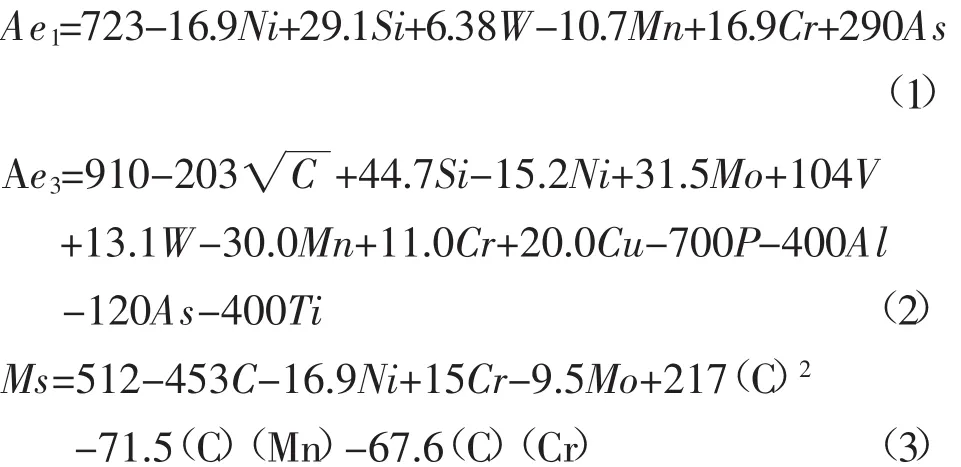
通過對熱軋微合金鋼的研究可知,裂紋敏感鋼種的Ar1、Ar3溫度對熱裝溫度控制尤其重要。按照煉鋼廠各鋼種的成分控制,并依據Andrews等大量試驗后獲得的平衡相變溫度經驗公式,見公式(1)~公式(3),計算其空冷條件下Ar1、Ar3溫度,由于各鋼種C含量基本在0.06%~0.18%范圍內,取值時Ar3溫度均比Ae3低10℃,Ar1溫度均比Ae1低30℃,Ms溫度不變,制定熱送裝爐制度如表1所示。
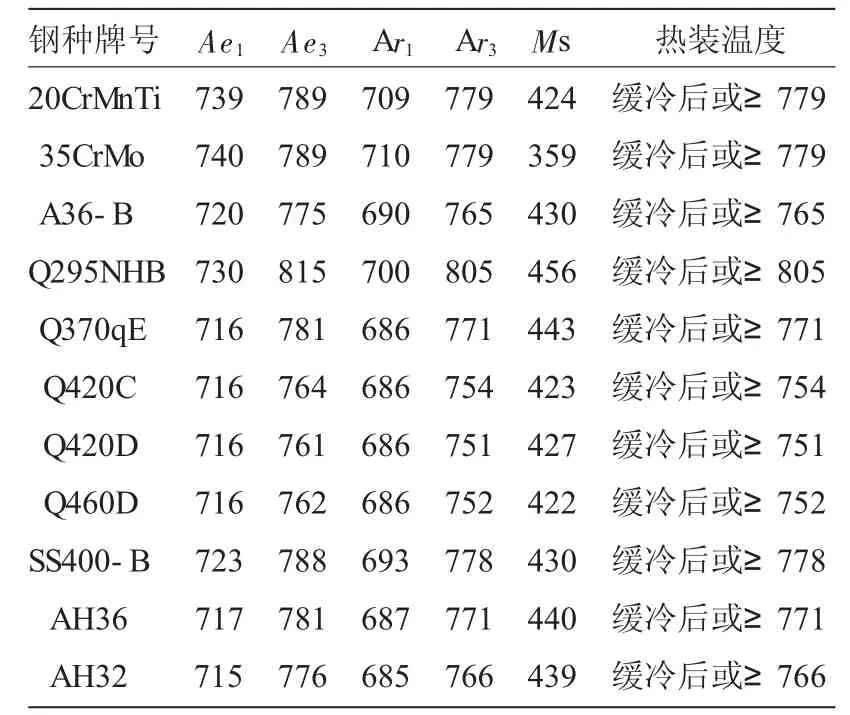
表1 微合金化鋼相變溫度及熱送裝爐溫度/℃
由表1可以看出,微合金化鋼熱軋板的Ar1溫度在685~710℃范圍內,Ar3溫度在751~805℃范圍內。根據含鈮AH36鋼連鑄坯在輥道輸送過程中的傳熱計算結果,連鑄坯角部最高溫度為617℃,均低于各鋼種的Ar3溫度。因此,微合金化鋼需要入庫堆垛冷卻,冷卻到表面中心最高溫度低于Ar1溫度時出庫,再送加熱爐加熱。從節能效果的角度考慮,熱裝軋制下限溫度400℃以連鑄坯寬面中心溫度計,而堆垛頂面是冷卻過程中冷卻最快的,因此,整個堆垛達到熱裝軋制下限溫度的標志是堆垛最頂面中心溫度為400℃。為了減少連鑄坯顯熱的耗散,達到更好的節能效果,一般以接近熱裝上限溫度的狀態裝爐。
根據對微合金化鋼連鑄坯熱裝加熱的分析,需要根據每個鋼種熱裝溫度上限進行適當的連鑄參數的調整,而且對輥道輸送時間控制嚴格。相對而言,連鑄坯下線冷卻后再組織熱裝的過程,持續時間較長,對熱裝的生產組織的要求有所放寬,其對生產節奏的適應性更強,有利于連鑄坯熱裝連續、穩定地進行。根據實際生產狀況,還需要考慮之前的熱裝計劃的完成情況,結合加熱爐生產計劃,制定了以下幾種組織辦法:
(1)若已生產并編入加熱爐生產計劃的連鑄坯數量少,可通過減少每垛連鑄坯數量來維持加熱爐的連續、正常的生產。
(2)若已生產并編入加熱爐生產計劃的連鑄坯數量較多,但總耗時小于394 min時,可通過增加每垛連鑄坯數量,延長入庫連鑄坯的堆垛時間來保證熱裝的順利進行。
(3)若已編入加熱爐生產計劃的連鑄坯持續394~496min時,可通過調整連鑄機參數(包括二冷參數),提高連鑄坯入庫溫度,延長滿足熱裝所可能的堆垛時間,提高熱裝比例,達到節能的目的。
目前,軋鋼車間對加熱爐生產計劃的制定一般提前8 h進行,通過上述組織辦法均能滿足連鑄坯熱裝的需要。對于兩種改變均能達到延長堆垛時間的情況,基于改變每垛連鑄坯數量的節能效果較好,應優先采用改變每垛數量的方式。對設備檢修后的過渡階段,也按照上述辦法進行熱裝組織。此外,為了充分利用熱坯的顯熱,且維持已建立的熱裝生產制度,確保熱裝的持續性和穩定性,提高熱裝率,在組織冷坯加熱前,可以通過冷熱坯混堆的方式加熱冷坯,實現冷坯熱送。
4 熱送工藝實施結果
我公司通過分析熱送裂紋的形成機理、規范熱送制度等措施,在控制熱送裂紋的前提下,于2015年1月至6月共生產微合金鋼20.71萬t,熱送量15.84萬t,熱送比達到76.5%,具體牌號、產量及熱送比如表2所示。對比2013年1月至6月生產微合金化鋼22.74萬t,熱送量9.34萬t,熱送比為41.1%。可見,2015年上半年微合金化鋼連鑄坯熱送比提高了1.86倍。
以AH36鋼的熱送為代表,近似分析其它鋼種連鑄坯熱裝的節能效果,依據表1微合金化鋼熱送裝爐溫度控制要求,和AH36鋼連鑄坯溫度和熱焓變化關系,分別計算各鋼種在其滿足熱送熱裝要求時,輥道輸送、堆冷等銜接方式下連鑄坯的平均熱焓,并根據模擬結果得出連鑄坯緩冷到滿足熱裝要求所經歷的堆垛時間,按其熱裝上限溫度出庫裝爐同400℃出庫裝爐、30℃冷裝出爐對比計算節能效果。加熱爐使用高爐-轉爐混合煤氣(高爐煤氣占82%,轉爐煤氣占18%),其標準熱值為800~850 kJ/m3取中限值825 kJ/m3);高爐煤氣0.05元/m3,轉爐煤氣0.10元/m3。結合表2計算出我公司2015-01—06期間生產微合金化鋼采用熱送工藝節約的成本。經整理得到熱送微合金化鋼取得的效果見表3。
由表3可以看出,2015年1月至6月期間,采用熱送工藝生產的微合金化鋼同400℃出庫裝爐、冷裝(30℃裝爐)對比,節約能源分別為540.1 kJ· kg-1、3 159.2 kJ·kg-1,節省標準煤氣量分別為924× 104m3、5 500×104m3,節約成本分別為54.6萬元、324萬元。
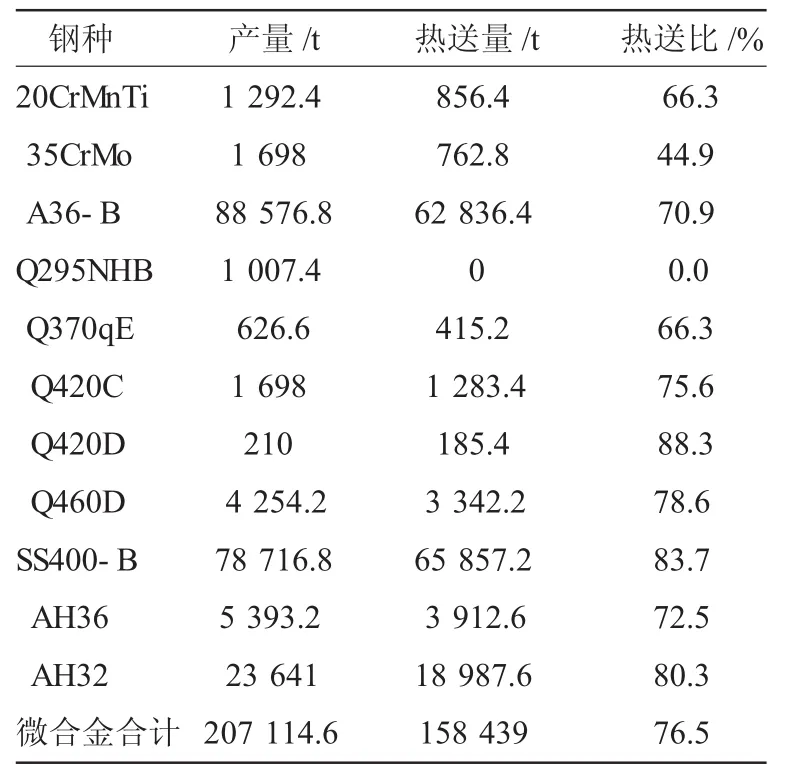
表2 中厚板連鑄坯熱送比統計
5 結論
(1)熱送裂紋的產生主要與鑄坯組織的演變和鑄坯內外溫差導致的熱應力有關,其防止措施主要有兩個方向:第一方向是在鑄坯的輸送過程中增加保溫設備,使鑄坯內外溫度均勻,減小熱應力;第二個方向是避免第二相在奧氏體晶界的先共析鐵素體網膜中析出。
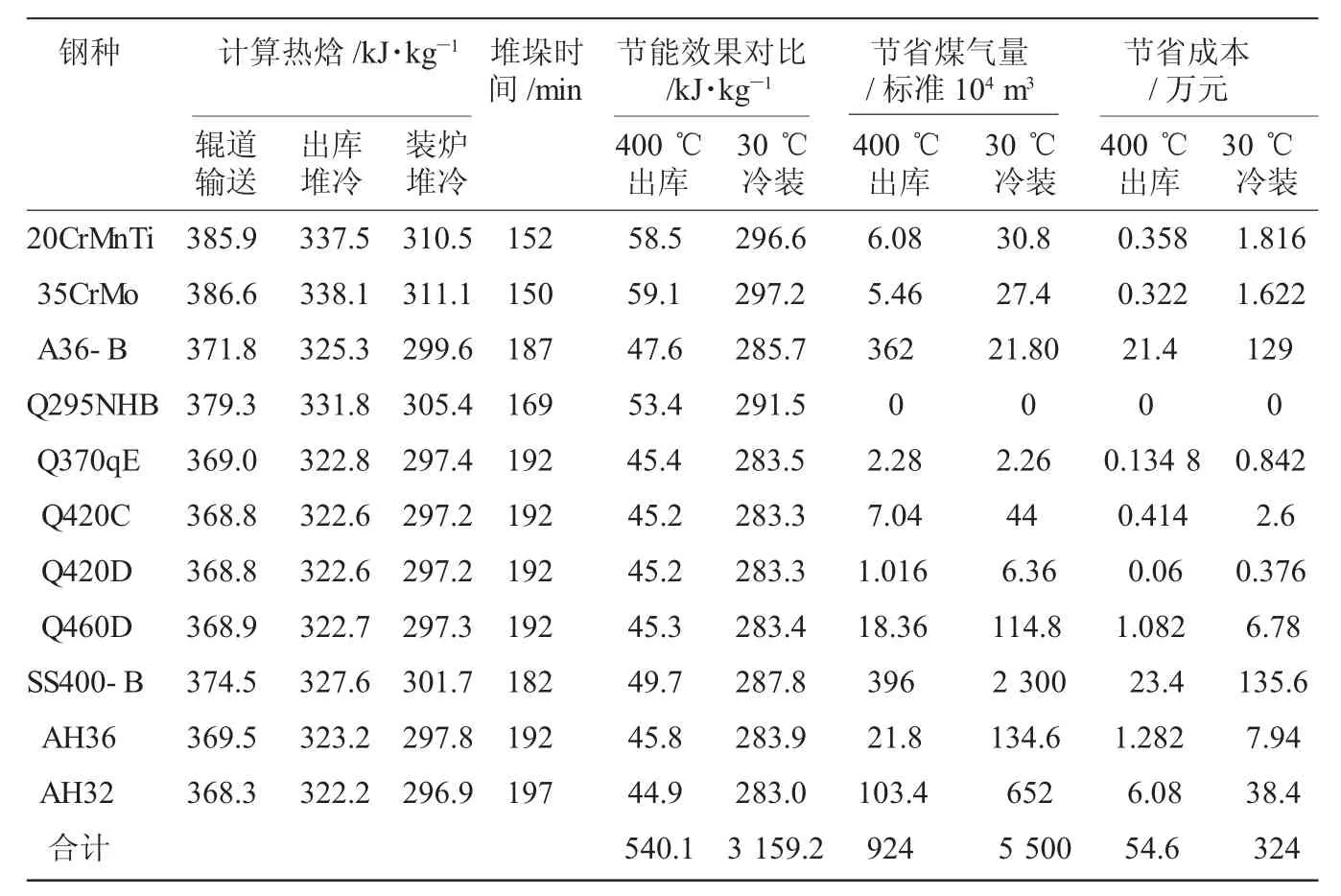
表3 熱送微合金化鋼的生產效果
(2)微合金化鋼需要入庫堆垛冷卻,冷卻到表面中心最高溫度低于Ar1溫度時出庫,再送加熱爐加熱。從節能效果的角度考慮,整個堆垛達到熱裝軋制下限溫度的標志是堆垛最頂面中心溫度為400℃,一般以接近熱裝上限溫度的狀態裝爐。
(3)通過采用研究制定的熱送工藝,實現2015年1月至6月生產微合金化鋼20.71萬t,熱送量15.84萬t,熱送比達到76.5%,同2013年同期對比,熱送比提高了1.86倍;同400℃出庫裝爐、冷裝(30℃裝爐)對比,節約能源分別為540.1 kJ·kg-1、3 159.2 kJ·kg-1,節省標準煤氣量分別為924×104m3、5 500×104m3,節約成本分別為54.6萬元、324萬元。
[1]趙海峰,王紅廣.連鑄坯熱送熱裝工藝發展現狀[J].連鑄,2004(4):3-6.
[2]王貴,趙莉萍,劉紅颶,等.低合金鋼鋼錠紅送裂紋的形成機理[J].鋼鐵研究學報,2001,13(3):15-19.
[3]Minoru Kitamura,Toshiyuki So~ima,Shinji Koya ma,et a1. Improvement of Surface Quality of Continuously Cast Slab for Conditioning—FreeRolling[J].Transactions ISIJ,1984,24:966-969.
[4]萬友堂.中厚板生產線鋼板表面裂紋的機理分析[J].鋼鐵研究,2008,36(3):14-16.
[5]夏文勇,朱正海,干勇.微合金鋼紅送裂紋形成的試驗研究[J].鋼鐵,2011,46(12):29-32.
[6]帥習元.熱送直裝亞包晶橋板鋼表面疤狀缺陷原因分析[J].軋鋼,2006,23(4):10-13.
Study and Practice of Hot Charging Process for M icro Alloying Slab
LIBing-yiand SUN Guo-qing
(
Tianjin Iron and Steel Group Co.,Ltd.,Tianjin 300301,China)
Aiming at crack occurring at the slab hot charging process formedium and heavy plate,the author put forward preventivemeasures under normal production conditions.By calculating the phase transmission temperature of different existing main grades with composition and correcting according to the actual production situation on site,hot charging process for the slab formedium and heavy plate was eventually formulated.Production practice showed micro alloying slab realized hot charging and delivery and hot charging rate could remainmore than 76%,attaining the objective of saving energy consumption and reducing cost.
hot charging;crack;process;stacking cooling;hot charging temperature;energy saving
10.3969/j.issn.1006-110X.2016.04.006
2016-03-07
2016-04-07
李炳一(1968—),男,天津人,本科,高級工程師,主要從事產品質量管理工作。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
建筑材料學報(2014年3期)2014-03-11 17:08:02
