軌道車側梁焊接變形及擾度控制
2016-10-13 10:05:35屈普
山西冶金 2016年4期
屈普
(中車永濟電機有限公司, 山西 永濟 044502)
軌道車側梁焊接變形及擾度控制
屈普
(中車永濟電機有限公司, 山西永濟044502)
詳細介紹軌道車的底架梁結構,著重分析側梁的撓度變形及側梁的焊接彎曲變形量。通過采取合理的焊接工藝調整焊接順序、剛性固定組合、反變形法等方案,有效地控制了側梁的焊接變形量與擾度值及軌道車鋼結構底架的焊接變形,使軌道車的各項指標達到了設計要求。
車架焊接變形量撓度值焊接順序
軌道車車架是由各類型鋼組成的扁平形框架型鋼結構,其長度通常會達到13~17 m。在此類鋼結構的焊接生產中,焊縫較多、焊接量大,產生的焊接應力較大,如果焊接工藝不合理,產生的焊接變形量在后期很難得以調整,甚至造成零部件及整體部件的報廢。[1]因此,在進行焊接應力理論分析的基礎上,在生產中對各個零部件進行編號,按照合理的焊接工藝對號入座,全面制定一套切實可行的工藝措施,可有效實現對底架焊接變形量及擾度值的控制。
1 焊接殘余應力的產生分析
經查詢資料和實踐驗證,造成焊接殘余應力的原因主要是焊接構件的接頭形式設計不合理以及焊接工藝參數的設置不正確等。
1.1不合理的工藝參數和焊接方法
構件產生的熱變形和殘余應力與不同的焊接方法帶來的不同的性能和溫度場有關[2]。在實際工作中,應結合焊接構件的材質、結構、尺寸,尋找合理的焊接方法和工藝參數,最大限度減少殘余應力和受熱區,使凹坑、裂紋、夾渣、氣孔等焊接缺陷處于合理范圍,避免形成局部應力,減小底架焊接變形量及擾度值。
1.2不合理的構件接頭搭接形式和焊接構件焊縫尺寸
焊接應力受焊縫尺寸影響,產生的殘余應力隨受熱區域的增大而增大。焊縫余高、坡口形式及大小、焊接間隙、焊接構件之間的搭接方式以及設計不科學都會直接影響焊接殘余應力的大小。
1.3焊接構件焊縫的位置分布和數量不匹配
焊縫相互交叉,封閉焊縫較多,密度差異較大。
1.4焊接構件的方法不合理及焊接順序不當
對于多焊縫構件,比如工礦車車體、軌道車底架或集裝箱體,焊接的先后順序不同,會造成焊接應力和焊接拘束度不同。拘束度越大,焊接應力就越大,變形量也就越大。
2 焊接變形的控制措施
焊接構件的焊接內應力可通過優化結構設計和改進焊接工藝等措施進行調節和控制。在保證承載能力的基礎上,優化焊縫尺寸,改進設計形式,減少焊縫數量,最終減小焊接應力。對于關鍵焊縫,需組織專人計算焊接接頭的靜載強度,結合焊件的搭接方式、材料類別、焊接方式、材料尺寸、承載大小等,嚴格強度校核,確定焊縫尺寸[3-6]。
2.1合理設置焊縫位置
經過大量實踐發現:應確保焊縫部位周邊圓滑,不得出現尺寸突變和尖角;在焊接構件時焊縫不應過于集中,需有足夠間隙,尤其是要避免焊縫交叉,因為焊縫過于集中會出現雙向或三相應力;當焊縫出現在焊接構件拐角處的應力集中區(如彎曲區域、焊縫垂直交叉區)時,為避免焊縫受力,應改變工作焊縫為連接焊縫,因為只有改變焊縫區域受力為焊接構件整體均勻受力,才能達到理想的焊接效果。
2.2合理制定焊接順序
焊接應力的引起源于焊縫區金屬收縮不自由,因此在制定焊接順序時,要盡量使每條焊縫自由收縮、拘束度減小,以消除或減少焊接殘余應力。遇到有多種形式的焊縫在焊接構件上并存時,要先焊接收縮量最大的焊縫(如對接焊縫),再焊收縮量小的焊縫(如角焊縫)。對于長焊縫的焊接要從中間向兩端焊。
2.3采用較低剛性的焊接接頭
為使零件受熱變形空間充分,對于較大剛性的焊接接頭,考慮到焊接因應力而產生裂紋,在設計時要減小接頭拘束度。實際生產中,建議以翻邊焊接取代插入焊接,用空心鋼管作為焊材,可大幅度減小接頭剛性,使應力分散。
2.4對大量減應區進行加熱
礦用車的焊接實踐顯示,對大量減應區進行加熱在多種機械結構如輪盤式、框架式以及鑄鐵件的焊修中焊接效果理想。原因是加熱阻礙焊接區自由伸縮的部位,可有效減小焊接應力,使焊接區同步熱脹冷縮。
2.5對不同層數焊縫的金屬進行不同的錘擊
為利用焊縫的金屬延展性抵消一部分變形,在焊接溫度為500~800℃時可采取以下措施:對于單層焊縫,用力度和頻次適當的圓錘敲擊,以減小內應力;對于多層焊縫,不能錘擊底和蓋面焊縫部位,以免損壞物件,造成缺陷。
3 側梁撓度值的控制
根據理論分析,要想控制變形或按照預期的效果進行定位變形,首先從焊接順序及結構上進行控制,要求側梁的均勻上撓度為如圖1所示。
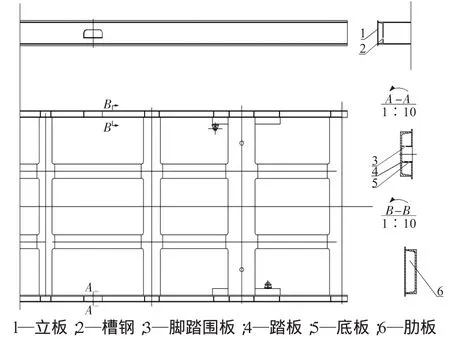
圖1 車架結構簡圖
根據實際生產經驗可知,組裝底架鋼結構后,由于車體重量大、剛性強,按照原工藝技術水平制作的上撓度,工藝很難保證。通過產品結構分析,認為在鋼結構組焊前,應預制側梁上撓度。根據生產經驗和多次測定可知,要使鋼結構有的上撓度,必須保證在側梁組焊完成后外旁承內側均勻有(22±2)mm的上撓度。
為了在側梁上得到所需要的上撓度,同時滿足側梁制造工藝要求,對其上撓度的預制方法及焊接上的措施進行了分類。側梁上撓度的預制方法主要有:在焊接過程中采用強制變形法;在組焊過程中強制側梁上撓度比設計要求留有回彈量;采用焊后壓力機強制調整上撓度和火焰;焊后對車體保壓24 h后,等車體完全冷卻后再拆除保壓工裝。
根據目前的工藝條件及側梁本身的結構特點,采用強制焊接變形、壓力機調整的方法,預制側梁撓度難度很大,對工裝要求嚴格,成本高,不適用。采取焊接過程中火焰矯正與焊接變形方向相結合的方法,既可滿足側梁上撓度預制的要求,又可滿足設計要求,不僅節省大量的工裝費用,而且縮短生產周期。
側梁焊接過程采用的焊接變形控制方法為:首先將鋼結構踏板與上蓋板點焊固定,固定兩側腹板,按工藝要求對上蓋板與隔板、隔板與腹板進行焊接,全部組焊后將支撐工裝點焊牢固,將下蓋板點焊固定;然后將上述組焊構件擺放至焊接平臺上,組焊側梁與上下蓋板;最后調整側梁上撓度。
在點焊過程中,除控制組裝尺寸外,還要重點控制焊接變形和側梁內部焊接應力。在組焊過程中,應以構件中心為對稱軸,由中心向兩端對稱焊接。
4 實施效果
經測定,施焊完工后側梁扭曲小,在全長范圍內,可將旁彎控制在2~4 mm,滿足產品全長均勻上撓度值約20~24 mm的要求,在外旁承14 550 mm內測量時,上撓值在13~17 mm的范圍內。在臺位上根據技術要求對上撓值進行調整。通過組裝施焊,外旁承內側上撓度值達不到規定要求,結合火焰調整后此值可達到規定值。火焰調整采用裝配位置三角形火焰加熱法,一般取3個位置,具體位置根據組焊后的測定值決定。
當臺位上火焰調整上撓度內應力減小時,運用焊接本身的變形可滿足上撓度值的要求,再配合少量的火焰矯形,在側梁組焊過程中,選擇合理的產品、規定的焊接順序和方向要求,使焊接熱量分布均勻,減少焊接變形量。
5 結語
焊接變形在焊接構件中普遍存在,應針對產品具體情況具體分析。只有嚴格控制結構設計,全方位監控工藝制造、焊后處理等階段,才能確保產品質量得到用戶的滿意,為企業贏得更為廣闊的市場空間。
[1]王天武.挖掘機大型結構件焊接工藝研究[D].長春:吉林大學,2003.
[2]叢培山.礦用挖掘機原始參數的幾個問題[J].礦山機械,1982(8):1-9.
[3]付榮柏.焊接變形的控制與矯正[M].北京:機械工業出版社,2006.
[4]中國機械工程協會焊接協會.焊接手冊[M].北京:機械工業出版社,2010.
[5]李亞江,劉強,王娟.焊接質量控制與檢驗[M].北京:化學工業出版社,2005.
[6]勞動和社會保障部,中國就業培訓技術指導中心組織.國家職業資格培訓教程—焊工[M].北京:中國勞動社會保障出版社,2005.
(編輯:胡玉香)
Deflection Control and the Welding Deformation of Side Beam of the Rail Car
QU Pu
(Yongji Motor Factory of China North Car Group,Yongji Shanxi 044502)
This paper introduces the low frame of rail cars and emphasize the deflection and deformation of side beam. The deflection and deformation of side beam and low frame have been controlled by adopting reasonable plans of welding order,rigidity permanently couple and prestrain method,which can achieve the design demand.
frame,welding deformation,deformation,welding order
U273.1
A
1672-1152(2016)04-0103-03
10.16525/j.cnki.cn14-1167/tf.2016.04.35
2016-06-17
屈普(1970—),男,從事人力資源和信息化管理工作,高級工程師。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36