離心式鼓風(fēng)機(jī)出氣量不足的原因分析及處理措施
2016-09-13 05:05:32張玉蘭上海華誼丙烯酸有限公司上海200137
上海化工 2016年8期
張玉蘭上海華誼丙烯酸有限公司 (上海 200137)
化工設(shè)備
離心式鼓風(fēng)機(jī)出氣量不足的原因分析及處理措施
張玉蘭
上海華誼丙烯酸有限公司 (上海200137)
對(duì)離心式鼓風(fēng)機(jī)在調(diào)試運(yùn)行過(guò)程中出現(xiàn)的出氣量不足問(wèn)題進(jìn)行了分析,并提出了解決方案。
離心式鼓風(fēng)機(jī)出氣量不足原因分析改進(jìn)措施
0 前言
上海華誼丙烯酸有限公司使用的GM20H-4型離心式鼓風(fēng)機(jī)由沈陽(yáng)鼓風(fēng)機(jī)集團(tuán)有限公司制造,在生產(chǎn)過(guò)程中作為尾氣循環(huán)風(fēng)機(jī)使用。該離心式鼓風(fēng)機(jī)能否達(dá)到設(shè)計(jì)要求,將直接影響整個(gè)裝置的生產(chǎn)能力,并決定了裝置能否按照“安、穩(wěn)、長(zhǎng)、滿、優(yōu)”的要求運(yùn)行。
機(jī)組于2012年4月完成現(xiàn)場(chǎng)安裝驗(yàn)收。在試運(yùn)行階段,機(jī)組出現(xiàn)了出氣量不足的問(wèn)題,經(jīng)與制造商技術(shù)人員多次溝通、討論,找出了問(wèn)題的原因。經(jīng)過(guò)加工改造,機(jī)組最終達(dá)到了設(shè)計(jì)要求。本文對(duì)此過(guò)程進(jìn)行了闡述,以供同行借鑒。
1 設(shè)備簡(jiǎn)介
GM20H-4型尾氣循環(huán)鼓風(fēng)機(jī)由電機(jī)驅(qū)動(dòng)。機(jī)組的設(shè)計(jì)參數(shù)如下:體積流量為3000 Nm3/h;進(jìn)口壓力為113 kPa(A);進(jìn)口溫度為75℃;出口壓力為245 kPa(A);出口溫度為181.25℃;葉輪轉(zhuǎn)速為39 308 r/min;電機(jī)額定功率為160 kW;電機(jī)額定轉(zhuǎn)速為2980r/min。
根據(jù)項(xiàng)目的工藝設(shè)計(jì)要求,以及廠家提供的現(xiàn)場(chǎng)配管要求安裝了機(jī)組并完成配管。
鼓風(fēng)機(jī)系統(tǒng)的工藝流程如圖1所示,工藝尾氣從生產(chǎn)裝置回收以后,進(jìn)入鼓風(fēng)機(jī)前的氣液分離罐將液相分離過(guò)濾,然后,氣相部分以113 kPa(A)的壓力通過(guò)進(jìn)口調(diào)節(jié)閥的控制進(jìn)入鼓風(fēng)機(jī)并被壓縮,壓縮尾氣通過(guò)出口調(diào)節(jié)閥的調(diào)節(jié)進(jìn)入反應(yīng)器被循環(huán)利用。
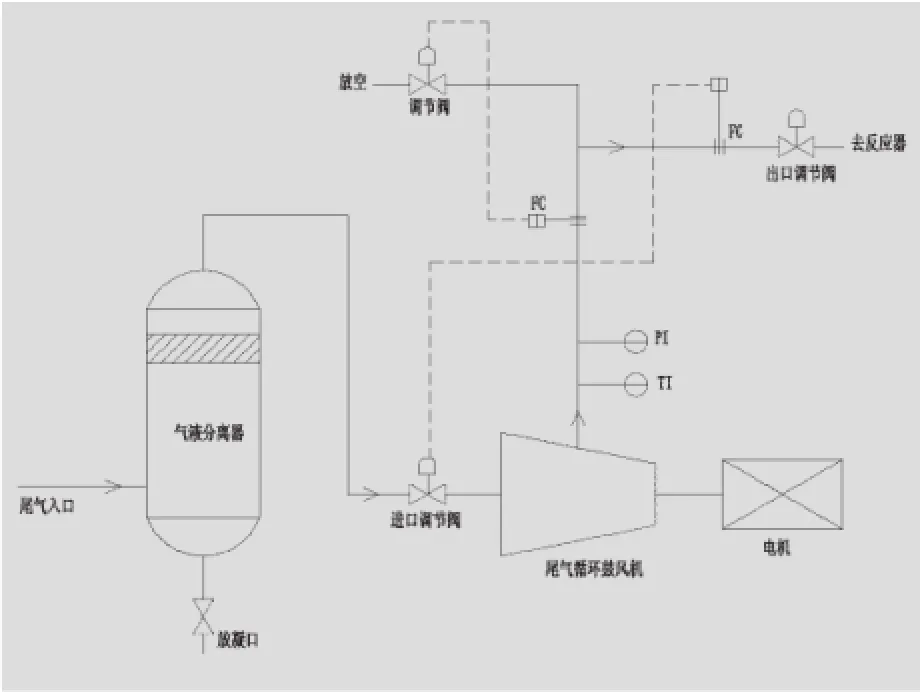
圖1 鼓風(fēng)機(jī)系統(tǒng)工藝流程圖
2 出氣量不足的原因分析及處理措施
2.1單機(jī)試車(chē)
該鼓風(fēng)機(jī)于2012年4月在現(xiàn)場(chǎng)完成系統(tǒng)安裝后進(jìn)行單機(jī)試車(chē)。由于當(dāng)時(shí)裝置尚未開(kāi)車(chē),未能提供尾氣。單機(jī)試車(chē)時(shí)只能通過(guò)將鼓風(fēng)機(jī)前的氣液分離罐人孔打開(kāi)進(jìn)氣,鼓風(fēng)機(jī)對(duì)大氣進(jìn)行壓縮。空氣經(jīng)過(guò)壓縮后,進(jìn)反應(yīng)器一路的閥門(mén)脫開(kāi),通過(guò)放空進(jìn)行模擬試車(chē)。
單機(jī)試車(chē)過(guò)程中機(jī)組開(kāi)車(chē)運(yùn)行基本平穩(wěn),但試車(chē)時(shí)發(fā)現(xiàn)進(jìn)口調(diào)節(jié)閥全開(kāi)后,鼓風(fēng)機(jī)出口體積流量只能達(dá)到2200 Nm3/h,與設(shè)計(jì)值(3000 Nm3/h)偏差較大。考慮到是單機(jī)試車(chē),進(jìn)口的壓力、溫度等條件以及相應(yīng)的流體與設(shè)計(jì)工況有所不同,因而對(duì)鼓風(fēng)機(jī)的性能不能作出準(zhǔn)確判斷。
2.2機(jī)組切入系統(tǒng)后的運(yùn)行情況
鼓風(fēng)機(jī)在工藝條件滿足后切入系統(tǒng)投用。在鼓風(fēng)機(jī)運(yùn)行平穩(wěn)后,將進(jìn)口調(diào)節(jié)閥逐漸開(kāi)大直至全開(kāi)。此時(shí),尾氣進(jìn)口壓力達(dá)到設(shè)計(jì)壓力113 kPa(A),進(jìn)口溫度控制在設(shè)計(jì)溫度75℃左右;鼓風(fēng)機(jī)出口體積流量穩(wěn)定在2200~2250Nm3/h之間,與單機(jī)試車(chē)值基本相同,電流為208 A,由于工藝調(diào)整,出口壓力控制在185kPa(A),出口溫度為185℃。由此可知,實(shí)際體積流量與設(shè)計(jì)值偏差較大,影響了裝置的生產(chǎn)能力。
2.3原因分析
2.3.1機(jī)組工藝性能分析
離心式鼓風(fēng)機(jī)的性能曲線如圖2所示,V1~V4是導(dǎo)葉在不同開(kāi)度時(shí)的鼓風(fēng)機(jī)性能曲線。
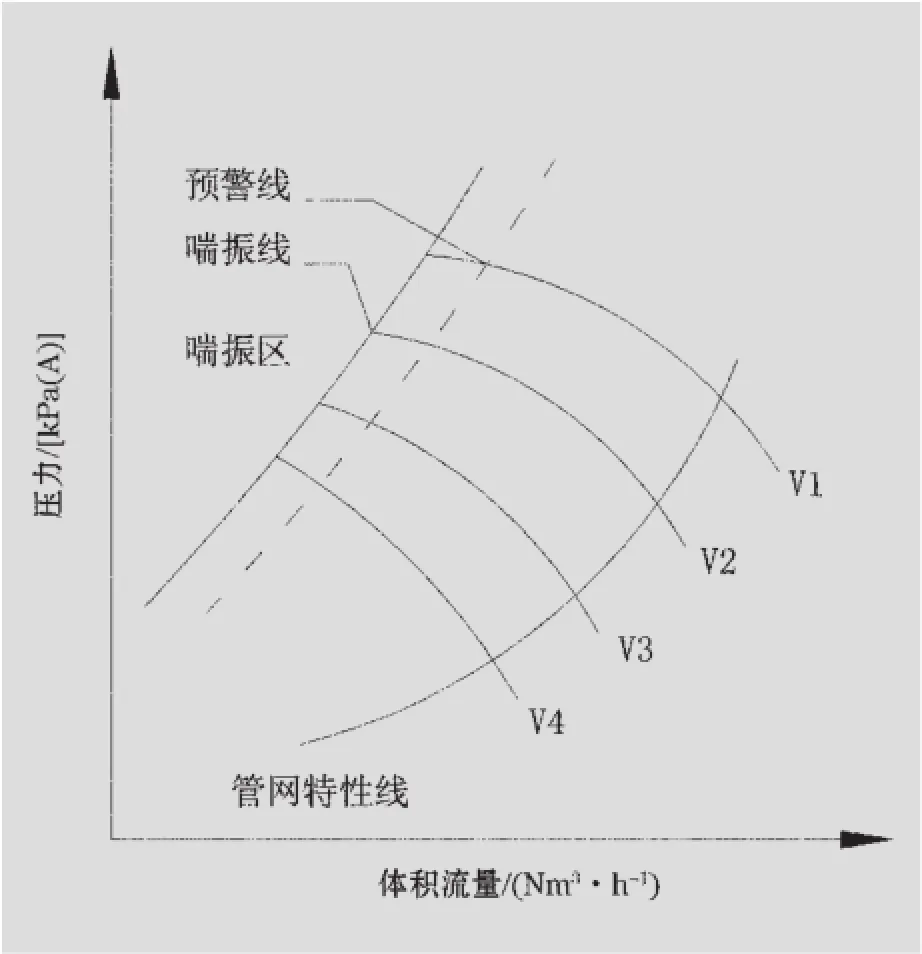
圖2 鼓風(fēng)機(jī)性能曲線
根據(jù)對(duì)操作工況、管網(wǎng)和測(cè)量?jī)x表等方面的分析,造成鼓風(fēng)機(jī)出口體積流量不足的原因可能有以下幾個(gè)方面[1]:
(1)鼓風(fēng)機(jī)進(jìn)口溫度偏高。鼓風(fēng)機(jī)進(jìn)口溫度的2變化會(huì)影響機(jī)組體積流量。體積流量和壓力的變化與鼓風(fēng)機(jī)的壓縮比有關(guān)[2]。
鼓風(fēng)機(jī)的壓縮比可用式(1)表示。

式中,εc為壓縮比;△T為溫度變化,K;M為馬赫數(shù);m為多變指數(shù);Ta為進(jìn)氣溫度(絕對(duì)溫度),K。
在壓縮比表達(dá)式中,進(jìn)口溫度位于底數(shù)的分母中,如果進(jìn)口溫度升高,即△T/Ta值減小,而M值小于1,則1/M值大于1,所以當(dāng)進(jìn)氣溫度升高時(shí),εc減小,出口壓力會(huì)下降。由性能曲線圖可以看出,在同一閥開(kāi)度下,如果進(jìn)口溫度升高而導(dǎo)致出口壓力降低,則會(huì)使性能曲線連同喘振點(diǎn)向右下側(cè)移動(dòng);如果保持出口管網(wǎng)的壓力恒定,那么其工況點(diǎn)會(huì)向左移動(dòng),體積流量會(huì)減小。
(2)進(jìn)口管道堵塞。進(jìn)口管道如果發(fā)生堵塞,會(huì)導(dǎo)致進(jìn)氣量不足,機(jī)組工作點(diǎn)向左移動(dòng),相同工況條件下的出口體積流量降低。
(3)出口管道堵塞。出口管道如果發(fā)生堵塞,會(huì)導(dǎo)致排氣阻力增大,出口壓力升高,由鼓風(fēng)機(jī)性能曲線圖可知,出口體積流量會(huì)降低。
(4)流量計(jì)測(cè)量誤差,導(dǎo)致實(shí)際體積流量與測(cè)量值有偏差。
2.3.2機(jī)械裝配情況分析
(1)機(jī)組存在漏氣現(xiàn)象。機(jī)組如果存在漏氣現(xiàn)象,會(huì)使一部分氣流從密封點(diǎn)處泄漏,從而使出口體積流量降低。
(2)機(jī)組內(nèi)部間隙超標(biāo)。廠家提供的數(shù)據(jù)標(biāo)準(zhǔn)對(duì)葉輪與進(jìn)氣機(jī)殼之間的間隙有嚴(yán)格要求。如果間隙超出廠家提供的標(biāo)準(zhǔn),將影響葉輪的做功能力,并影響氣流通過(guò)葉輪的通道,從而造成能量損失,影響出口體積流量[3]。
(3)葉輪上有垃圾。葉輪上如果存在聚合物或其他垃圾,不但會(huì)影響葉輪對(duì)氣體做功,同時(shí)也會(huì)阻礙氣流通過(guò)流道,使出口體積流量減小。
2.3.3初步判斷
根據(jù)上述分析,由鼓風(fēng)機(jī)開(kāi)車(chē)后顯示的工藝參數(shù)以及現(xiàn)場(chǎng)排查情況,可以排除因工藝原因?qū)е鲁隹隗w積流量降低的可能性。而機(jī)械裝配原因需拆開(kāi)機(jī)組才能檢查判斷。
2.4機(jī)組查修
在機(jī)組拆檢過(guò)程中,使用壓鉛法對(duì)葉輪與進(jìn)氣機(jī)殼之間的間隙進(jìn)行測(cè)量,發(fā)現(xiàn)間隙A12,A7均存在超標(biāo)現(xiàn)象,實(shí)際間隙要大于廠家提供的設(shè)計(jì)值(見(jiàn)表1,葉輪的結(jié)構(gòu)示意圖見(jiàn)圖3)。由理論分析可知,該間隙的超標(biāo)會(huì)使葉輪推動(dòng)氣體流動(dòng)的能力下降,使葉輪對(duì)氣流做功量減小,從而使出口氣體體積流量減小。
根據(jù)以上分析,為了調(diào)整葉輪與進(jìn)氣機(jī)殼之間的間隙,將進(jìn)氣機(jī)殼拆下后進(jìn)行精加工,將平面1與平面2的尺寸各車(chē)去0.6 mm,校準(zhǔn)兩平面的平行度。精加工后進(jìn)行現(xiàn)場(chǎng)安裝,使用同樣的方法進(jìn)行間隙測(cè)量,發(fā)現(xiàn)數(shù)據(jù)均在指標(biāo)范圍內(nèi)(見(jiàn)表1)。機(jī)組復(fù)位后開(kāi)車(chē)。
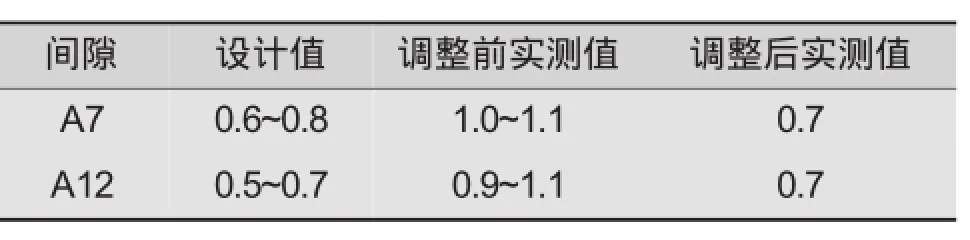
表1 葉輪-進(jìn)氣機(jī)殼間隙mm
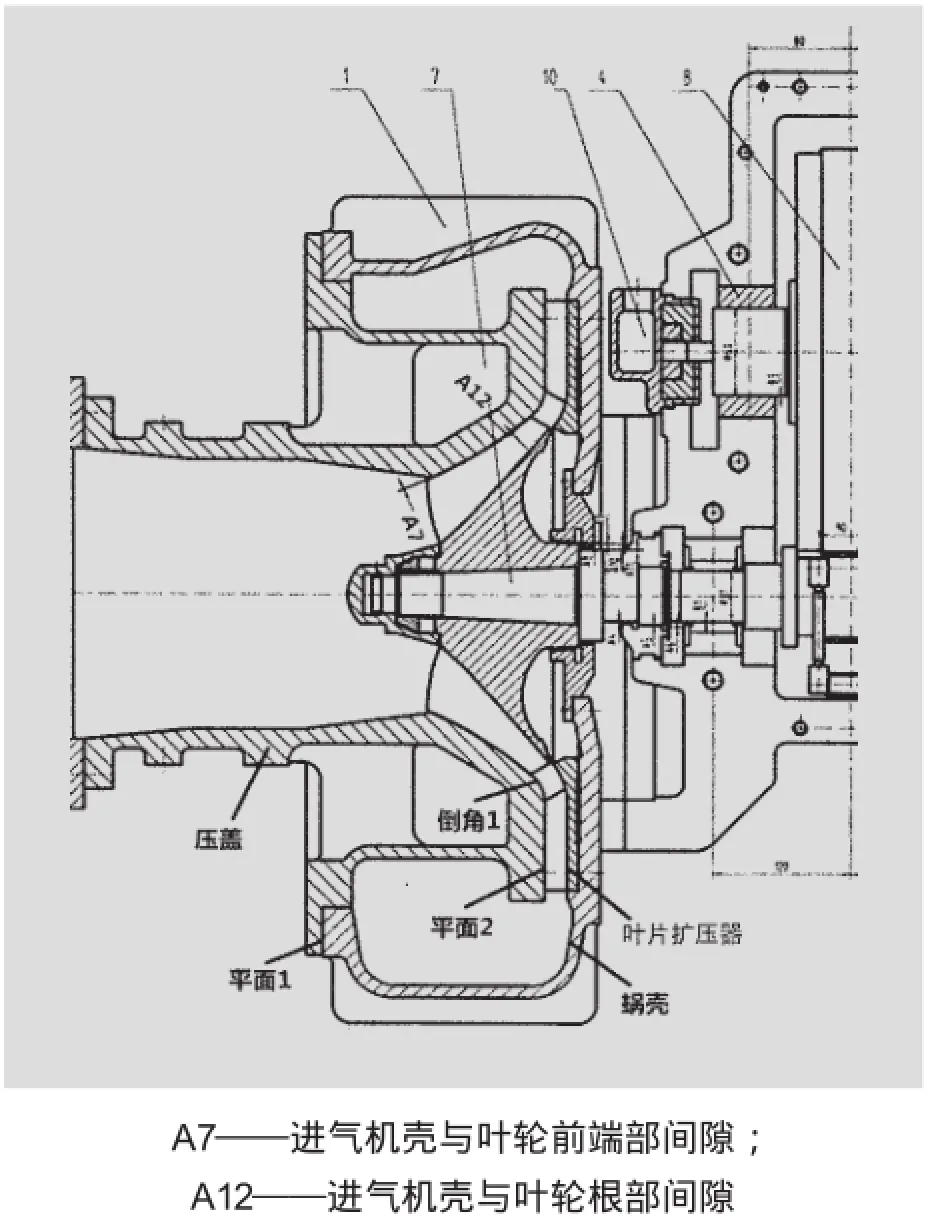
圖3 葉輪結(jié)構(gòu)示意圖
2.5檢修后試車(chē)情況
檢修完成后,對(duì)鼓風(fēng)機(jī)進(jìn)行再次試車(chē),調(diào)節(jié)閥全開(kāi)后,尾氣進(jìn)口壓力達(dá)到設(shè)計(jì)壓力113 kPa(A),進(jìn)口溫度控制在75℃左右;鼓風(fēng)機(jī)出口體積流量卻只能達(dá)到1850 Nm3/h,電流也降至200 A,出口壓力為173kPa(A),而出口溫度卻達(dá)到了193℃。由此可以看出,檢修后,出口氣體體積流量下降了,出口溫度卻上升了,理論與實(shí)際出現(xiàn)了反差。
3 對(duì)出氣量不足原因的進(jìn)一步分析和處理
3.1理論與實(shí)際出現(xiàn)反差的原因分析
針對(duì)檢修后鼓風(fēng)機(jī)的出氣量比檢修前更小的情況,工作人員從實(shí)際加工與理論設(shè)計(jì)是否存在一定偏差的角度著手,對(duì)可能的原因分析如下:(1)此次檢修時(shí),只車(chē)去了兩個(gè)平面的尺寸,進(jìn)氣機(jī)殼上的其他尺寸可能也發(fā)生了變化,導(dǎo)致氣體的體積流量下降。(2)流道部分各部件的裝配存在死角(如葉輪與擴(kuò)壓葉盤(pán)、擴(kuò)壓葉盤(pán)與進(jìn)氣機(jī)殼之間存在高低不平的現(xiàn)象),使流經(jīng)流道的氣體由于死角的撞擊而出現(xiàn)渦流現(xiàn)象。(3)擴(kuò)壓葉盤(pán)的葉片型線旋向錯(cuò)誤(擴(kuò)壓葉盤(pán)的葉片旋向應(yīng)與葉輪旋向相反,且擴(kuò)壓器與葉輪的葉片數(shù)不能相等或成整倍數(shù),以避免在設(shè)備運(yùn)行過(guò)程中產(chǎn)生共振)。
根據(jù)上述情況,需要再一次拆開(kāi)機(jī)組進(jìn)行檢查分析。
3.2再次停車(chē)檢查與修理
待機(jī)組再次停車(chē)后,對(duì)設(shè)備進(jìn)行解體檢查。根據(jù)檢查結(jié)果,對(duì)偏離設(shè)計(jì)的情況進(jìn)行修整處理。
3.2.1進(jìn)氣機(jī)殼拆檢分析
拆開(kāi)進(jìn)氣機(jī)殼后發(fā)現(xiàn),在圖3中倒角1處,葉輪與進(jìn)氣機(jī)殼之間有摩擦痕跡。在上一次檢修時(shí),將兩個(gè)平面進(jìn)行了精加工,各車(chē)去0.6 mm,由于加工后未倒圓角,使流道相應(yīng)位置寬度減少約6%,導(dǎo)致原來(lái)的壓蓋倒角1處出現(xiàn)了曲線拐點(diǎn),此處曲線不平滑;機(jī)組運(yùn)行后,由于熱膨脹以及流體壓力的作用,使得葉輪與進(jìn)氣機(jī)殼出現(xiàn)了刮擦。
圖4為圖3中倒角1處的局部放大圖。從圖中可以看出,虛線處為進(jìn)氣機(jī)殼被車(chē)去0.6 mm后,進(jìn)氣機(jī)殼整體沿軸向向葉輪方向平移了0.6mm。雖然A7,A12處的間隙達(dá)到了設(shè)計(jì)標(biāo)準(zhǔn),但加工以后,進(jìn)氣機(jī)殼倒角與進(jìn)氣機(jī)殼平面的過(guò)渡與設(shè)計(jì)值偏差更遠(yuǎn),使得通道面積減小(如圖4中陰影面積所示),影響了氣體的體積流量。同時(shí),由于加工后過(guò)渡線條上出現(xiàn)了拐點(diǎn),使在拐點(diǎn)處通過(guò)的氣流受到撞擊等影響,在圖示的區(qū)域內(nèi)出現(xiàn)了渦流現(xiàn)象,部分空氣在此處不停打轉(zhuǎn)而無(wú)法被帶出,這在增加氣體阻力、降低體積流量的同時(shí),也使氣體的一部分動(dòng)能轉(zhuǎn)化為熱能,從而使流體出口溫度升高。這就是第一次整改后開(kāi)車(chē)時(shí),氣體體積流量進(jìn)一步降低、出口溫度上升的原因。
3.2.2葉片擴(kuò)壓器加工與理論設(shè)計(jì)偏差
葉片擴(kuò)壓器的作用,是使從葉輪流出的速度較大的流體通過(guò)擴(kuò)壓器環(huán)道時(shí)速度逐漸降低,壓力逐漸升高。擴(kuò)壓器的葉片與葉輪出口之間必須有一定距離。氣流在離開(kāi)葉輪時(shí)的速度是不均勻的,在一段距離內(nèi)將其混合,有利于氣流較均勻地進(jìn)入葉片擴(kuò)壓器內(nèi)。
通過(guò)檢查,發(fā)現(xiàn)廠家在制造GM20H-4小型鼓風(fēng)機(jī)的葉片擴(kuò)壓器時(shí),采用的是鑄造工藝,葉片擴(kuò)壓器的加工精度低,每個(gè)葉片的鑄造形狀均有差異;氣流流道表面未經(jīng)機(jī)加工,只是用砂輪機(jī)等工具進(jìn)行了打磨,表面粗糙,且流道深淺不一(流道出口處深度最大為6.2 mm,最小只有4.2 mm)。另外,擴(kuò)壓器葉片進(jìn)口附近未修形成圓滑過(guò)度,存在臺(tái)階,氣流經(jīng)過(guò)時(shí)易產(chǎn)生渦流,加之粗糙流道表面摩擦阻力的影響,導(dǎo)致出口體積流量降低。對(duì)擴(kuò)壓器型線旋向進(jìn)行檢查后,確認(rèn)其符合設(shè)計(jì)要求。
3.2.3機(jī)組修整處理
對(duì)機(jī)組進(jìn)行測(cè)量檢查和分析后,將其送回制造廠進(jìn)行如下修整處理:
(1)將進(jìn)氣機(jī)殼上的摩擦痕跡打磨光滑,同時(shí)按照試車(chē)時(shí)出氣量的情況,修正進(jìn)氣機(jī)殼曲線并且對(duì)其進(jìn)行精加工修形,保證進(jìn)氣機(jī)殼和葉輪之間的間隙達(dá)到設(shè)計(jì)要求,增加葉輪流道的體積,降低流道阻力。
(2)重新機(jī)加工一件葉片擴(kuò)壓器,使尺寸精度、表面粗糙度得到保證。
(3)按照要求,對(duì)低速軸轉(zhuǎn)子進(jìn)行低速動(dòng)平衡校驗(yàn);對(duì)高速軸轉(zhuǎn)子進(jìn)行高速動(dòng)平衡校驗(yàn)。
(4)按照大修標(biāo)準(zhǔn),對(duì)葉輪、轉(zhuǎn)子、軸承、密封等零部件進(jìn)行檢查測(cè)量。
(5)按照機(jī)器裝配標(biāo)準(zhǔn)組裝機(jī)器。
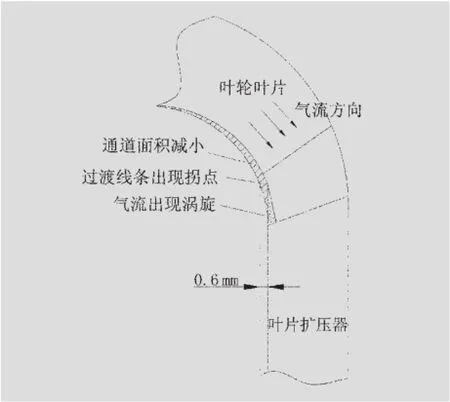
圖4 加工前后氣流通道變化圖
4 再次試車(chē)驗(yàn)證
對(duì)機(jī)組進(jìn)行第二次檢修復(fù)位試車(chē)。待機(jī)組運(yùn)轉(zhuǎn)穩(wěn)定后,將進(jìn)口調(diào)節(jié)閥逐漸開(kāi)大至閥開(kāi)度為70%,尾氣進(jìn)口壓力為112.7 kPa(A),進(jìn)口溫度控制在75℃左右;根據(jù)裝置生產(chǎn)需要,將鼓風(fēng)機(jī)出口體積流量調(diào)節(jié)為2981 Nm3/h,電流為230.1 A,出口壓力控制在196.2 kPa(A),出口溫度為164.3℃。機(jī)組運(yùn)行基本達(dá)到了設(shè)計(jì)要求,也滿足了工藝生產(chǎn)要求。
與第一次檢修后的開(kāi)車(chē)相比,第二次檢修找出了機(jī)組出氣量不能達(dá)到設(shè)計(jì)要求的真正原因,并從根本上解決了問(wèn)題。
5 結(jié)語(yǔ)
針對(duì)GM20H-4型離心式鼓風(fēng)機(jī)在調(diào)試運(yùn)行過(guò)程中出現(xiàn)的問(wèn)題,從工藝設(shè)計(jì)條件、鼓風(fēng)機(jī)的性能曲線、設(shè)備結(jié)構(gòu)特點(diǎn)、檢修以及設(shè)備設(shè)計(jì)與實(shí)際加工誤差等方面進(jìn)行了分析,最終找出了鼓風(fēng)機(jī)出氣量不足的原因,并在制造廠的協(xié)助下解決了問(wèn)題,滿足了裝置生產(chǎn)需要。
[1]馬雷.離心壓縮機(jī)故障原因分析及處理措施 [J].風(fēng)機(jī)技術(shù),2007(1):83-84.
[2]趙明生.機(jī)械工程師手冊(cè).2版.北京:機(jī)械工業(yè)出版社,2000.
[3]任曉善.化工機(jī)械維修手冊(cè):中卷.北京:化學(xué)工業(yè)出版社,2004.
Reason Analysis and Treatment Measures for the Gas Output Deficiency of Centrifugal Blower
Zhang Yulan
The problem of gas output deficiency occurred in the commissioning and operation process of centrifugal blower was analyzed,and the corresponding solution schemes were proposed.
Centrifugal blower;Gas output deficiency;Reason analysis;Improvement measure
TH 442
2016年6月
張玉蘭女1965年生本科工程師主要從事設(shè)備管理工作

- 上海化工的其它文章
- 對(duì)未來(lái)中國(guó)市場(chǎng)非常樂(lè)觀 專(zhuān)訪柏斯托集團(tuán)首席執(zhí)行官楊思革
- PTFE分散樹(shù)脂干燥系統(tǒng)真空失效原因分析與改進(jìn)措施
- 科思創(chuàng)新建世界級(jí)HDI工廠在上海啟動(dòng)
- 我國(guó)工業(yè)危險(xiǎn)廢棄物處置現(xiàn)狀分析及節(jié)能產(chǎn)業(yè)化開(kāi)發(fā)建議
- 揚(yáng)州建筑涂料行業(yè)的發(fā)展現(xiàn)狀及發(fā)展趨勢(shì)
- 基于專(zhuān)利數(shù)據(jù)的3D打印技術(shù)及其專(zhuān)利布局分析