催化裂化裝置原料油噴嘴更換技術(shù)
2016-09-16 01:38:49夏冬冬南京金陵石化建筑安裝工程有限公司江蘇南京210033
化工管理 2016年9期
關(guān)鍵詞:催化裂化
夏冬冬(南京金陵石化建筑安裝工程有限公司,江蘇 南京 210033)
催化裂化裝置原料油噴嘴更換技術(shù)
夏冬冬(南京金陵石化建筑安裝工程有限公司,江蘇南京210033)
在眾多重油催化裂化裝置檢修過程中,原料油噴嘴的更換,不管對(duì)于業(yè)主方和施工方一直都是重中之重,本文主要結(jié)合工程實(shí)踐,以南京金陵石化120萬噸/年重油催化裂化裝置原料油噴嘴的更換為例,主要從結(jié)焦原因、拆除方法、開箱驗(yàn)收、安裝方法、技術(shù)要求等幾個(gè)方面研究噴嘴的更換工作。
催化裂化;提升管;原料油噴嘴;結(jié)焦;更換
催化裂化裝置重油提升管反應(yīng)器原料油噴嘴,是催化裂化關(guān)鍵設(shè)備之一。目前國內(nèi)約有50余套催化裂化裝置采用CS~Ⅱ型混合原料油噴嘴,該原料油噴嘴能夠使物流在低速的狀況下取得較好的霧化,同時(shí)低速噴嘴噴出的有角度的物流被上行的催化劑攜帶向上,一起在提升管內(nèi)做活塞運(yùn)動(dòng),不會(huì)在提升管的中軸線上相交碰撞,可以有效的降低催化劑結(jié)焦率,避免裝置正常運(yùn)行期間因提升管結(jié)焦而切斷進(jìn)料情況,延長裝置的運(yùn)行周期,減少裝置檢修成本,而且在裝置停工檢修需更換噴嘴時(shí),可以利用原有噴嘴的套管,使工作量大大減少。
但是裝置長時(shí)間運(yùn)行后,原料油噴嘴與噴嘴套管之間的結(jié)焦,給后期的原料油噴嘴的更換帶來極大難度,且安裝時(shí),安裝技術(shù)要求之高。上海某石化公司催化裂化原料油噴嘴更換時(shí),往往采取從外側(cè)焊接板式吊耳掛導(dǎo)鏈,在提升管內(nèi)部用大錘往外敲擊,甚至采用水力鉆等方法進(jìn)行拆除,但是效果總是不盡人如意,往往需耗時(shí)半月才能將6只噴嘴全部拆除。采取此方法,不僅拖延檢修工期,浪費(fèi)不必要的人力、器具等資源投入,而且“暴力拆除”會(huì)對(duì)套管的原先尺寸參數(shù)產(chǎn)生影響,給后期噴嘴的調(diào)試、安裝帶來不利因素。
下面我們以2013年南京金陵石化120萬噸/年重油催化裂化裝置原料油噴嘴更換為例,從結(jié)焦原因、拆除方法、開箱驗(yàn)收、安裝方法、技術(shù)要求等幾個(gè)方面對(duì)原料油噴嘴的更換進(jìn)行探討研究,詳盡論述噴嘴更換過程中的重點(diǎn)問題以及解決方法,希望通過對(duì)相關(guān)問題的處理,與同行共分享。
1 結(jié)焦原因
南京金陵石化公司120萬噸/年重油催化裂化裝置2013年7月份停工檢修中發(fā)現(xiàn),提升管反應(yīng)器內(nèi)自原料油進(jìn)料噴嘴往上1米處有多處結(jié)焦嚴(yán)重(如圖1所示)。

圖1 提升管內(nèi)部原料油噴嘴上方結(jié)焦示意圖
后經(jīng)分析,結(jié)焦的原因主要有以下幾點(diǎn):
1.1帶原料油的高速催化劑顆粒、粉末會(huì)漸漸侵蝕提升管內(nèi)部噴嘴本體與套管之間的耐磨襯里材料,從而導(dǎo)致帶有原料油的催化劑粉末進(jìn)入噴嘴主體與套管之間,經(jīng)停工冷卻后,凝結(jié)成焦;
1.2噴嘴操作工況發(fā)生變化;
1.3噴嘴安裝有關(guān)參數(shù)存在偏差導(dǎo)致原料油霧化不好,呈大液滴狀態(tài),帶油較多的催化劑接觸到提升管內(nèi)壁后逐步形成結(jié)焦。
因此可見,除正常的物理原因和化學(xué)原因外,噴嘴安裝參數(shù)的控制,也不容忽視。
2 原料油噴嘴的拆除
2.1停工處理
噴嘴停工時(shí),先切斷油品進(jìn)料,并保持少蒸汽繼續(xù)涌入噴嘴,減少噴嘴噴口處結(jié)焦。
2.2噴嘴的拆除
拆除一次霧化蒸汽入口、二次霧化蒸汽入口、混合原料油入口連接法蘭。從噴嘴上方人孔進(jìn)入,噴嘴下方約1500mm處搭設(shè)腳手架作業(yè)平臺(tái),拆除噴嘴與套管之間的耐磨襯里材料和破沫網(wǎng)。噴嘴材質(zhì)為:0Cr18Ni9,在端部對(duì)稱焊接兩塊千斤頂支撐筋板,筋板規(guī)格:200*100*20,采用A102焊條,焊接方法為SMAW,雙面焊,焊縫焊腳寬度不小于10mm。在套筒補(bǔ)強(qiáng)板上焊接兩塊“T”型筋板,筋板中心與千斤頂中心在一條直線上,筋板長度視千斤頂起升高度決定,筋板材質(zhì)為20R,厚度§=20mm,采用J507焊條,焊接方法為SMAW,雙面焊,角焊縫寬度不小于10mm。千斤頂選用螺旋千斤頂,型號(hào)為:QⅠ20,最大起重量20T,起升高度180mm。(千斤頂安裝示意圖如圖2所示)
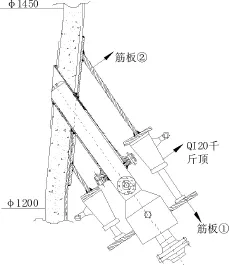
圖2 千斤頂筋板工裝安裝示意圖
在原料油入口法蘭螺栓孔與周邊大梁之間掛5T導(dǎo)鏈,配合拆除。采用氧~乙炔火焰對(duì)噴嘴套管均勻加熱或者采用熱處理用加熱帶對(duì)套管進(jìn)行包裹,融化內(nèi)部結(jié)焦。加熱的同時(shí),用木錘對(duì)套管表面輕輕搗擊,促進(jìn)套管與噴嘴之間熔融的結(jié)焦的流動(dòng)。與此同時(shí),兩臺(tái)千斤頂同時(shí)按下手柄,手柄旋轉(zhuǎn)角度需保持一致,頂升時(shí)應(yīng)由專人統(tǒng)一指揮,確保各千斤頂?shù)捻斏俣燃笆芰疽恢隆2捎么朔椒ǎ?天之內(nèi)將6只原料油噴嘴拆下(如圖3所示)。

圖3 拆除下的原料油噴嘴示意圖
3 原料油噴嘴的開箱驗(yàn)收
新的原料油噴嘴到貨后,必須由業(yè)主物裝中心聯(lián)合機(jī)動(dòng)處組織相關(guān)部門驗(yàn)收,驗(yàn)收時(shí)主要注意以下幾點(diǎn):
3.1按包裝箱明細(xì)表,核對(duì)實(shí)物及資料查看其名稱和數(shù)量是否與裝箱單所列相符;
3.2拆箱時(shí)噴嘴噴口處的防護(hù)板(防護(hù)噴嘴出口刀口在移動(dòng)和安裝收到碰撞時(shí)不受損壞)先不準(zhǔn)取下,如有松動(dòng),應(yīng)先敲緊。噴嘴安裝完畢后,從提升管人孔進(jìn)入,待封人孔前取下防護(hù)板。
3.3核對(duì)安裝圖上所表明的尺寸及連接法蘭的規(guī)格、型號(hào)與實(shí)物是否相符。
4 噴嘴的安裝方法與技術(shù)要求
在Φ1450mm和Φ1200mm筒體直筒部位,用~30*5扁鋼焊接十字支撐,用水平儀將十字撐找平,在十字撐中心下方各焊接一塊支撐板(防止打孔時(shí)扁鋼發(fā)生撓度彎曲,引起誤差)點(diǎn)焊固定,沿著扁鋼中間交匯正方形處畫出交匯正方形對(duì)角線,在對(duì)角線中心開φ2mm中心孔,(如圖4所示)開完孔后,打磨割除支撐板,在上下兩中心孔之間掛線墜,找出提升管中心線。

圖4 十字撐和支撐板以及開孔示意圖
舊噴嘴拆除時(shí),由于外力作用,可能對(duì)保護(hù)套管的各項(xiàng)原始安裝參數(shù)造成影響,安裝前應(yīng)對(duì)保護(hù)套管頂端切口標(biāo)高以及套管軸線與提升管中心線的夾角進(jìn)行復(fù)測,按原先設(shè)計(jì)圖紙要求進(jìn)行調(diào)整。
將安裝法蘭套在噴嘴本體上,并將噴嘴插入保護(hù)套管中,穿過定位環(huán)達(dá)到套管端部,且要求噴嘴下部斜面必須與噴嘴套管端口平齊,不得伸出或縮后,其公差不超過±2mm。
將噴嘴本體沿著內(nèi)套管軸線轉(zhuǎn)動(dòng)和移動(dòng),把噴嘴噴口的長邊調(diào)整到與提升管軸線垂直度偏差不大于2mm的位置。然后做好安裝法蘭定位標(biāo)記,此時(shí),應(yīng)使噴嘴旁的若干個(gè)汽幕孔位于噴口上方,切勿反向。切記不要讓噴嘴縮后,導(dǎo)致汽幕孔噴出的蒸汽吹到噴嘴套管,從而使催化劑磨損套管及提升管器壁引起安全事故。
將安裝法蘭點(diǎn)焊在噴嘴本體外壁所做的定位線標(biāo)記上,沿噴嘴本體圓周每隔90°對(duì)稱點(diǎn)焊一點(diǎn)。點(diǎn)焊后,再次檢查,確認(rèn)噴嘴頂端工作點(diǎn)位置是否符合要求,并在兩連接法蘭上做好對(duì)應(yīng)標(biāo)記后,可將噴嘴本體從保護(hù)套管中取出,同時(shí)取出定位環(huán)。完成安裝法蘭與噴嘴本體的焊接。焊接應(yīng)采取適當(dāng)?shù)墓に嚧胧捎幂^小的線能量,保證安裝法蘭和噴嘴本體的垂直度,焊接接頭不允許有裂紋存在,焊接完成后對(duì)焊縫進(jìn)行PT檢測。檢測合格將噴嘴本體重新插入套管中,并換用符合操作要求的墊片,將安裝法蘭與保護(hù)套管下端的法蘭用螺栓連接牢固。
在噴嘴保護(hù)套管下沿20mm以下部位,用金屬破沫網(wǎng)對(duì)噴嘴本體與保護(hù)套管之間的環(huán)形空間進(jìn)行填充,用金屬破沫網(wǎng)時(shí)充填長度約100mm。環(huán)形空間頂表面預(yù)留的20mm,用耐磨襯里材料封口,耐火水泥蓋面(如圖5所示)。避免在安裝或運(yùn)行過程中油劑混合物或襯里材料落入環(huán)形空間。
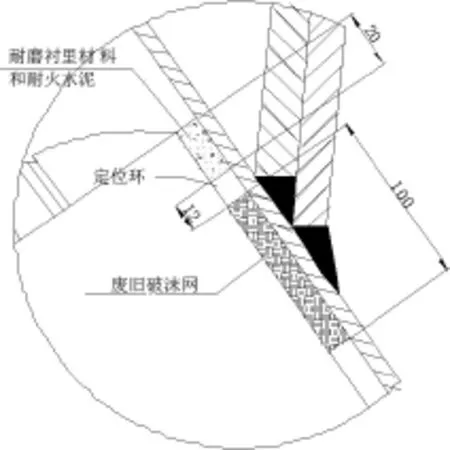
圖5 噴嘴與套管之間填充示意圖
相同標(biāo)高的噴嘴安裝后,噴嘴的軸線延長線與提升管的中心線應(yīng)交于一點(diǎn),其偏差不大于±5mm。噴嘴套管下端法蘭密封面與套管軸線的垂直度公差為±2mm。噴嘴本體軸線與鉛垂線夾角為35°。
噴嘴安裝完畢,全面檢查各部分尺寸,特別是噴嘴頂部工作點(diǎn)是否符合標(biāo)準(zhǔn)要求。安裝結(jié)束后,檢測結(jié)果如下:各噴嘴的軸線延長線與提升管中心軸線交于一點(diǎn),各向最大偏差為2mm;噴嘴噴口長邊與提升管中軸線垂直度最大偏差為1mm,噴嘴噴口下部斜面與噴嘴提升管安裝套管端口面平齊。
5 結(jié)語
更換了原料油噴嘴后,解決了提升管結(jié)焦問題,待生催化劑掛焦均勻,開車試運(yùn)行過程中,試噴一次成功。經(jīng)過兩年多的生產(chǎn)運(yùn)行,提升管壓降一直穩(wěn)定,證明噴嘴安裝能滿足生產(chǎn)工藝要求。
[1]中國石油化工股份有限公司,催化裂化裝置反應(yīng)再生系統(tǒng)設(shè)備施工及驗(yàn)收規(guī)范,SH/T3504~2009.
[2]魏巍 CS~Ⅱ型高效霧化噴嘴在重油催化裂化裝置的應(yīng)用 2010,38(2),125~12.
猜你喜歡
電子樂園·下旬刊(2022年5期)2022-05-13 20:42:21
石油石化綠色低碳(2019年6期)2019-01-14 01:16:16
石油石化綠色低碳(2019年6期)2019-01-14 01:16:14
石油瀝青(2018年2期)2018-05-19 02:13:23
石油化工建設(shè)(2018年6期)2018-04-22 03:16:40
石油化工建設(shè)(2017年4期)2017-12-23 06:35:13
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:37
化工進(jìn)展(2015年6期)2015-11-13 00:26:37
化工進(jìn)展(2015年3期)2015-11-11 09:19:35
石油化工應(yīng)用(2014年2期)2014-03-11 17:38:59
