汽車零部件智能制造研究和實踐
2016-09-19 12:27:26王宗雙
裝備制造技術 2016年6期
王宗雙,黃 好
(柳州五菱汽車工業有限公司,廣西柳州545007)
汽車零部件智能制造研究和實踐
王宗雙,黃好
(柳州五菱汽車工業有限公司,廣西柳州545007)
分析了智能制造提出的背景、概念與理解、系統平臺的定位,以及智能制造建設的幾大誤區,并結合生產線智能化部署項目的具體實踐進行具體說明。
智能制造;自動化;信息系統
在我國已成為制造業大國的今天,總體表現為大而不強,急需從資源消耗型發展轉變為創新驅動、綠色發展、質量為先的持續發展方式,從滿足各類產品從無到有的大規模生產的消費模式到追求品質的個性化定制的消費模式,從傳統的生產制造轉變為服務型制造轉變。
智能制造已經上升到我國國家發展戰略,催生了一系列的示范應用項目,但其中仍然存在較多的理解偏差、建設誤區。特別是汽車零部件制造企業,面向汽車整車廠供貨的產品具有多品種、小批量、送貨頻率高、客戶整車生產切換頻繁等特點,同類供應商競爭激烈,成本壓力大,智能制造將是企業發展的必由之路。本文以生產線智能化部署項目實踐經歷進行闡釋和分析智能制造在生產環節的具體技術應用與業務體系運作方式。
1 智能制造的解析
1.1智能制造提出的背景
在德國提出工業4.0和美國提出工業互聯網的國家工業發展戰略之后,我國也于2015年正式提出中國制造2025的發展戰略,堅持創新驅動、智能轉型、強化基礎、綠色發展,加快從制造大國轉向制造強國。
從德國與我國的戰略提出背景中,可以看出此次各國對待新的工業革命來臨的態度、適應新技術發展和客戶個性化定制的大環境要求以及對新的世界工業價值鏈分工的爭奪。不同點在于,德國工業4.0沒有像我國智能制造去關注產品創新與質量,而更多的是關注成本與速度,這也是兩國工業發展階段和實際特點決定的,必然會影響兩國的戰略實施策略與路徑。
從近年來鋼鐵企業的發展情況可見一斑,京津冀地區的霧霾多來自鋼鐵等重工業的污染,產能過剩直接表現為生產出來的鋼材價格低、無利潤,市場上緊俏的利潤率高的鋼材仍需進口。比如一些傳統鋼鐵企業仍然以建筑業所用的鋼筋作為主要產品,惡性競爭、微利或虧損難以避免。只有提高產品和服務創新能力,順應鋼結構建筑的發展需要,把提升品質拓展到汽車、軍工等領域,向下游的開卷、沖壓等工藝服務延伸,充分利用智能制造的工具與方法,才是今后的發展出路。
1.2智能制造的概念與理解
智能制造是基于新一代信息技術,貫穿設計、生產、管理、服務等制造活動各個環節,具有信息深度自感知、智慧優化自決策、精準控制自執行等功能的先進制造過程、系統與模式的總稱[1]。
智能制造在工廠中的關鍵環節為對接客戶需求和內部管理的排產過程,揀選、搬運等物流過程,涂裝、裝配等制造過程,在線檢測的質量過程等,每個過程的智能特征與傳統的管理特征有著共通與升級的可比性,圖1所示,體現了價值創造的過程控制的本質要求。比如,在裝配過程中,焊接機器人按照既定的標準指令進行工件的焊接,通過在線檢測發現焊點偏移,將自動進行補焊,同時,把機器人焊接軌跡的識別糾偏過程邏輯存儲到系統中形成知識,以便下次焊接時進行識別和調用。
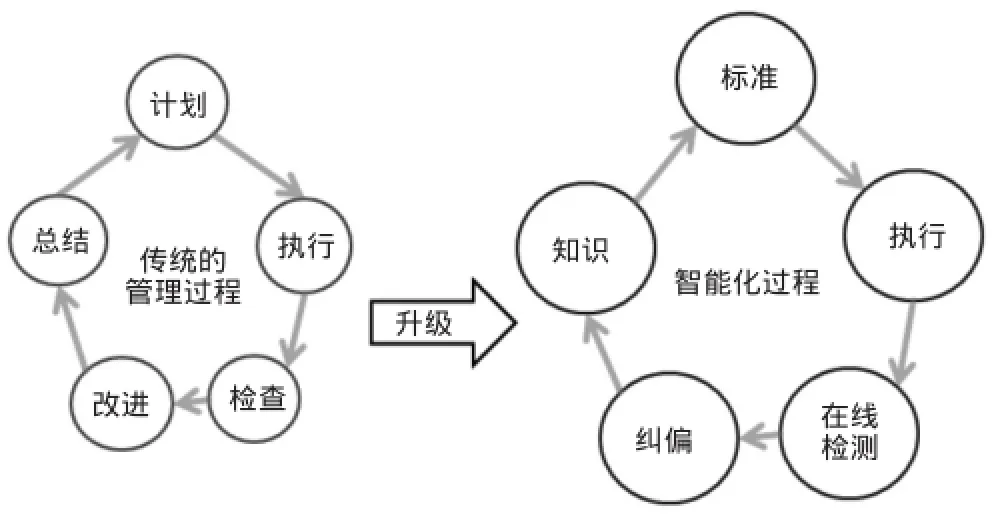
圖1 智能特征與傳統的管理特征對比
1.3智能制造系統平臺的定位
將傳統的管理信息系統層次與智能制造系統平臺要求相對應,著重體現智制造所帶來的系統管理思維和模式的轉變。
傳統的管理信息系統重點是以職能管理方式進行劃分,與組織機構中的科層制相對應,每個層次的人員只能看到對應的信息并進行對應的操作和決策;而智能制造系統平臺更加強調以客戶為核心的價值創造,更加精益化的體現每個過程為客戶增值,可以讓每個環節的人能夠看到自己對客戶價值的影響,以便做出相應的調整。具體對比,如圖2所示。
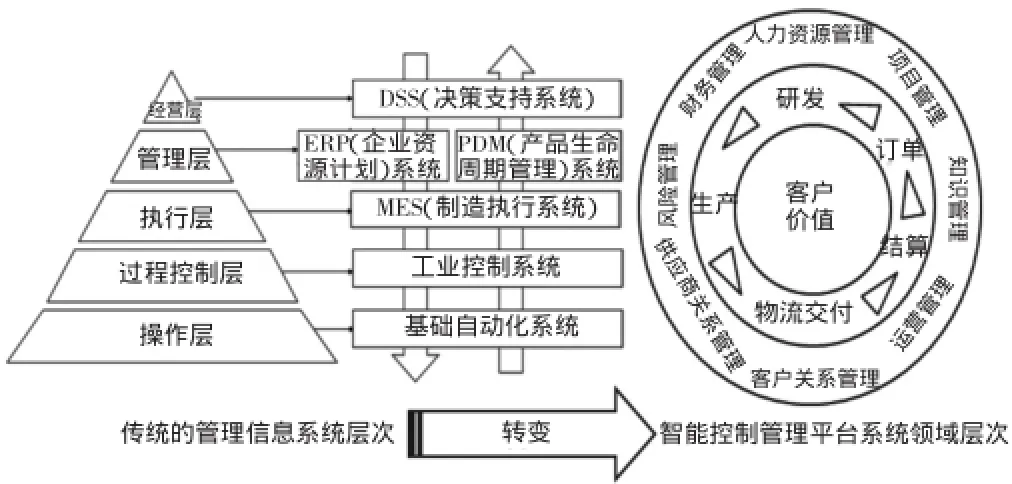
圖2 傳統的管理信息系統與智能制造管理平臺的管理層次對比
2 智能制造建設的幾大誤區
面對智能制造理念和方法、工具的提出和付諸實踐,必然會帶來針對新一輪變革的適應過程,洞察其中存在的誤區并制定相應的對策,將為實踐起到事半功倍的效果。針對常見的幾個誤區做如下分析:
(1)智能制造就是目的
智能制造普遍成為企業的戰略規劃重點內容,相關業務開展會圍繞智能制造展開,把智能制造作為業務運營的目的看似順理成章。
但是,細究起來就會發現,忽視了智能制造作為運營方式與手段的本質,企業存在的目的仍然是為客戶創造價值。如果陷入了該誤區,將會發生通過智能化的改造或部署未與客戶需求對接,造成生產出來的產品大量積壓在倉庫,或未做到過程精益化,沒有體現客戶價值的提升。
因此,消除該誤區就必須要梳理以為客戶創造價值、智能制造為工具的觀念,建立貫穿整個價值鏈的集成化管理與作業平臺,每個業務環節都能為客戶增值。
(2)智能制造就是機器換人
當前機器人技術與產品發展迅速,在物流中的揀料、配送以及生產中的焊接、裝配等多個領域使用,“機器人換人”成為應對用工荒的普遍做法。
機器人是自動執行工作的機器裝置,它既可以接受人類指揮,又可以運行預先編排的程序,也可以根據以人工智能技術制定的原則綱領行動。而“機器人換人”還停留在“運行預先編排的程序”的階段,將人工操作變為機器人操作,忽略了機器人具備感知、識別、決策與執行等智慧能力,這樣就會造成“高能低用”的情況。比如,一臺機器人的應用完全可以將復雜的在線檢測、返工處理、物料搬運等工序集成到一起,提高了生產效率。
(3)智能制造就是“黑燈工廠”
即使關著燈,照樣能生產——這樣的工廠被稱為“黑燈工廠”。這是業界對智能制造追求的一個典型特征。然而,所謂智能,不僅僅體現的是操作的動作,而且還需要在具備了很強的感知能力后做出動作的執行與糾偏。傳感器是實現自動檢測和自動控制的首要環節,包括視覺、聲音、氣味、觸覺等方面的識別,傳感器將扮演這些感知的角色,有溫度、濕度、力度、熱量、顏色等方面的傳感器,業界稱傳感器為工業的“五官”,讓物體有了觸覺、味覺和嗅覺等感官,讓物體慢慢變得活了起來。因此,摒棄建設“黑燈工廠”的“暢想”,才能腳踏實地地充分發揮智能制造的作用。
(4)智能制造會造成大面積失業
智能制造相對前幾次工業革命的最大不同就是,從解放人的雙手,到解放人的大腦,讓有規則可循的操作交給機器和軟件來執行,同時利用大數據技術,形成機器智慧。
看似人將被機器淘汰,然而歷次工業革命均未出現了大面積的失業,反而產生了新的職業工種,如電氣工程師、工業工程師、自動化設備工程師等。此次智能制造將信息化與自動化進行深度融合,期間必定會誕生新的工種,比如信息工程師將與研發和產供銷等現場應用緊密結合,有經驗的焊工將升級成為焊接機器人的“師傅”,從設備維護,到機器人設置優化。
由此可見,員工不會因智能制造的來臨而失業,只會因不接受新事物、不升級自身能力而被淘汰。
3 項目實踐
(1)項目背景
企業屬于汽車零部件制造行業,適應整車廠要求的系統化設計與模塊化集成供貨將成為今后發展趨勢,歐美整車企業80%按系統化設計與模塊化供貨,國內整車企業已經開始朝這方面發展。
客戶已完成了座艙產品的獨家供應商開發,面對整車車型越來越多,帶來座艙產品配置品種增多,獨家供應商增大了客戶供應鏈研發與交付的壓力和風險,急需開發新的供應商,公司的研發實力和制造交付能力得到了客戶的認可,獲得了座艙產品的長期供貨合同。
(2)客戶要求
1)快速實現座艙產品的模塊化設計與柔性化生產交付;
2)實現座艙產品對接客戶總裝車間進行拉動生產;
3)實現座艙產品裝配過程的防錯漏裝;
4)實現座艙產品質量追溯、在線電子檢測。
(3)模式分析
1)研發組織模式
客戶車型日益增多,同樣在拉動我公司的設計、試制與交樣等產品研發過程管理水平的提升,除了產品模塊化設計要求,還需要通過研發與生產一體化集成,滿足縮短新產品研發與交付周期的要求。
采取PDM(產品數據管理)系統、ERP(企業資源計劃)系統和生產線控制系統實現整體集成的模式,打通研發過程中的工藝BOM、作業指導書、控制計劃與生產線線體各工位的防錯漏裝、扭力扭矩的關鍵參數控制等要求的信息一致性,實現研發與生產的快速反應能力。
2)生產組織模式
作為整車廠的一級供應商,在計劃與物流的對接方面,實時性要求比較高。除了整車廠發布的每月、每周和每三天的滾動計劃之外,還有每天發布第二天的日生產計劃,同時,整車廠總裝車間的生產排序會轉化為拉動我公司供貨的配送任務。
根據生產周期、配送周期的測定,我公司總成產品分為面向產品庫存和面向客戶車間兩種排產模式,而座艙產品具備面向客戶車間進行生產的條件,基于新產品生產量逐步上升的質量控制壓力,首先采用了面向客戶和成品庫存的混合排產模式。
因此,對接客戶的MES(制造執行系統)獲得總裝車間車輛上線信息成為排產的源頭,也形成了高效的“車間對車間”(從客戶車間到我公司車間)的拉動生產組織模式。
(4)項目具體目標
該項目為面向客戶乘用車產品座艙模塊化集成與供貨,作為我公司在智能制造領域的應用原型,通過與客戶系統對接、生產線智能化部署、在線檢測設備集成等手段,打通客戶需求對接、生產排產、生產過程控制、防錯漏裝、質量檢驗和追溯、完工入庫等過程,實現生產過程的智能化、批量柔性化管理,是我公司首次將信息化與自動化整體集成的成功應用。
具體目標為:
1)對接客戶整車總裝線的實際排序生產上線信息,拉動我公司座艙生產線生產與配送交付;
2)適應座艙產品配置多帶來的防錯漏裝、關鍵件質量追溯、在線電子檢驗系統應用等方面的要求;
3)生產線具備柔性化生產能力,適應多系列多品種的模塊化裝配。
(5)實施方案
以上目標已基本具備了智能制造中生產過程智能化的應用要求,通過需求分析,設計了具體的系統流程架構(如圖3)以及生產過程的系統功能模塊構成(如圖4),具體實施要點如下:
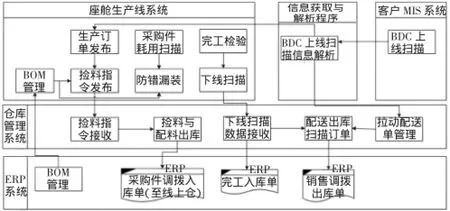
圖3 系統流程架構圖

圖4 生產過程的系統功能模塊關系圖
在縱向上,與ERP系統對接產品制造BOM(物料清單)和生產訂單等業務流程,適應試制生產、正常生產和返工生產等多種業務類型;通過生產線系統中的排產單控制生產線每個工位的實際操作,如有錯漏裝,則報警并暫停當前工位小車,實現生產線控制;通過與在線電子檢驗設備進行集成,識別檢測工位當前待檢品種調用電檢項目,控制電子檢驗設備的程序切換,并把其中的檢測結果反饋到系統中來。
在橫向上,通過排產單和BOM分解揀料指令,與采購物流進行對接,通過對接客戶整車總裝上線的實時數據,可自動生成排產單,通過完工檢驗合格下線直接對接成品物流,完成入庫。整個客戶需求對接與生產過程以排產單為核心,將相關的防錯漏、質量追溯和在線檢測等數據進行單件跟蹤管理。
在整個過程的物聯網和信息系統開發技術應用包括以下幾個方面:
1)建立與客戶系統進行數據獲取與傳輸模式,通過客戶中間件平臺將實時的整車總裝上線數據,經由互聯網向我公司的服務器發送該車型需要裝配我公司的座艙品種信息,我公司服務器接收數據后進行數據解析,并傳輸寫入該生產線的管理控制系統;
2)實現生產線線體的工業控制系統中的PLC與信息系統的集成,并利用RFID(無線射頻技術或俗稱電子標簽)技術,在每個工位和裝配小車分別部署感應天線和電子標簽,實現排產單對接每個工位生產;
3)每個工位均有智能終端、顯示器、條形碼掃描器等,將當前工位正在裝配的座艙品種的操作指導書、防錯漏裝零件和裝配情況、監控裝配的扭力值等均實時顯示在工位屏幕上。
(6)模式總結對比
通過該項目實踐,對傳統生產管理模式和面向智能制造的生產管理模式進行了初步的總結,如表1所列。
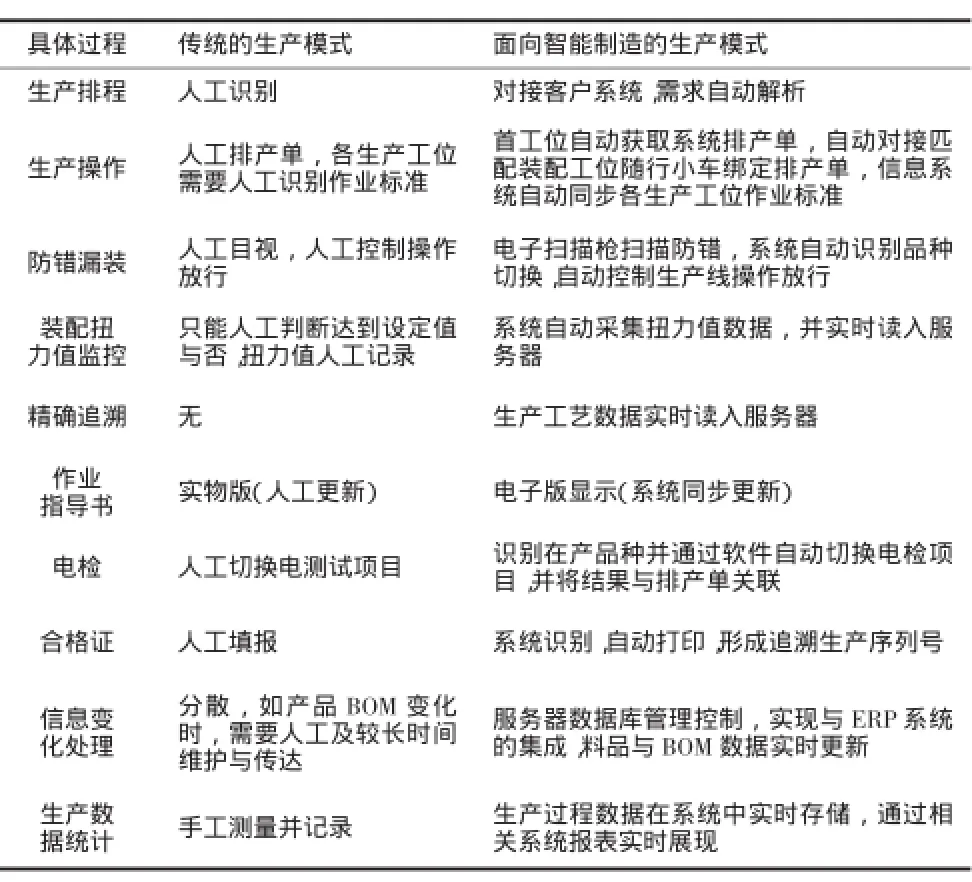
表1 傳統生產管理模式和面向智能制造的生產管理模式初步總結
(7)效益分析
1)該項目的成功實施使我公司贏得了客戶后續所有車型的座艙總成產品供貨資質,該類產品將帶來每年至少20億元的產值。
2)提升了生產裝備的資產利用率。生產線品種柔性化能力的優勢逐步顯現,該單一生產線已經能夠適應客戶10多種座艙的按需生產。
3)提升了智能生產整體策劃和標準建立的能力,充分體現了智能制造在工廠應用中對DFM(面向制造的設計)、IE(工業工程)、自動化、IT(信息技術)等方面的管理和技術的集成。
4)提升了座艙生產過程透明化、精益化管理水平。生產管理人員通過系統監控現場生產過程,排產控制生產線運行,以及工業工程師通過系統運行數據開展生產線效率分析與優化工作。
5)縮短了產品研發與生產交付周期。堅定了客戶對我公司模塊化產品設計與制造的信心,對承接新產品提供了技術和管理保障,對接客戶車間進行生產,大大降低了過度生產的風險,以及生產準備周期。
6)提高了產品質量管控能力。現場工藝工程師不僅僅要應對相關技術攻關和質量問題處理,更加關注產品配置與質量控制的系統化管理,裝配與檢驗員工的錯誤識別難度降低,提高了作業效率。生產啟動初期由于質量不穩定,成品庫需要儲備500多臺座艙,經過質量提升,目前已降至100臺左右。
4 結束語
座艙產品生產智能化管理系統僅為智能制造在生產環節的初步嘗試,而智能制造作為新一代工業革命的具體實踐,需要在其對價值鏈重塑和改造的能力和方法上提高認識,轉變管理思維,避免走入應用誤區,利用DFM(面向制造的設計)、IE(工業工程)、自動化、IT(信息技術)等方面的管理和技術的集成,真正為客戶創造價值。
[1][德]奧拓·布勞克曼.智能制造:未來工業模式和業態的顛覆與重構[M].北京:機械工業出版社,2015.
[2]彭瑜,王健.智慧工廠:中國制造業探索實踐[M].北京:機械工業出版社,2016.
Auto Parts IntelligentManufacturing Research and Im p lement
WANG Zong-shuang,HUANG Hao
(Liuzhou Wuling Automobile Industry Co.,Ltd.,Liuzhou Guangxi545007,China)
Analysis about intelligentmanufacturing background,concept and comprehension,location of the system platform,and several misconceptions from intelligentmanufacturing construction process,and combined with the production line intelligent deployment project implement are described in details.
intelligentmanufacturing;auto partsautomation;information system
U468.4
A
1672-545X(2016)06-0120-04
2016-03-15
王宗雙(1981-),男,河北玉田人,工程師,本科,研究方向為企業信息化建設;黃好(1978-),男,廣西西林人,高級工程師,碩士,研究方向為汽車內外飾產品研發。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中國軍轉民(2017年6期)2018-01-31 02:22:28
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14
