某車型側門框開裂問題的研究和改進
2016-09-15 06:12:43黃霞羅寥候路東風汽車股份有限公司商品研發院武漢430057
汽車科技 2016年3期
黃霞,羅寥,候路(東風汽車股份有限公司商品研發院,武漢430057)
某車型側門框開裂問題的研究和改進
黃霞,羅寥,候路
(東風汽車股份有限公司商品研發院,武漢430057)
針對某車型側門框鈑金疲勞開裂的問題,本文通過CAE仿真分析和應力應變測試,并結合車輛實際生產及使用情況,找出了門框鈑金開裂的根本原因及解決方案,闡述了該問題的研究思路和方法。改進后的方案通過了道路試驗驗證。
側門框; 開裂;結構優化
在車身輕量化過程中,隨著功能設計向性能設計的轉變,很容易出現白車身強度不足的問題。其中,車身開裂嚴重的影響了車輛的壽命和使用舒適度。如果是外覆蓋件開裂,還會影響車輛的品牌形象及用戶滿意度。造成白車身開裂的原因很多,設計、成型工藝、焊接質量、使用路況、氣候環境及用戶使用習慣等都有可能成為開裂的因素之一。
由于白車身開裂的隨機性,要找到開裂的根本原因非常困難。本文所研究的車型,故障現象位于側門框上部前后角外板搭接處,內部為空腔結構,多層鈑金配合,開裂原因復雜,問題比較典型。本文通過對設計、分析、改進到驗證整個過程的研究,找出了門框鈑金開裂的原因及解決方案,也為以后其它同類問題的研究提供了一個參考依據。
1 問題描述
該開裂問題主要出現在某批營運客車上。車輛用于短途運輸,行駛路面為國道,路況較好,初次市場故障里程約30000~40000km,開裂位置為側門框上部前后角外板搭接處,其中后角部開裂現象比前角部嚴重。具體故障模式見圖1:
2 原因分析
車身在動態行駛過程中,需要承受多種載荷,這導致白車身的受力狀態非常復雜,確定開裂根源比較困難,很難總結出定性的規律。以下分別從設計、CAE分析、試驗測試、生產現狀及車輛使用狀態幾個方面進行分析。
2.1結構設計狀態說明
車身開裂處位于側門框上方中外板與前、后外板搭接處,內部為空腔結構,具體見圖2:
2.2CAE分析
在HYPEMESH軟件中對車身數據模型按10x10mm的尺寸劃分網格單元,分析彎曲和扭轉兩種工況下開裂部位的強度。在彎曲工況下,前端約束前懸架安裝處,后端約束板簧安裝孔,對地板施加Z向均布載荷(座椅和人的重量)。在扭轉工況下,前端約束左、右前懸架安裝處中點,后端約束板簧安裝孔,對左、右前懸架安裝處中點施加繞X軸轉矩(1.03e+7 N.mm)進行加載。所有約束點均約束X、Y、Z三個方向的平動及轉動共6個自由度。設計狀態CAE分析結果見圖3:
DX54D材料的抗拉強度≥270MPa,屈服強度為140 MPa 。CAE分析結果表明,按照原設計狀態,開裂部位最大應力發生在扭轉工況下,為48.3 MPa,遠小于材料的屈服強度,不會發生開裂現象。
2.3試驗測試
為了分析開裂產生的原因,了解開裂部位的應力水平,對車輛在石塊路、搓板路一、搓板路二及丙扭曲路四種工況下的應力應變值進行了實車試驗[1]。試驗采用單向應變片,應變片的粘貼方向由試驗人員根據對車輛的主觀評價并結合實際經驗進行確定。應變片的粘貼位置見圖4,測試結果見表1:
從表1測試結果可以看出:
1)四種工況下前上角#1點的應力應變值均大于#2點;
2)四種工況下后上角#4點的應力應變值最大;
3)四種工況下后上角#3點的應力應變值均大于#5點;
4)#1點、#2點在石塊路和搓板路上應力應變值較大,#3點、#4點、#5點在搓板路和丙扭曲路上應力應變值較大;
5)都沒超過材料屈服強度,說明是疲勞造成的開裂[2] [3]。
2.4生產現狀
在實際生產中,由于焊接時工裝夾具及工人操作因素的影響,產品生產狀態與設計狀態存在一些差異,具體體現在以下兩個方面。
1)側門前、后上角部在實際焊接時,由于夾緊機構的影響,導致焊鉗空間不足,造成焊點數量與設計不符,具體見圖5。#1和#3位于曲面上,由于點焊后外表面熔坑太深,超過了料厚的20%,影響外觀質量[4],實際沒有焊。#5由于焊鉗操作空間不足,實際沒有焊。
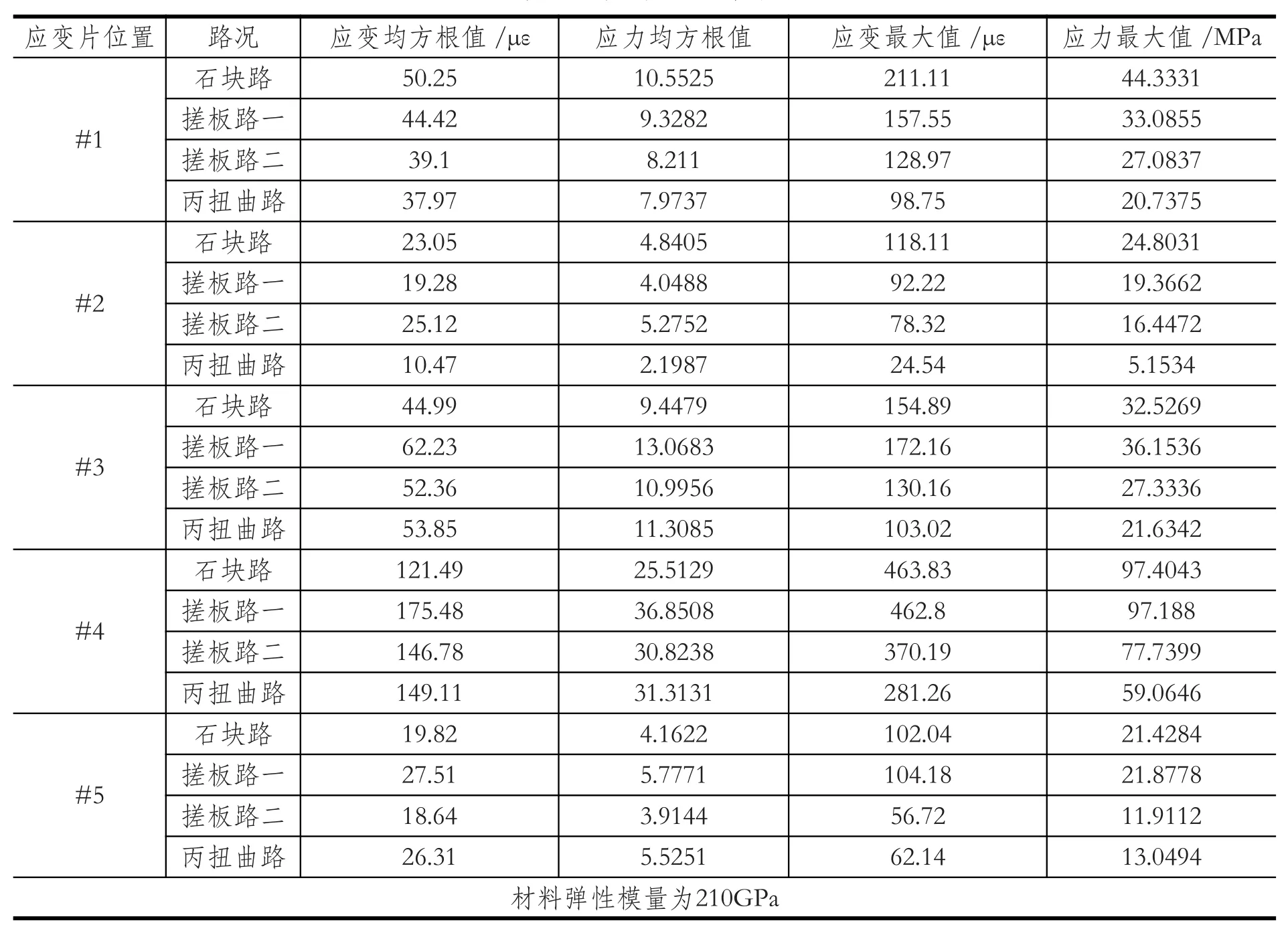
表1 應力應變測試結果
2)側門前、后上角部加強板在實際生產時,沒有規范施涂結構膠,導致加強板與外板間局部存在間隙,沒有有效連接。具體見圖6:
按照實際生產狀態,對側門框進行CAE仿真分析,約束條件同前,具體分析結果見圖7:
CAE分析結果表明,門框后上角最大應力發生在扭轉工況下,為117.2 MPa,已經接近材料的屈服強度,存在疲勞開裂的風險。門框前上角的最大應力為82.7 Mpa,發生在彎曲工況下,也存在一定風險。
2.5實車狀態
通過對故障車輛實際使用情況進行調查,發現車輛行駛路況較好,與其它未開裂車輛主要差異在于側滑門使用過于頻繁,再加上側滑門開啟機構自身的原因,車門開啟不暢,開關門力較大,尤其是車門完全開啟的瞬間,對側門框后上角的沖擊較大,導致側門框上部鈑金疲勞損傷,加劇了開裂問題的發生。
2.6原因匯總
通過上述分析,不難看出,影響側門框上角開裂的原因主要如下:
1)由于生產中#1、#3、#5點缺焊,導致側門框上方前后角強度不足,造成車體開裂,這與表1試驗測試中#1、#3點應力應變值較大是吻合的。
2)由于后上角加強板尺寸較小,尤其是與后外板配合面積小,且涂膠不均勻,導致后上角強度不足,外板搭接處兩邊受力不均,后端應力偏大。此外由于結構膠為液狀,需要經涂裝高溫固化后才能起作用,如果兩層板型面不貼合,存在間隙,即使涂了結構膠,也不能起到完全結合的目的,導致連接強度不足。這與表1在試驗測試中#4點應力應變值急劇增大是吻合的。
3)由于側滑門開關不暢,加劇了側門框開裂問題的發生。由于側門全開瞬間對車體的沖擊,后上角受到的外界沖擊力要大于前上角。
4)由于上述第2)、3)條的原因,導致后上角開裂程度比前上角嚴重。
3 解決方案
根據上述分析,從多個方案中選擇了以下兩個改進方案進行重點分析,具體見表2:
3.1新方案CAE分析結果
按前面采用的約束條件對改進方案進行CAE仿真分析,分析結果分別見圖8、圖9和表3:
從表3可以看出,相對實際生產狀態,方案1后上角在扭轉工況下最大應力還有91.9 Mpa,改善不明顯。方案2則明顯優于方案1,應力值最少下降了46.1%,最多下降了85%,改進后后上角開裂處最大應力只有17.6 Mpa,前上角開裂處最大應力只有22.6 Mpa,比原設計狀態應力還要小,遠小于材料的屈服強度140 MPa。
3.2試驗驗證結果
按照上述改進方案分別試制了2臺車,進行了3000km凸凹不平壞路整車道路可靠性試驗(其中石塊路1722km,搓板路124km,丙扭路37 km,長波路124 km,連接路993 km),折合市場里程約51000km,超過了首次故障里程。試驗后,方案1門框后上角應力發生轉移,開裂位置出現在搭接邊之后,且開裂現象加重,方案2沒有發生開裂現象,具體見圖10。這說明方案1后上角前部貼結構膠帶局部得到了加強,而后部過于薄弱,兩邊受力不均,應力發生轉移;方案2由于后上角加強板尺寸變大,后部強度得到了加強,故沒有發生開裂現象。這與表1中原車側門框后上角沒有加強前#4點應力應變值急劇變大也是吻合的。
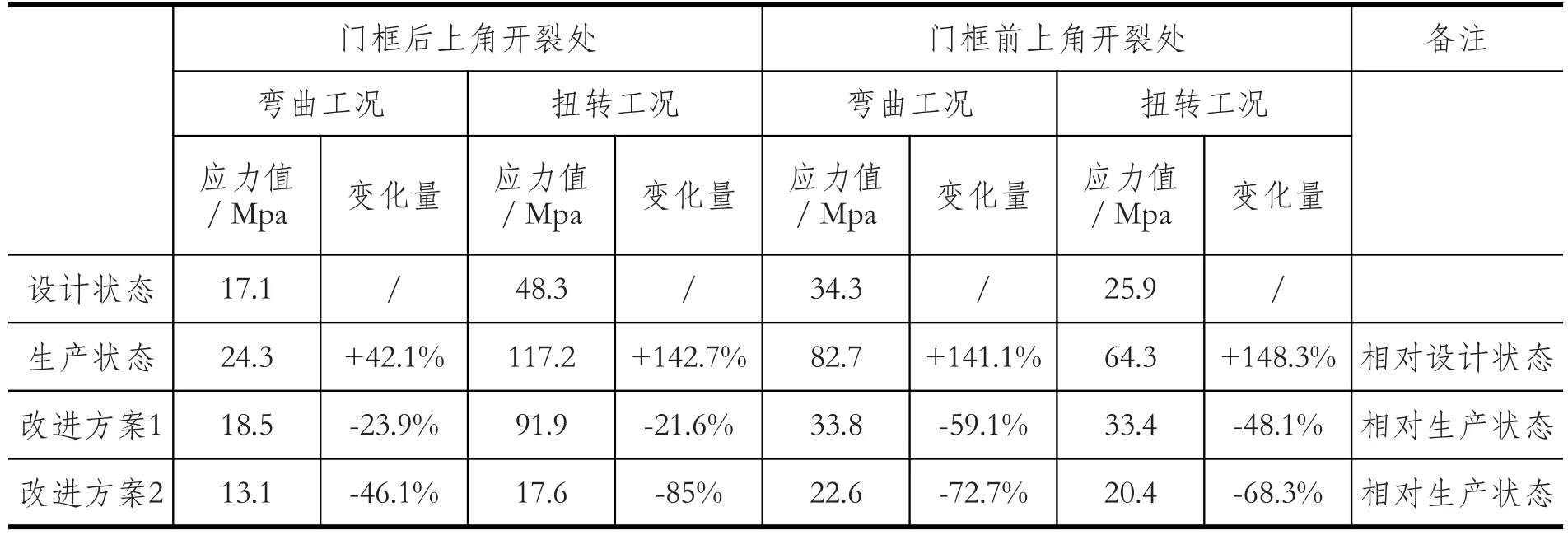
表3 CAE分析結果對比
通過上述對比可見,方案2對于解決側門框上角部開裂問題是有效的。由于是搭載試驗,只跑了3000 km壞路,這對于驗證白車身的疲勞耐久是遠遠不夠的,還需要在后期繼續進行試驗驗證。
4 結束語
白車身總成作為整車關鍵總成,強度指標一直是影響產品質量的關鍵性能。本文在研究過程中,驗證手段為CAE分析和道路試驗驗證,但是對于商用車來說,道路試驗不能全部反應白車身應該具有的疲勞壽命[4],而現階段CAE分析結果與實際情況還存在一定差距。CAE分析結果不能說明開裂對策一定有效,只能作為改善前后的對比依據。因此該課題還需要在后期繼續驗證并跟蹤了解市場反饋情況。通過上述對側門框上方前后角開裂問題的分析改進,可以得出以下結論:
1)生產中焊點數量、位置及涂膠情況與設計不符,是造成鈑金開裂的重要原因。
2)后上角加強板設計尺寸過小,是造成后上角后部應力應變急劇變化的重要因素。
3)側門開啟不暢,開閉力過大加劇了側門框上方鈑金疲勞開裂問題的發生。
4)通過對焊接工藝受限的位置采用液體及帶狀結構膠連接,加大加強板尺寸,增加鈑金搭接處的受力面積可以降低應力集中,提高局部連接強度,有利于解決側門框上角部鈑金疲勞開裂問題。
[1] 梁會仁.某商用車駕駛室地板開裂問題分析研究[D].合肥工業大學,2012.
[2] 刑志偉.基于振動疲勞的車身疲勞分析方法研究[D]. 河南工業大學,2014.
[3] 許冰.某微型客車車身門框疲勞耐久分析及優化設計[D].吉林大學,2011.
[4] 柏鐵彬.商用車白車身開裂問題的研究和改進[D].吉林大學,2013.
[5] 吳振宇.基于真實路況的車身結構疲勞壽命預測方法研究[D].湖南大學,2014.
專家推薦
秦信武:
本為針對客車門框開裂問題,從結構、制造、受力進行了較全面的分析,采用車身扭轉工況分析了開裂部位的應力水平,確認為疲勞開裂。通過兩個改善方案的白車身扭轉工況的受力對比分析以及實車驗證,確定了最終的改善措施。該方法盡管不能安全模擬實車工況,但對用于設計改進的對比分析比較快和有效。
The Cracking Research and Improvement for Side Door Frame of A Certain Vihicle
HUANG Xia, LUO Liao, HOU Lu
( Commercial Product R&D Institute, Dongfeng Automobile Co., Ltd., Wuhan 430057, China )
To solve the problem of a certain vehicle's side door frame fatigue cracking, related CAE simulation analysis, stress and strain test and the vehicles' practical manufacturing and operation situation are studied. This article locates the real reasons and solutions to solve the problem, then explains the research processes and methods of this problem. Improved solutions has been verified by road tests.
side door frame; cracking; structure optimization
U463.82
A
1005-2550(2016)03-0092-06
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06