石油井架用非標大H型鋼焊接生產線
2016-10-10 09:11:47李旺順馬彬鋒李俊輝王振安劉國剛
山西冶金 2016年2期
陳 峰, 李旺順, 馬彬鋒, 楊 凱, 李俊輝, 王振安,牛 毅, 劉國剛
(1.中國重型機械研究院股份公司, 陜西 西安 710032;2.西北鋁加工廠, 甘肅 定西 748111;3.寶石咸陽石油鋼管鋼繩有限公司, 陜西 咸陽 712000)
?
石油井架用非標大H型鋼焊接生產線
陳峰1, 李旺順2, 馬彬鋒1, 楊凱2, 李俊輝1, 王振安3,牛毅2,劉國剛2
(1.中國重型機械研究院股份公司, 陜西西安710032;2.西北鋁加工廠, 甘肅定西748111;3.寶石咸陽石油鋼管鋼繩有限公司, 陜西咸陽712000)
通過分析井架用焊接H型鋼生產的工藝瓶頸,在最大幅度節約投資成本的前提下,設計出成套出口石油井架用大H型鋼的專用生產線。此生產線投產后,在產品質量達到要求的同時,成材率也達到95%以上,可以作為生產高精度井架用大H型鋼的參考。
H型鋼焊接矯直井架
井架用大H型鋼的交貨狀態在翼緣斜度、腹板中心偏差以及全長彎曲度均有數值要求[1](見表1和表2)。通過表1和表2的對比可以發現:出口石油井架H型鋼的產品質量要求高于現有熱軋H型鋼要求;石油井架用H型鋼大多數為非標H型鋼,尺寸規格均大于熱軋H型鋼,其精整矯直工藝較難用傳統的方式實現。

表1 熱軋和井架用焊接H型鋼產品質量要求對比

表2 熱軋和井架用焊接H型鋼產品規格對比
出口井架用非標H型鋼限制用火焰方式進行矯整,導致傳統工藝生產的出口井架用非標H型鋼的產品成材率不及30%,嚴重制約產品交貨期和企業生產利潤。中石油陜西某公司出口井架用大H型鋼生產企業與中國重型機械研究院股份公司聯合攻關,研發新的工藝和裝備,使焊接石油井架用H型鋼的成材率達到95%以上,產品質量和生產效率均得到大幅提高。
1 原有井架用焊接H型鋼生產工藝及存在瓶頸

數控火焰切割定尺下料—人工組焊—手工自動吐絲電弧焊焊接—火焰矯直—翼緣冷矯直—收集。組焊過程中需人工調整腹板和翼緣的位置。冷矯機械為簡易翼緣矯直機,無法實施彎曲矯直,矯直過程中無類封閉型孔型對H型鋼斷面進行矯形。圖1是該生產線產品的主要缺陷形式。
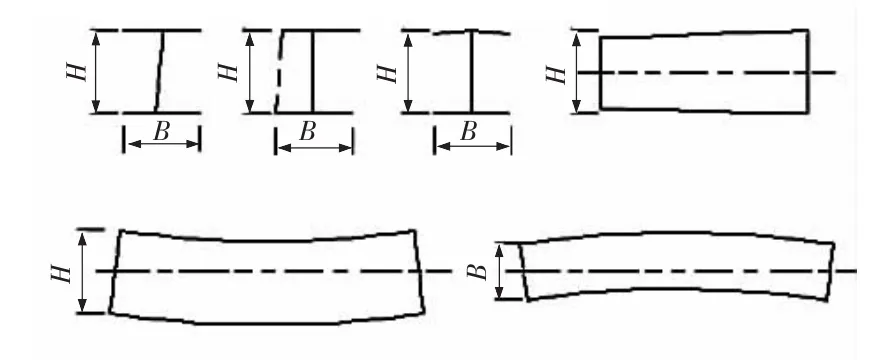
圖1 傳統焊接井架用H型鋼的主要缺陷形式

1)腹板和翼緣的切割面均為毛面,組焊過程中這些毛面成為基準面,易于造成腹板不對正、腹板和翼緣不均勻偏心缺陷,導致后續形成大的焊接變形。
2)組焊完成后,無中間檢驗及時效過程,焊接時工件未采取任何防止變形的工藝措施,不能及時發現和糾正焊接過程中產生的變形。
3)焊接完成后,通過火焰對彎曲部位進行局部加熱、矯直,容易造成局部脫碳,影響使用強度。若火焰加熱部位較多,則容易發生隱患。
4)由于原生產線長期采用火焰加熱的方式進行熱矯,致使冷矯直只針對翼緣進行矯直,全長直線度矯直功能缺失,無法滿足出口井架所要求的完全冷矯出成品的工藝要求。
2 滿足出口井架用非標H型鋼焊接生產的基本工藝方案
圖1表述的是焊接H型鋼的6種主要缺陷形式,其中前三種變形主要是組焊時產生的,后三種變形主要是焊接變形所致。因此必須在組焊與焊接過程中控制焊件變形,開發出可同時應對全長彎曲和翼緣矯直的矯直工藝,才能滿足出口井架用H型鋼的交貨要求。具體方案有:開發新型組焊機構,嚴格控制各個焊件的位置關系,排除位置精度超差造成的廢品;焊接工藝由一次焊接完成改為對角分步焊接,中間時效的焊接工藝,可有效控制焊接變形。
初步提出如下工藝:數控火焰切割—鋼板切割面全長銑削加工—預檢查—高精度組焊—自動埋弧焊接—時效—自動埋弧焊接—時效—冷矯—收集。其工藝優勢為:通過嚴格控制焊接組件的位置精度、焊件變形程度,使精密矯直成為可能,極大地提高井架用非標H型鋼的成材率。
3 出口井架用非標H型鋼生產線主要裝備的技術特點

切割面的平整程度直接影響著腹板與翼緣的垂直度、兩翼緣切割面的平面度。因此,只有嚴格控制組焊前的鋼板尺寸精度,才能為組焊件尺寸精度的提高做好保障。開發專用機床對切割鋼板沿全長進行邊部切削,切削量控制在2 mm左右,切削時采用上、下翼緣同時加工,以確保上下翼緣的尺寸精度。
銑削機床采用C型臥式機構,銑削頭可在床身上沿工件全長移動。工件加工面與床身平面平行,工件的夾緊采用水平液壓夾緊(如圖2所示),可減少工件調整輔助時間,提高銑削工作效率。

組焊的目的是確定翼緣和腹板精確位置,并點焊保持,為后續連續焊接提供條件。傳統的組焊過程為:先進行下翼緣和腹板的組焊,工件位置控制依靠人工確定,點焊時機構只對工件局部夾持;待下翼緣和腹板組焊完畢后,再組焊上翼緣和腹板,點焊時仍然采用手工電弧焊焊接,此過程中上翼緣和下翼緣沒有任何約束。其中,該設備主要存在如下缺陷:組焊時為局部點焊,焊接后變形程度隨著H型鋼長度的增長而加大;組焊時翼緣和腹板的初始位置和夾持位置均依靠人工調整,精度受限;采用手工電弧焊焊接對生產效率和勞動環境極為不利。

圖2 銑削專用機床工作示意圖
新型組焊機采用組焊前腹板位置自動調整,焊接時多部位夾持,且夾持位置自動調整,位置控制精度可達±0.1 mm,焊接采用連續式埋弧自動焊進行組焊,由傳統的點焊改為小焊角連續焊接,焊接生產效率和組焊精度都有很大程度的提高。圖3為新型組焊機組工藝平面示意。
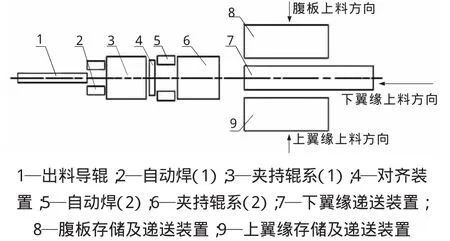
圖3 新型組焊機組平面示意圖
如圖3所示,其工藝過程如下:組焊所需要的下翼緣鋼板沿縱向運輸至下翼緣遞送裝置的最前端,并咬入夾持輥系(2)的下水平引料輥;腹板存儲及遞送裝置橫向將水平放置腹板遞送到組焊中心線,腹板遞送裝置的翻轉機構將腹板翻轉至垂直狀態,并咬入夾持輥系(2)的引料立輥;上翼緣存儲及遞送裝置將上翼緣遞送至組焊中心線,并通過自身的支撐輥遞送至夾持輥系(2)的上水平引料輥;翼緣夾持輥系(2)的翼緣夾持立輥伸出將上、下兩翼緣夾緊,與H型鋼端面形狀相吻合的模具的端部推料裝置將組合件推入夾持輥系(2)的成組夾持輥;待組合件端頭和對齊裝置對齊后,夾持輥系(2)中腹板夾持輥啟動,自動焊(2)開始對組合件對角焊接,直至小焊角焊接完畢。出料導輥對焊接中和焊接后的H型鋼進行出料和導向,立輥裝置對腹板高度大于500 mm 的H型鋼進行導向。見圖4。
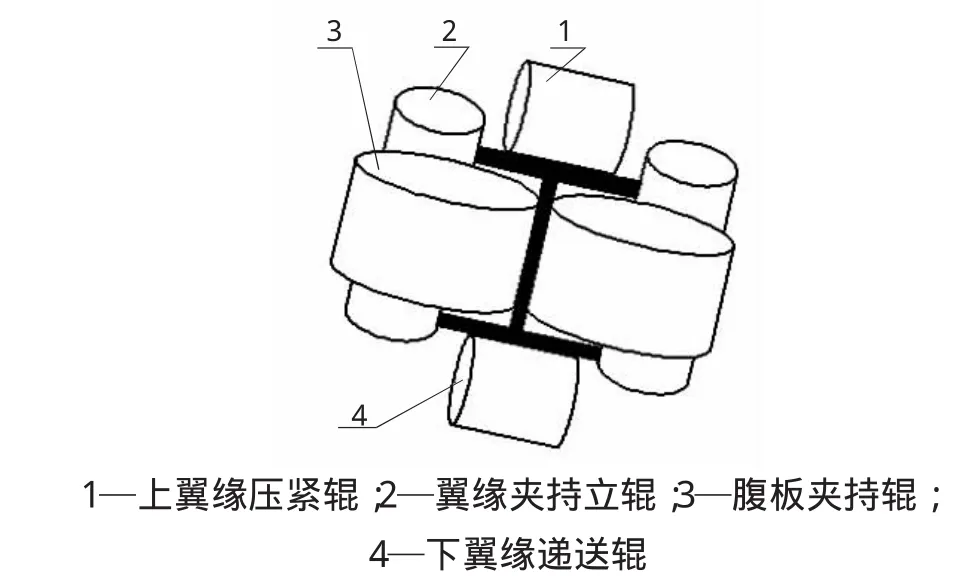
圖4 夾持輥系(2)中的一組夾持輥
該新型組焊設備(技術性能見表3)的特點是:可實現焊接前自動化拼板,較人工拼板節約了大量的輔助時間;夾持輥系(1)和(2)中的腹板夾持輥和下翼緣遞送輥均為主動輥,且有同步控制系統,腹板夾持輥的輥縫調整精度為±0.1 mm,能夠有效的保證組焊精度;夾持輥系(1)和(2)中的成組夾持輥構成類封閉孔型[2],避免了單一布置所帶來的H型鋼易于跑偏問題;夾持輥系(2)中的成組類封閉孔形,其輥縫調節采用液壓和電動相結合的方式,在組合件未對齊之前,液壓輥縫缸活塞收回,待組合件對齊之后,焊接開始,液壓輥縫缸活塞伸出,壓緊腹板和上翼緣鋼板,可更好地控制組合件斷面形狀。
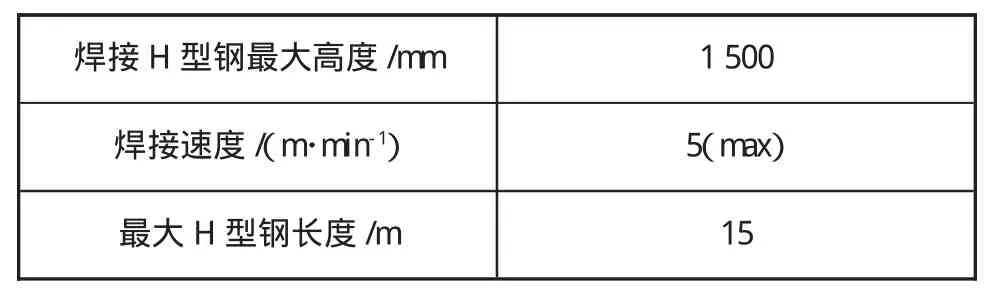
表3 新型組焊機主要技術性能指標

為了達到分步焊接及中間時效的目的,將H型鋼設置為45°布置自動翻轉平臺,配合自動吐絲埋弧焊機進行焊接。工件一次調平后經一次自動翻轉,即可完成4道焊縫的焊接,根據工藝要求確定焊接道次。避免過大的焊接量造成焊接變形,這也是控制中間變形、降低冷矯負荷、提高成材率的關鍵措施。
該焊接平臺的特點:焊接過程中4道焊縫為對角焊接狀態,焊接過程中變形小;焊件的翻轉采用柔性可調節翻轉技術,能滿足不同規格焊件的無沖擊噪音翻轉。

冷矯設備是保證最終直線度的關鍵設備。若大規格非標規格的H型鋼按照輥式型材矯直的理念設計,則會存在設備龐大、工藝模具制備困難的缺陷[3]。當前普遍采用的方式為翼緣矯直方案,翼緣矯直方案結構參數小、投資低,但不能對被矯材進行斷面彎曲矯整,因此矯直精度提高受限,無法達到出口井架的要求[4]。該生產線創造性地提出了帶有液壓保護的整環節矯直方案,其主要特點為:形成一個完整的矯直環節,可對圖1中的后三類缺陷進行高精度的矯直;通過設置液壓保護裝置(安裝在1—6號立彎組合輥的壓進機構中),可安全地對前三類缺陷進行矯正;對于涵蓋圖1中兩種以上缺陷的非標H型鋼也可以實施一次性矯直;由于輥子布置方式對被矯H型鋼形成了類封閉型結構,可以很好的對H型鋼進行高精度的斷面矯形。圖5為冷矯設備的輥系結構。
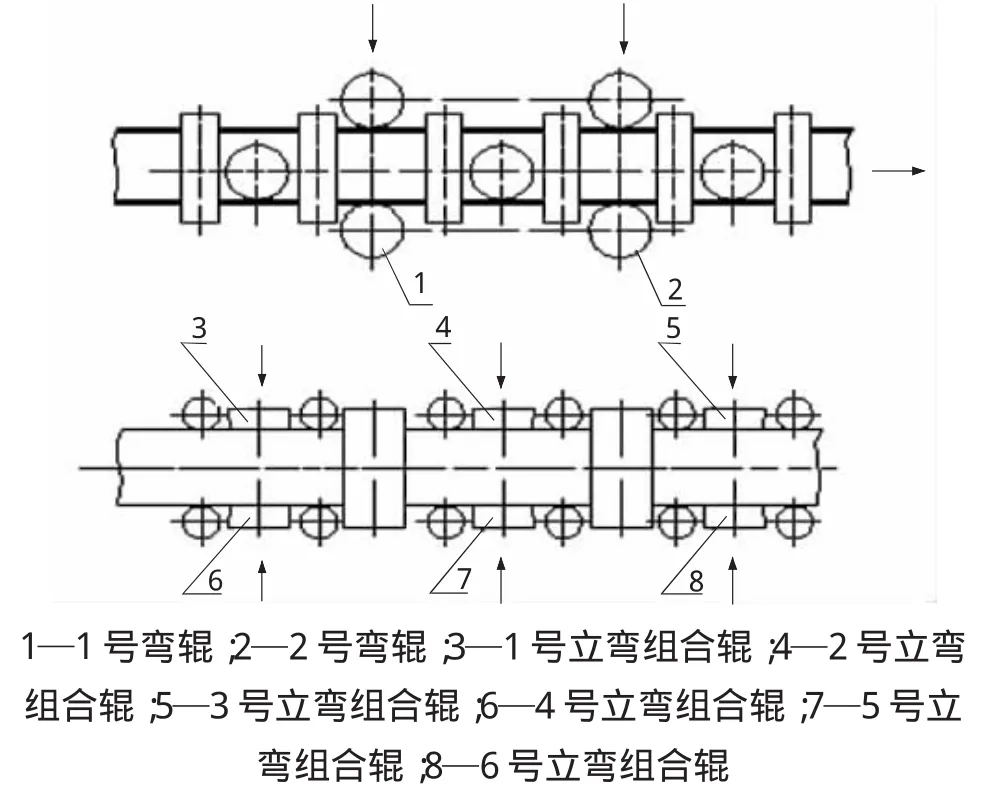
圖5 冷矯設備的輥系結構
如圖5所示,序號3、4、5、6、7、8中的錐形輥在具備翼緣矯正功能的同時,可形成一個大的反彎環節,配合序號1和2對H型鋼進行一個反向的全長矯直;序號3、4、5、6、7、8中的立輥對H型鋼的另一個方向進行全長矯直,從而達到全方位矯整H型鋼的目的。
4 結語
該生產線于2013年7月投產,成品率均達到95%以上。運行情況表明,生產線工藝設置合理,自動化程度高,避免了人工參與對成品質量的影響,矯直前a、b、d型缺陷基本可以避免;組焊和冷矯設備的技術指標及產品質量均穩定,滿足了高精度焊接大型非標H型鋼的交貨要求。生產線中的冷矯方案可以為國內高精度焊接H型鋼生產廠家提供參考。
[1]中國重型機械工業協會.重型機械標準[M].昆明:云南科技出版社,2007.
[2]馬賓鋒,李輝,秦金,等.國產首套鋁及鋁合金十二輥型材矯整機[J].機械管理開發,2014(6):14-16.
[3]曹燕.H型鋼輥式矯直機及矯直輥設計特點[J].冶金設備,2003 (6):16-17.
[4]崔莆.矯直機械與矯直原理[M].北京:機械工業出版社,2002.
(編輯:賀焱)
The Non-standard H-beam Welding Production Line for Oil Derrick
CHEN Feng1,LI Wangshun2,MA Binfeng1,YANG Kai2,LI Junhui1,WANG Zhen’an3,NIU Yi2,LIU Guogang2
(1.China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an Shaanxi 710032;2. Northwestern Aluminium Fabrication.,Dingxi Gansu 748111;3.Baoshi Xianyang petroleum Steel Tube&Wire Pope Co.,Ltd.,Xianyang Shaanxi 712000)
This paper analyzes bottlenecks of H-beam production process.Under the premise of saving the biggest investment cost,this paper designs complete sets of special H-beam production line for exported oil derrick.After this production line is put into production,the product quality meets the requirements,at the same time,the yield is more than 95%,which can be used as a reference for H-beam production of high-precision derrick.
H-beam,welding,straightening,derrick
TG457.11
A
1672-1152(2016)02-0047-03
10.16525/j.cnki.cn14-1167/tf.2016.02.18
2015-11-19
陳峰(1981—),男,現從事管棒型材精整設備的研究和開發工作,高級工程師。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
