關于旋鍛工藝獲取鋁鎂合金的探討
2016-10-13 02:05:00徐春波丁子一
船電技術 2016年5期
隋 鑫,徐春波,丁子一
?
關于旋鍛工藝獲取鋁鎂合金的探討
隋 鑫1,徐春波1,丁子一2
(1.武漢船用電力推進裝置研究所,武漢 430064;2.北京愛康宜誠醫療器材股份有限公司,北京 102200)
鋁鎂合金是由鋁和鎂結合的較優化的輕金屬,其中鋁和鎂的結合的一種方式是用棒材鎂和管材鋁的加工成形來實現的。本文探討了通過旋鍛工藝獲取鋁鎂合金的方法,并對其進行觀察,分析原因。
鋁鎂合金 旋鍛 分析原因
0 前言
鋁鎂合金是一種主要由鋁和鎂元素組成的合金,是輕金屬中較優化的一種組合,鎂的密度比鋁小30%,并且有較好的可切削性和機械強度。盡管如此,鎂的使用仍然具有很大的局限性,因為其易受腐蝕,有很差的耐氧化性和在室溫環境中較差的可塑性。相對來說,鋁有很好的抗腐蝕型和耐氣候性。將鋁和鎂結合成鋁鎂合金可以將兩種元素的物理化學性能達到最佳,其導熱性能和強度尤為突出。鋁鎂合金質堅量輕、密度低、散熱性較好、抗壓性較強,能充分滿足3C產品高度集成化、輕薄化、微型化、抗摔撞及電磁屏蔽和散熱的要求。因此,鋁鎂合金在工業領域廣泛應用于汽車行業、造船行業以及攜帶式的器械中。
1 現有鋁鎂合金加工技術
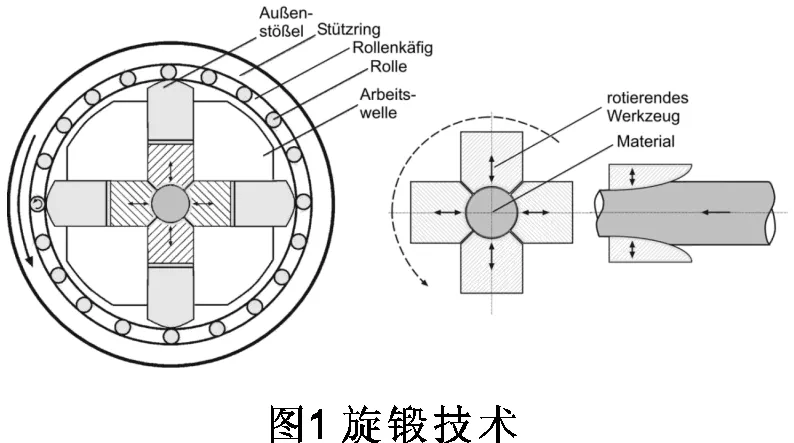
旋鍛技術是一項非切割的加工成形技術,可以減少環繞壞料,管材的橫截面。如下圖所示,四個工具錘不規則的高速鍛打不斷進給的工件,通過這種進給方式,工件的成形不會突出在其中某一個或者某幾個方向,而是表現在工件表面的各個地方,使壞料受徑向壓縮成形和沿軸向延伸的過程。同時,在鋁鎂合金的加工過程中,將鋁和鎂連接起來取決于接觸面兩種材料之間的擴散,因此還要考慮熱加工成形的加工因素,即由熱成形的溫度和時間來決定[1]。
2 實驗過程
2.1 原材料選擇
在旋鍛工藝中,選用三個直徑為30 mm的鎂合金的棒材,分別為AZ80,AZ31和ZK60。管材選用內徑為30 mm,外徑32 mm的鋁合金Al99.5[2]。

2.2 實驗準備
2.2.1 毛刷打磨
將棒材鎂和管材鋁的接觸表面用毛刷打磨,即打磨棒材鎂的外表面和管材鋁的內表面,使其表面有一定的粗糙度。這是為了去除其表面的氧化層,以保證棒材和管材連接時有更好的分子滲透能力。
將毛刷固定在支架上,用電機驅動使其旋轉來打磨棒材和管材的表面。當棒材和管材表面的氧化層被全部刷掉后,即表面有一定的粗糙度后,打磨工作完畢。隨后,將棒材和管材浸入濃度為99.7%的工業酒精中,避免產生新的氧化層。

2.2.2 浸蝕
由于鋁在空氣中極易生成氧化層,因此管材鋁在用毛刷進行表面處理以后浸入濃度較低的NaOH溶液中進行浸蝕,以便于將管材鋁內表面的所有的氧化層處理干凈。將管材鋁浸入濃度較低的NaOH溶液中2分鐘,將會看到表面產生氣泡,這就是析氫的一個現象,說明氧化層已經跟NaOH溶液反應完畢。2分鐘過后,將管材鋁撈出來并迅速用酒精沖洗,再浸入酒精中[3]。
為了驗證浸蝕對鋁和鎂連接有作用,將其中一個管材鋁不進行浸蝕反應,觀察其后續的實驗現象。
2.2.3 鋁鎂合金組合種類
在本實驗中,一共采用了四種鋁鎂合金組合的方式,如下表所示:
2.3 冷旋鍛加工
將管材鋁和棒材鎂從酒精中取出并干燥,隨后借助長柄夾,將管材鋁和棒材鎂插入冷鍛機進行冷鍛結合。每一次冷鍛都使其有很小的變形度(每次的直徑減少量為0.5 mm),每一次冷鍛后將鋁和鎂放入保溫爐中烘一段時間,再進行下一次冷鍛,直至其外徑由32 mm降至10 mm。
2.3.1 第一次實驗(保溫爐溫度300℃)
第一次實驗將保溫爐調至溫度到300℃。隨著變形程度的增大,棒材鎂有斷裂現象。分析原因為鋁和鎂并未達到足夠高的反應溫度。因此準備第二次實驗,將保溫爐的溫度再升高100℃,并且要增加鋁和鎂在爐中的時間,為了保證金屬,尤其是鎂在每次冷鍛后可以盡可能的消除內應力,增加韌度。

2.3.2 第二次實驗(保溫爐溫度400℃)
第二次實驗進展的順利,通過冷旋鍛,鋁鎂合金的樣品的外徑由32 mm分多次壓縮至10 mm。在每次冷鍛過程中,鋁鎂合金的樣品放入保溫爐中15分鐘。具體的實驗外徑的變化過程見下表。其中為了觀察變形度的大小對鋁鎂的連接有沒有關鍵作用,有一組樣品的的外徑通過冷旋鍛直接從17.5 mm降至13 mm。
3 金相觀察
3.1 取樣
用切割機切割出任意一小截,以便于能用光學顯微鏡觀察鋁鎂合金樣品的連接程度。觀察樣品一共分為4組:
AZ31-鎂 + Al99,5-鋁(浸蝕);
AZ80-鎂 + Al99,5-鋁(浸蝕);
ZK60-鎂 + Al99,5-鋁(浸蝕);
ZK60-鎂 + Al99,5-鋁(未浸蝕);
3.2 樣品填料
樣品填料將使用一種自然時效的硬化劑。這種硬化劑的使用比例為:每25g樹脂融入3g硬化劑。將樣品嵌入這種硬化劑中24小時即可保證試樣制作的完成。
實驗中發現,樣品嵌入硬化劑中產生了很多氣泡,這說明棒材鎂和管材鋁的中間還是有空氣,一定程度上說明了鋁和鎂連接的并不是很好。
3.3 顯微鏡觀察
隨后用濕磨機切割出若干小樣品并進行顯微鏡觀察。
3.4 實驗分析
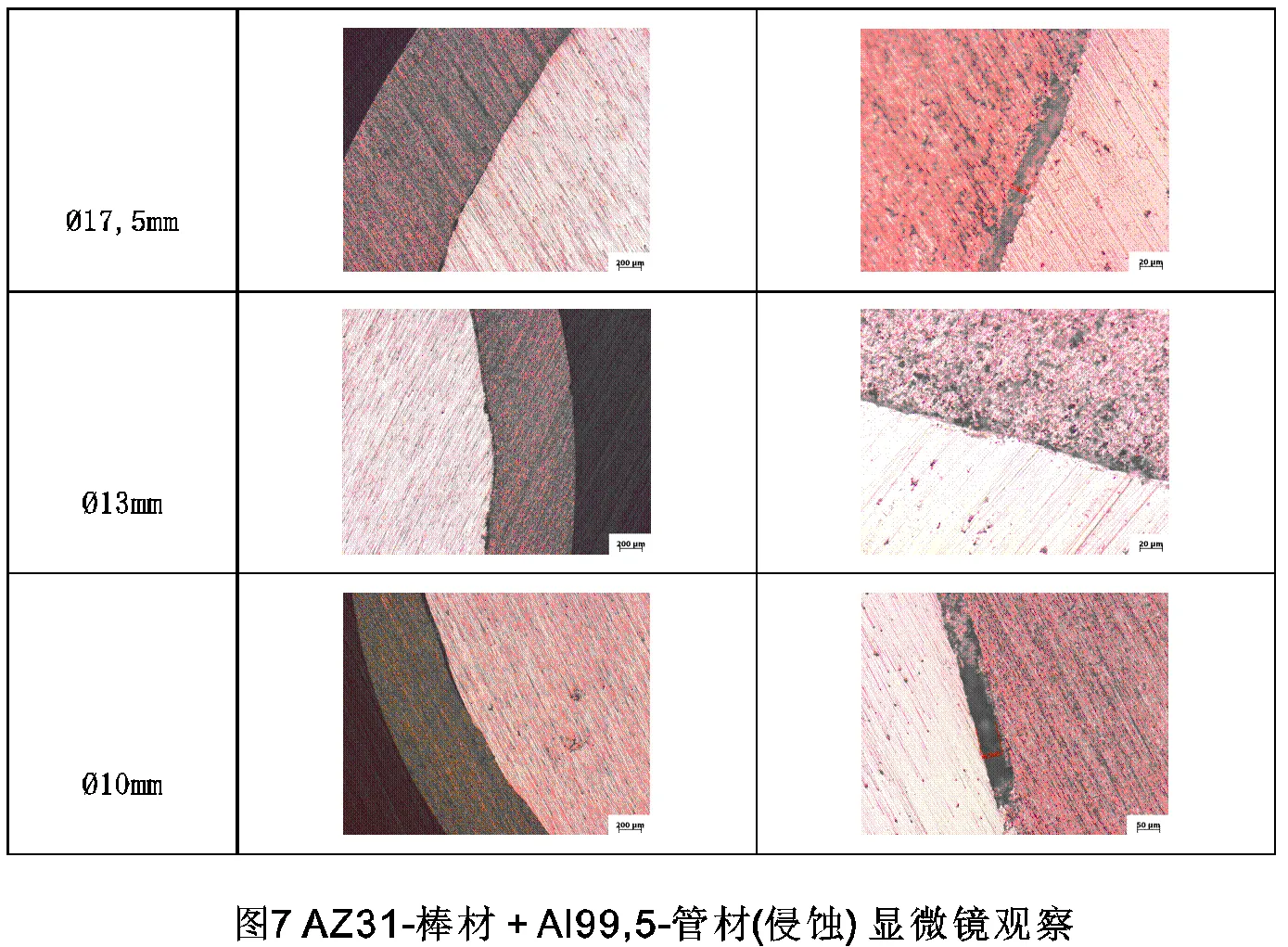
從顯微鏡觀察的圖中可以看到,在冷旋鍛之后四種組合的棒材鎂和管材鋁之間絕大多數都存在較大的縫隙,僅有極少數的有較好的連接。觀察其中一組冷鍛從外徑17.5 mm直接到13 mm的一組樣品,發現其中間的縫隙比從17.5 mm至15 mm的要大,說明了較小的變形度會使鋁和鎂有更好的連接。觀察侵蝕組樣品和未侵蝕組樣品,發現并未有明顯差異,表明在如此條件下侵蝕并未對鋁和鎂的連接有比較明顯的影響。
對實驗結果進行深入分析,得出了四個主要影響結果的因素。

3.4.1 溫度影響
第一次實驗保溫爐的溫度只有300℃,棒材鎂有裂開,鎂和鋁的連接失敗,原因是鎂在相對較低的溫度(300℃)下韌性較低,并且加熱時間不長。第二次實驗保溫爐的溫度有400℃,并且加熱時間延長至15分鐘,肉眼觀察鋁和鎂連接處無裂縫,原因是在較高的溫度(400℃)下,金屬離子之間的擴散速度會加快并且加熱時間的延長,使其擴散的時間更長。
3.4.2 表面處理
實驗前對棒材鎂和管材鋁進行了浸蝕處理,可是試驗中并沒有起到明顯的作用。原因可能是進行表面處理時酒精未把表面清理干凈等人員操作的失誤。
3.4.3 熱延展性差異
因為鎂的熱延展性要比鋁的高10%,所以分析在溫度從400℃降至室溫時鎂的變形要比鋁的變形大,使其中間會存在縫隙。
3.4.4 旋鍛工藝的不連續性
當工件進給時被4個工具無規則的捶打,當進給速度較快時,即使直徑變化很小,鋁和鎂之間還是會存在較小的間隙。
在樣品切削照片中可以看到,在鋁和鎂的連接層周邊有裂縫。分析認為:開始時鋁和鎂之間會有一個連接層,隨著變形的增大,這個連接層的里面,即鎂發生裂開,可能是由于冷鍛這種非線性的變形而引起了金屬內應力的變化。
4 結論與展望
在本實驗中,通過冷旋鍛和熱加工成形,ZK60棒材鎂和Al99.5管材鋁的連接最好。本次實驗條件有限,關于鋁鎂合金加工還可以通過軋材斷面來實現。因為其是連續性的加工方式,并且每一道次的變形度都很大。不僅如此,通過軋材斷面可以使鋁和鎂中間的空氣消除干凈。因此通過軋材斷面的加工方式會使鋁和鎂的連接更好。
[1] Julia M. Innovative thermomechanische Behandlungen zur Erzielung h?chster Schwingfestigkeiten in den Magnesiumknetlegierungen der Legierungssysteme AZ und ZK . 2009.
[2] Kammer, C. (herausgeber) Magnesium-Taschenbuch, Aluminium-Verlag Düsseldorf. 2000.
[3] Dipl.-Ing,Julia Müller. Innovative thermomechanische Behandlungen und mechanische Oberfl?chenbehandlung zur Erzielung h?chster Schwingfestigkeiten in den Magnesiumknetlegierungen der Legierungssysteme AZ und ZK, Clausthal(2009).
TG146
A
1003-4862(2016)05-0041-05
2015-10-09
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
