φ5.03 m×6.4 m型球磨機小齒輪軸裝配及維護措施
2016-09-20 05:44:10李黔峰
現代礦業 2016年8期
李黔峰
(五礦邯邢礦業有限公司)
?
φ5.03m×6.4m型球磨機小齒輪軸裝配及維護措施
李黔峰
(五礦邯邢礦業有限公司)
針對五礦邯邢安徽開發礦業公司的7臺φ5.03m×6.4m型球磨機頻繁出現小齒輪齒面點蝕、塑性變形等現象,詳述了該型號球磨機小齒輪軸的裝配及維護措施。應用實踐表明,在球磨機使用過程中,針對性的措施可以有效地保證球磨機大小齒輪嚙合狀況,保證球磨機的作業率、充分發揮其工作效能。
球磨機小齒輪軸維護措施
1 問題的提出
φ5.03m×6.4m型球磨機是非煤礦山選礦廠常用的一款球磨機。五礦邯邢安徽開發礦業有限公司選礦車間共使用7臺該型號的球磨機。在生產運行過程中,該球磨機小齒輪齒面點蝕、塑性變形等現象頻繁出現,給正常的生產運行帶來了非常大的影響。如2014年5月1日,3#球磨機振動聲音大,小齒輪表面材料剝落情況嚴重,致使整個球磨機安裝平臺震動劇烈;2015年2月27日,1#球磨機盤車檢查小齒輪潤滑情況時,發現有一根齒有340mm長的撕裂(背面與正面分別為60mm、280mm),齒根處材料脫落30mm,其中裂紋總長約1m,齒輪兩側軸上各有120、140mm長的裂紋。
如何改善球磨機傳動齒輪齒面嚙合狀況,需要研究制訂針對性的預防措施。
2 球磨機小齒輪齒面點蝕、斷齒原因分析
經過視頻檢測及小齒輪震動數據可以看到,7臺球磨機中有4臺出現齒面點蝕及表面材料剝落現象,小齒輪震動加速度檢測數據接近大型設備的正常運轉上限值(9mm/s2),球磨機的整體運行狀況非常差。
檢查發現:①小齒輪一直使用貝奇爾公司生產的開式齒輪專用潤滑脂(L-OGBM000-55),該潤滑脂黏度較低,在球磨機齒面基本無法形成油膜,缺乏有效的潤滑保護;②球磨機噴射潤滑報警系統工作不可靠,系統處于動作狀態的時候噴油口沒有油脂噴出;③出現斷齒的原因是小齒輪在生產過程中的熱處理工藝有問題,屬于備件材質問題。
3 球磨機小齒輪軸的裝配
3.1拆除潤滑系統各油路及其附件
首先,拆除球磨機大齒圈護罩固定螺栓,將大齒圈護罩移至空曠水平位置;同時,將小齒輪噴油裝置的噴嘴組件接頭松脫,將6根噴油管分別標注好安裝位置后連接固定;其次,關閉球磨機小齒輪軸組2個軸承座的進油管閥門,拆除2根進油管的同時,拆除軸承座上端蓋螺栓,將軸承座上端蓋吊運至干凈棉布鋪設的水平地面上,且小齒輪軸軸承座上端蓋上的吊環螺栓僅用于起吊軸承蓋本身,不用于起吊整個傳動軸齒輪組。
3.2氣動離合器拆除
拆除前在氣動離合器的輪轂上用記號筆做好標識,以確保安裝時各部件配合位置不變,拆除氣動離合器上氣管組件、2輪轂連接螺栓及軸向鎖緊裝置,將氣動離合器2個輪轂分別拆除移開。
3.3小齒輪軸組拆卸
斷開慢驅傳動裝置與小齒輪軸組的鏈接,用游標卡尺測出球磨機小齒輪軸軸承座的各條定位螺栓的螺紋位置并進行詳細記錄,使用天車掛吊裝專用袋將小齒輪軸組小心緩慢吊起,將新舊小齒輪軸組裝車運走,吊運時注意不得損傷小齒輪軸組加工表面,不得使小齒輪軸組產生永久變形,不得損壞外部包裝。
3.4 新舊小齒輪軸組運輸、拆除,安裝慢驅側機械離合器和氣動離合器輪轂軸套
對舊小齒輪組一端半離合器軸套均勻加熱,使用500t臥式壓力機將半離合器軸套從小齒輪軸上壓掉,以相同方法將小齒輪軸組另一端的氣動離合器輪轂軸套拆掉。采用油浴加熱的方法將半離合器軸套和氣動離合器輪轂軸套安裝到新的小齒輪軸上,安裝過程中應確保小齒輪軸表面清潔、無毛刺或刮痕,檢查軸和孔的直徑是否可正確配合。將鍵敲入鍵槽,確保其到達鍵槽底部。徹底清洗各零件后測量配合孔和軸的實際尺寸,計算實際過盈量,根據過盈量和零件尺寸確定熱裝的加熱溫度、加熱時間和保溫時間。零件加熱后應以內卡鉗量取其膨脹量,避免因膨脹量不夠造成組裝困難。軸套應裝至端面與齒輪軸端面平齊位置,固定到位,然后讓其冷卻。
3.51#球磨機出現斷齒后小齒輪軸的更換數據3.5.1小齒輪軸對中調整
將組裝好兩端軸套的新小齒輪軸組運回后,徹底清洗底座、軸承箱等零部件,所有零件均應去除毛刺、飛邊和劃痕以免影響安裝。對中軸承座,對中大小齒輪面,蓋上軸承蓋,螺栓擰緊(注意軸承座和軸承蓋必須按原來的配對組裝不能互換)。
安裝小齒輪軸后,將軸承座頂絲頂至標記號的位置,然后設定基準,在高壓電機軸段法蘭軸套上安裝一個剛性托架來固定2個百分表,將2個百分表探針對準小齒輪軸組輪轂軸套的法蘭端面(2個探針點中心對稱,且靠近法蘭邊緣);在端面分別取4個點(每90°取1個點),轉動高壓電機軸,分別讀出2個探針在4個點的讀數,當百分表探針復位后測量數據與初始測量數據一致時,方能確定小齒輪軸及高壓電機軸均已固定,測量出的小齒輪軸徑向跳動和端面跳動數據為可靠值。
由上述步驟測量出小齒輪軸徑向跳動和端面跳動數據見圖1。

圖1 小齒輪軸原始數據(單位:mm)
由測量數據可知,小齒輪軸徑向跳動和端面跳動不在允許偏差范圍內。通過同時調整2個軸承座頂絲來調整測出水平方向的偏差,使之偏差盡量小;通過軸承座底座疊銅片來調整測出垂直方向的偏差。經過多次調整軸承座頂絲、調整軸承座底座銅片數量(慢驅側130道、主電機側90道)和多次對小齒輪軸徑向跳動和端面跳動的測量,最終得到了一組測量數據見圖2,使得小齒輪軸徑向跳動和端面跳動在允許偏差范圍內。
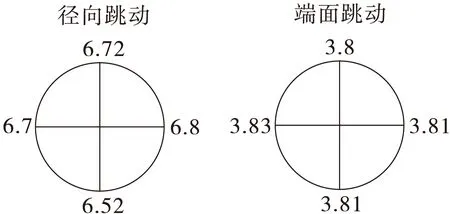
圖2 最終調整安裝數據(單位:mm)
從圖2可以看出:①徑向上下跳動偏差為0.2mm,上偏差10道,符合球磨機啟動時高壓電機的浮起量要求,因此數據有效;②左右徑向跳動偏差為0.1mm,滿足軸的對準徑向偏差不超過±0.127mm的要求,因此數據有效;③端面上下跳動偏差為0.01mm,滿足軸的端面偏差范圍要求,因此數據有效;④端面左右跳動偏差為0.02mm,滿足軸的端面偏差要求,因此數據有效。
由上可知,目前小齒輪軸安裝位置基本可以保證小齒輪軸與筒體軸的平行度要求,符合標準,數據有效。
3.5.2大小齒輪間隙檢測
將2個百分表分別固定在大齒圈的東西兩側,在大齒圈上等分,取12個點,對大齒輪徑向跳動進行測量,結果見表1。

表1 大齒輪的徑向跳動值 mm
使用慢驅傳動裝置,按照工作轉向轉動大齒輪,檢查嚙合點的接觸位置和齒側齒頂間隙。應該測量4 點,在大齒輪上分90°進行,大齒輪最適合的測點在大齒輪的最大徑向跳動處。
以12#齒的徑向跳動量為標準,分別取徑向跳動最大的4個點(1#、5#、7#、9#)進行齒側隙與齒頂隙測量,結果見表2。

表2 齒頂隙與齒側隙值 mm
從表2可以看出,大小齒輪的東西兩側齒頂間隙與齒側間隙在偏差范圍以內,同時,測量出的齒頂間隙與齒側間隙數值在大型設備齒輪嚙合間隙范圍內,在保證了小齒輪軸與筒體軸心平行度的前提下,雖然齒頂間隙及齒側間隙偏大,但是能夠滿足球磨機正常運行要求。
當所有的測量數據符合要求后,將所有螺栓擰緊到100%的預緊力矩,記錄最終的徑向和軸向跳動,確保最終數據符合要求。背緊所有調整螺栓的防松螺母。
3.6安裝氣動離合器
安裝前應徹底清理氣動離合器上油、油脂或灰塵,油和油脂的污染會導致傳遞力矩能力下降,過多的灰塵則會使分離不徹底,任何一種情況發生都會引發離合器打滑而導致過熱。將雙排離合器分成兩半,記下進氣管的方向,記下另一個輪轂的凸緣相對于另一半離合器的進氣管的位置,將摩擦輪轂滑入離合器中。用合適的螺栓和墊圈,將軸向鎖緊裝置裝到另一個摩擦輪轂的凸緣上,與其余離合鼓凸緣連接起來。在輪轂上有錐孔,用以裝配螺栓。將離合器、摩擦輪轂(軸向鎖緊裝置)提升到安裝位置。將帶有柱銷的輪轂上的錐孔,同另一個已安裝在軸套上的輪轂的錐孔對準,確保柱銷與母孔完全配合。使用軸向鎖緊裝置,在軸間提升離合器時要特別小心。軸向鎖緊裝置的安裝板很容易與離合器法蘭表面粘在一起。對準進氣管,重新組裝離合器的兩半,確保墊圈處于離合器間的位置正確。重新裝上進氣管,在進氣管上安裝氣管墊圈。金屬支撐墊圈朝向將離合器進氣管與法蘭中的氣管道對準,并用合適的緊固件將離合器安裝到法蘭上,保證離合器與法蘭的對應部位完全配合。用合適的螺栓和墊圈,將軸向鎖緊裝置安裝到法蘭上。旋轉電機軸,向磨機方向推動法蘭,直到軸向鎖緊裝置的安裝板與法蘭面靠齊,然后擰緊螺栓。按照原始位置安裝大齒輪、慢驅離合器和氣動離合器罩。
3.7試車調試
試車之前應進行全面檢查,包括機械部分、電氣部分及潤滑系統安裝正確,用慢速驅動裝置盤車,檢查大齒輪與齒輪罩,氣動離合器鼓輪與摩擦履之間是否有相互干涉情況。
啟動同步電機,閉合氣動離合器,同時開啟噴霧潤滑系統。大小齒輪運轉應平穩正常,聲音均勻,無周期沖擊噪聲,震動加速度為3.4mm/s2(遠低于大型設備震動加速度極限值9mm/s2),各軸承溫度穩定,不超報警值。
平穩運行一周后,檢測數據均處于正常值,1#球磨機運行狀況良好,小齒輪軸更換效果良好。
4 球磨機小齒輪的維護措施
(1)將所有的球磨機齒輪油更換為福斯開式齒輪潤滑劑(ceplattynKG10HMF), 此型號潤滑劑為齒輪磨合油,適用于磨合初期狀態下大型設備齒輪潤滑。經過1周的磨合,再更換為開式齒輪潤滑脂(長城7420),齒面能夠形成油膜。
(2)完善設備點巡檢制度,加強球磨機噴射潤滑系統知識培訓。針對噴射潤滑系統程控報警不可靠的情況,將點檢對象改變為噴油系統油路上的壓力表,表動則油噴。
(3)建立小齒輪檢查機制,每月檢修期間拍攝小齒輪慢速盤動視頻,監測齒面狀況;每周收集小齒輪震動數據及齒面溫度數據。根據收集的數據及畫面判斷齒面嚙合狀況,及時做好調整、緊固、清潔、潤滑保養等工作。
5 結 語
由上可知,在球磨機使用過程中,如果有針對性地采取措施,就可以有效地保證球磨機大小齒輪嚙合狀況,對保證球磨機的作業率、充分發揮工作效能有著重要意義。
2016-06-26)
李黔峰(1966—),男,科長,工程師,056001 河北省邯鄲市叢臺區朝陽路88號。