H型鋼表面質(zhì)量自動檢測技術(shù)的應(yīng)用探討
2016-10-10 09:11:50潘華,左發(fā)
山西冶金 2016年2期
潘 華,左 發(fā)
(山東省冶金設(shè)計院股份有限公司, 山東 萊蕪 271104)
?
H型鋼表面質(zhì)量自動檢測技術(shù)的應(yīng)用探討
潘華,左發(fā)
(山東省冶金設(shè)計院股份有限公司, 山東萊蕪271104)
簡要介紹HotEye熱眼技術(shù)工作原理,并通過分析H型鋼的缺陷位置及相應(yīng)的形狀特征,提出H型鋼表面質(zhì)量自動檢測技術(shù)的應(yīng)用可行性和系統(tǒng)設(shè)計特點,為型鋼表面質(zhì)量自動檢測提供切實可行的理論方案。
H型鋼表面質(zhì)量HotEye熱眼技術(shù)表面自動檢測
萊蕪鋼鐵股份有限公司大H型鋼生產(chǎn)線是在2005年從德國西馬克梅爾公司引進(jìn)的。該生產(chǎn)線以近終形異型連鑄坯為原料,連鑄坯經(jīng)過一架Φ1 082 mm兩輥可逆粗軋機(jī)軋制后經(jīng)鏈?zhǔn)揭其摍C(jī)橫移進(jìn)入UR(萬能粗軋)—ED(軋邊機(jī))—UF(萬能精軋)往復(fù)連軋機(jī)組進(jìn)行往復(fù)軋制成型,而后通過冷卻、矯直、鋸切后進(jìn)入碼垛收集工序。
在最終成品質(zhì)量檢查中,由于生產(chǎn)節(jié)奏的限制,質(zhì)量檢查控制點只能被安排在冷床位置,并且只能通過人工巡檢的方式進(jìn)行H型鋼產(chǎn)品表面質(zhì)量的檢查與控制。這種生產(chǎn)模式,職工勞動強(qiáng)度大,生產(chǎn)效率低,并且因為漏檢造成的不合格品不時流入市場,易引起產(chǎn)品質(zhì)量異議,造成經(jīng)濟(jì)損失。
HotEye熱眼技術(shù)是一種在線自動檢測技術(shù),目前已被廣泛應(yīng)用于板帶和棒材生產(chǎn)線,而且全國H型鋼的產(chǎn)量已經(jīng)超過了2 000萬t,因此實現(xiàn)H型鋼表面質(zhì)量在線自動檢測有廣泛的應(yīng)用前景及實際意義[1-3]。
1 H型鋼缺陷分析及形狀特征

H型鋼的表面質(zhì)量缺陷主要分為腹板裂紋缺陷,翼緣外側(cè)拉絲壓入和異物壓入缺陷,R角拉絲壓入和異物壓入缺陷,腹板浪、腹板穿洞缺陷等。其中,腹板裂紋缺陷和壓入缺陷為表面質(zhì)量主要缺陷,這些缺陷具有隨機(jī)性、偶然性、局部性等特征,人工巡檢目測難度和勞動強(qiáng)度均較大。
腹板裂紋缺陷主要為縱向缺陷,其寬度一般只有250~500 μm,深度一般為500~1 000 μm,長度一般超過10 mm。因此,對于在線自動檢測系統(tǒng),其檢測精度應(yīng)較高。
H型鋼的表面缺陷主要分布在三個區(qū)域:H型鋼內(nèi)部四個R角區(qū)域、H型鋼翼緣外側(cè)區(qū)域和上下腹板區(qū)域。因此,對于在線自動檢測系統(tǒng),檢測范圍應(yīng)為表面全覆蓋。

H型鋼尺寸范圍廣,以萊鋼大H型鋼為例,其腰高范圍從200 mm到1 000 mm,翼緣寬度范圍從50mm到407mm。因此,對于在線自動檢測系統(tǒng),其攝像頭位置必須是可調(diào)的。
H型鋼頭尾存在較多的表面質(zhì)量缺陷,但在后部工序中會進(jìn)行相應(yīng)的切除。因此,在線自動檢測系統(tǒng)在頭尾位置應(yīng)該被屏蔽,否則報錯現(xiàn)象將頻繁發(fā)生。
由于H型鋼的尺寸范圍較廣,其輥道側(cè)擋板距離較大,H型鋼在軋制后容易出現(xiàn)偏頭等缺陷。為保護(hù)在線檢測系統(tǒng)不受損壞以及對軋材定位準(zhǔn)確,在自動檢測系統(tǒng)前必須設(shè)置強(qiáng)力側(cè)向?qū)О濉?/p>
2 Hot Eye熱眼技術(shù)原理
熱眼HotEye系統(tǒng)是利用特殊設(shè)計的光學(xué)投射方式,對鋼材表面進(jìn)行在線檢測,其檢測原理基于圖像在線表面檢測技術(shù)。在線表面檢測技術(shù)比傳統(tǒng)的渦流探傷具有多方面的優(yōu)勢。首先,基于圖像的表面在線檢測技術(shù)已經(jīng)被成熟應(yīng)用在板材上,后來拓展到連鑄坯和棒線材,其檢測精度較高,最小缺陷尺寸可達(dá)0.025mm,相當(dāng)于渦流技術(shù)的1/5甚至更小。熱眼采用多個攝像頭,沿H型鋼四周布置,覆蓋所需檢測表面,在H型鋼軋制成形的過程中,在線檢測系統(tǒng)對H型鋼表面動態(tài)成像,如圖1所示。其次,基于圖像的表面在線檢測技術(shù)能依據(jù)不同H型鋼的表面特性(因鋼種、尺寸規(guī)格、軋制工藝而不同)選擇合適的系統(tǒng)參數(shù),對檢測過程進(jìn)行優(yōu)化。另外,基于圖像的檢測技術(shù)可以提供實時、直觀的表面質(zhì)量信息,具有自動檢測、分類功能,可以直接與數(shù)據(jù)庫通訊,提供H型鋼表面的缺陷圖像反饋等。
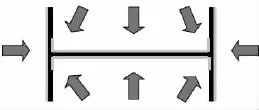
圖1 H型鋼檢測部位及攝像頭示意圖
3 H型鋼檢測部位及精度規(guī)范
H型鋼的缺陷特征要求檢測系統(tǒng)需要涵蓋的檢測部位包括左右側(cè)板外表面全長、底板上下表面全長和H型鋼內(nèi)R角范圍。萊鋼大H型鋼的產(chǎn)品范圍要求此檢測系統(tǒng)使用的H型鋼應(yīng)該滿足寬度方向最小200mm、最大1000mm,高度方向最小50 mm、最大400mm。
HotEye為一個圖像系統(tǒng),因此H型鋼必須有表面開口才能得以檢測。此外,系統(tǒng)對表面平順度較敏感,即于表面開口的“坡度改變”成為影響信噪比的主要因素。在前段所述的尺寸及檢測部位規(guī)范下,對于H型鋼常見的縱向橫向裂紋缺陷、飛邊壓入缺陷、拉絲壓入缺陷較敏感。某些文獻(xiàn)資料[1-3]顯示,對于H型鋼缺陷,HotEye系統(tǒng)將可檢測到具有下列特征的表面缺陷。
1)縱向(L)缺陷:如圖2所示的縱向缺陷,寬度W≥200μm,深度大于寬度,長度L>10mm。
2)橫向(T)缺陷:如圖3所示的橫向缺陷,寬度W≥2 mm,深度大于寬度,長度L>1 mm(速度為10 m/s)。
3)缺陷坡度:如圖4所示,缺陷的表現(xiàn)型式為表面有開口存在,坡度傾角α必須小于或等于45°。
在滿足上述三種條件的情況下,其檢測率應(yīng)達(dá)到95%以上。
由于H型鋼頭端和尾部具有極大的活動自由度,頭尾缺陷較多并且在后部工序需要切除,某些部分有可能會有較差的檢測效果。因此,在系統(tǒng)設(shè)計時有必要通過通信或LUT設(shè)定H型鋼頭端和尾端的遮罩區(qū)域。
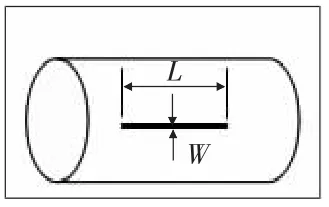
圖2 縱向(L)缺陷

圖4 缺陷坡度
4 型鋼表面質(zhì)量自動檢測技術(shù)的應(yīng)用及系統(tǒng)設(shè)計特點

根據(jù)H型鋼的缺陷特征和形狀特征,對型鋼表面自動檢測攝像頭提出以下配置設(shè)計:
總計配置8個攝像頭,分別用于檢測H型鋼的R角區(qū)域、上下腹板區(qū)域和翼緣外側(cè)區(qū)域。針對H型鋼的不同寬度,將8個攝像頭安裝于兩套相對的C形機(jī)座上,兩套C形機(jī)座各以一套伺服電機(jī)透過線性制動器及滑軌帶動,提供水平對稱運動。在實際使用時依據(jù)型鋼寬度將攝像頭移動到適合的檢測位置。而針對型鋼的不同高度,在每個攝像頭上配有伺服電機(jī)及線性滑軌,將攝像頭/光源至鋼材表面的工作距離保持一定值,使攝像頭配置的線性滑軌可供攝像頭對焦微調(diào)操作。攝像頭及C形支架配置正視圖如圖5所示。
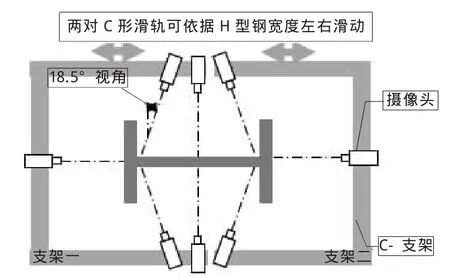
圖5 攝像頭及C形支架配置正視圖

圖6 偏折攝像頭保護(hù)設(shè)置圖
圖5中所示的攝像頭的安裝及檢測在實際設(shè)計中可以借助鏡片組偏折攝像頭,如圖6所示。如此設(shè)計使得攝像頭最終均可水平布置,線性滑軌的運動全部轉(zhuǎn)換為水平運動,一方面可以降低伺服電機(jī)負(fù)載,另一方面可避免攝像頭鏡片組等昂貴部件直接暴露于鋼材表面的熱輻射區(qū)及軋材頂部的粉塵污染區(qū)。

由于軋機(jī)冷卻水以及H型鋼的軋制特征,H型鋼上腹板表面含有大量積水。為了消除H型鋼上腹板表面積水的影響,需要在UF軋機(jī)后裝設(shè)風(fēng)刀系統(tǒng)。根據(jù)萊鋼大H型鋼現(xiàn)場經(jīng)驗,如果設(shè)置一套風(fēng)刀,在軋制小尺寸鋼材時能比較有效地排除鋼材表面積水,但是當(dāng)軋制大尺寸鋼材時,由于氣刀作用主要是沿相逆于軋制方向堵住積水,而型鋼翼緣高度過高,積水無法自兩側(cè)流出,只是越積越高,形成一個“水壩”,積水到一定量后,“水壩”壓力大于風(fēng)刀壓力,容易造成部分積水通過風(fēng)刀而殘留在型鋼表面,如圖7-1所示。為了既有效又經(jīng)濟(jì)地解決以上問題,實際應(yīng)用時可以采用多重風(fēng)刀系統(tǒng),如圖7-2所示,在UF軋機(jī)后配置三套風(fēng)刀,根據(jù)腹板表面的積水情況選擇投入使用的風(fēng)刀數(shù)量。

由于H型鋼表面自動檢測攝像頭的位置調(diào)整均在換規(guī)格期間完成,因此在實際生產(chǎn)時位置不再調(diào)整。因為系統(tǒng)是在線監(jiān)測,軋材底部被固定在輥道面上,縱向面相對來說較固定,橫向面因為輥道側(cè)擋板距離較遠(yuǎn),加上設(shè)備精度及軋制變形的不均勻性等因素,軋材出UF軋機(jī)后容易出現(xiàn)偏頭缺陷。因此,為保證鋼材的左右中心對稱,必須在自動檢測系統(tǒng)前配置強(qiáng)力側(cè)導(dǎo)板。側(cè)導(dǎo)板為喇叭口設(shè)計,手動/電動可調(diào)。兩側(cè)擋板能夠提供足夠的側(cè)向支撐力以導(dǎo)正H型鋼的運動和定位。通過強(qiáng)力側(cè)導(dǎo)板的引導(dǎo),使得軋材的橫向左右對心精度保證在±50 mm以內(nèi)。

圖7 表面積水排除系統(tǒng)配置
5 結(jié)語
根據(jù)H型鋼表面質(zhì)量缺陷分析及形狀特征可知,H型鋼表面質(zhì)量自動檢測技術(shù)是實際可行的,其主要表面質(zhì)量缺陷腹板裂紋及異物壓入缺陷均在檢測精度范圍內(nèi)。隨著H型鋼產(chǎn)量的不斷擴(kuò)大,型鋼表面質(zhì)量自動檢測技術(shù)的應(yīng)用將更加廣泛,對其系統(tǒng)配置的設(shè)計也將更加精細(xì)。
[1]黎景全.軋制工藝參數(shù)測試技術(shù):第3版[M].北京:冶金工業(yè)出版社,2006:12.
[2]楊靜,陳雷鳴.熱眼HotEye在南鋼高線的應(yīng)用[J].冶金動力,2014(3):62-64.
[3]蔣立國.儀表測量技術(shù):第3版[M]:廣州:華南理工大學(xué)出版社,1998:352.
(編輯:胡玉香)
Discussion on the Application of Automatic Detection Technology of H Beam Steel Surface Quality
PAN Hua,ZUO Fa
(Shandong Province Metallurgical Engineering Co.,Ltd.,Laiwu Shandong 271104)
This paper briefly introduces working principle of HotEye thermal eye technology.Through the analysis of H beam steel defect position and the corresponding shape features,it proposes the application feasibility of H beam steel surface quality automatic detection technology and the characteristics of system design,providing practical theoretical scheme for automatically detecting the surface quality of H beam steel.
H beam steel,surface quality,HotEye thermal eye technology,surface automatic detection
TP274+.5
A
1672-1152(2016)02-0056-03
10.16525/j.cnki.cn14-1167/tf.2016.02.21
2016-03-21
潘華(1984—),男,從事冶金軋鋼工程設(shè)計與研究工作,工程師。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
