功能量規設計實例
2016-09-10 08:38:59何寧珍
裝備制造技術 2016年5期
何寧珍
(柳州五菱柳機動力有限公司,廣西柳州545007)
檢測與測試
功能量規設計實例
何寧珍
(柳州五菱柳機動力有限公司,廣西柳州545007)
介紹了如何使用功能量規來檢測孔系類型零件,利用功能量規獨特的優越性,實現綜合檢測驗收,保證檢驗準確度的同時,提高檢驗效率,節省檢驗成本,適用于批量生產。
位置度公差;功能量規;工作部位尺寸計算
在生產實際中,孔系類型零件非常多見并應用廣泛,孔系分布有沿圓周分布、矩陣分布、任意分布等不同表現形式,但設計上對孔系的位置度一般作出一定要求以滿足零件的安裝需要。如在檢驗工作中接觸到的某一法蘭類部件,幾個安裝孔沿圓周均勻分布,設計規定孔系對基準的位置度要求。若采用傳統的平臺、方箱和常規量具測量,或三坐標測量設備進行測量驗收,工作效率低,費時費力,不能滿足快節奏的生產狀況要求。如果采用功能量規就可以很好地解決了這個問題,實現快速而準確地驗收。本文列舉一簡例,淺析孔系零件功能量規的設計思路。
1 功能量規概述
功能量規是當最大實體要求應用于被測要素和(或)基準要素時,用來確定它們的實際輪廓是否超出邊界(最大實體實效邊界或最大實體邊界)的全形通規。功能量規有整體型、組合型、插入型和活動型幾種型式,其工作部位包括檢驗部位、定位部位和導向部位[1],生產中根據零件的圖紙設計要求可設計制作相應的功能量規用于生產檢驗,實現綜合檢測驗收。
2 零件簡圖與設計要求
孔系零件設計簡圖如圖1所示,零件安裝孔系分布是按圓周均勻分布的常見分布格局,基準孔采用包容原則,安裝孔在Ф50理想圓周上均勻分布,各孔位置度為遵循最大實體原則。位置度的具體公差帶含義如圖2所示,當零件為最大實體狀態時,要求6個安裝孔的實際軸線必須分別位于直徑為Ф0.20 mm的6個圓柱形公差帶內,各公差帶的軸線位于Ф50 mm的理想圓周上,并按60°均勻分布在Ф50 mm的理想圓上,Ф50 mm的圓心與孔Ф20mm的軸線(基準軸線)A同軸。

圖1 孔系零件設計簡圖
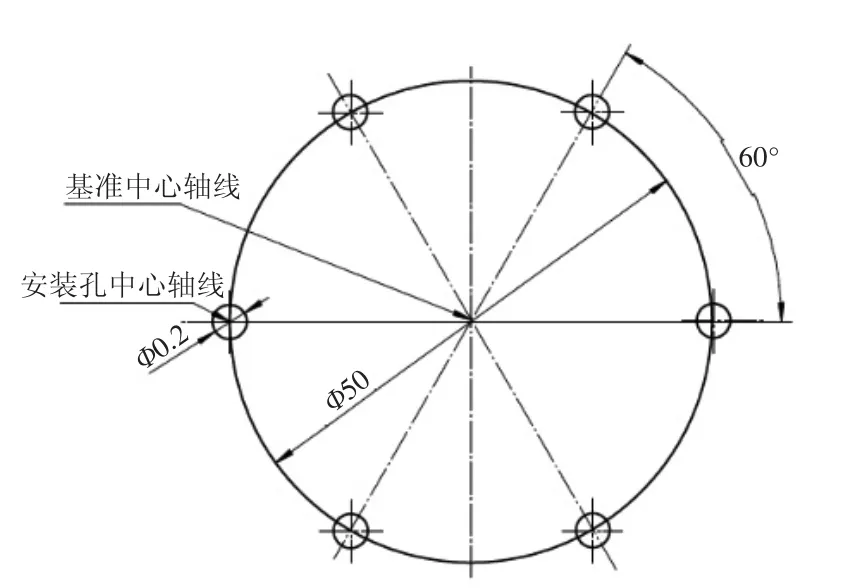
圖2 安裝孔位置度公差帶含義
(1)最大實體原則。當被測要素的實際尺寸偏離最大實體尺寸時,形位公差可以獲得補償值的一種公差原則。即圖紙上標注的形位公差值是被測要素在最大實體狀態下給定的,當被測要素直徑偏離最大實體直徑時,形位公差值可得到一個補償值,該補償值是最大實體直徑和實際直徑之差的絕對值。最大實體狀態時無論對于軸類還是孔類,此時的狀態是最難安裝狀態,當要素偏離最大實體狀態時,形位公差值得到一個補償值,最小狀態時形位公差值獲得的補償最大,只要仍可滿足安裝要求即可[2]。所以在裝配中,常常用到最大實體原則,安裝選配方便,同時利于提高零件加工的經濟性。當基準要素偏離最大實體狀態時,孔的位置公差獲得補償量只能補償給成組要素而不能分別補償給各個被測要素。
(2)包容原則。是尺寸公差與形位公差相互有關的一種相關要求,當要素在最大實體狀態時,允許的形位公差為零,此設計相當于位置度公差為零的最大實體原則即。圖1設計是最大實體原則同時應用于被測要素和基準要素的實例,當安裝孔和基準孔A均處于最大實體狀態,即實際要素在給定長度上處處位于極限尺寸之內,并具有允許的材料量最多的狀態時(安裝孔為Ф15.0,基準孔為Ф20.0時),被測孔的位置公差帶位于直徑Ф0.20 mm的圓柱面內,如圖2所示。當基準要素偏離最大實體狀態時,孔的位置公差獲得補償量,補償給成組要素而不是分別補償給各個被測要素。
3 功能量規設計思路
根據此孔系類零件設計要求,按GB/T 8069-1998《功能量規》進行功能量規設計,檢驗零件關聯被測要素的實際輪廓是否超越規定邊界,功能量規相當于模擬被測件的裝配極限(實效邊界)情況下的一種標準匹配件。功能量規簡圖如圖3所示,量規由底板、定位銷、測量銷組成。功能量規各工作部位尺寸按后附的相對應的計算尺寸值設計,另外各個銷的長度、高度、底板厚度與零件匹配,手柄長度考慮插取方便設計。
功能量規測量要素的形狀采用與被測孔的實效邊界相一致的固定銷和活動銷。底平面需要限制三個自由度,一個基準定位圓柱銷限制了兩個自由度,為了防止過定位,另一個測量固定銷制成削邊銷。零件的被測要素和基準要素均為中心要素,因而功能量規的測量部位和定位部位的尺寸、形狀、方向和位置與零件上相應的被測要素和基準要素的實效邊界的尺寸、形狀、方向和位置相同。導向部位兼做測量部位,制作成無臺階式,其尺寸、形狀方向和位置應按測量部位確定。檢驗時,首先確定基準孔和安裝孔尺寸檢驗合格,再用功能量規綜合檢具進行檢驗,若功能量規能自由通過,則表示被測輪廓未超越規定邊界,零件合格。
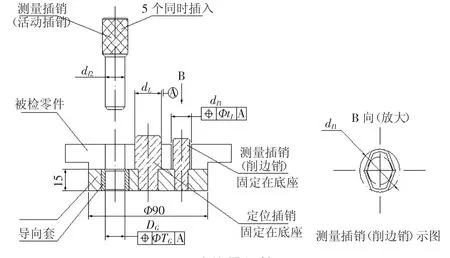
圖3 功能量規簡圖
3.1功能量規各工作部位尺寸計算[3]
根據《GB/T 8069-1998功能量規》相關要求,進行綜合檢具各個量規的測量部位、定位部位及導向部位的尺寸計算。《GB/T 8069-1998功能量規》附表1.

表1 功能量規各工作部位的尺寸公差、形位公差、允許磨損量及最小間隙的數值單位:μm
(1)確定功能量規各工作部位公差
1)中心孔定位部位綜合公差Tt=0.025,按GB/T 8069-1998查表1得:
尺寸公差TL=0.002,允許最小磨損量WL=0.002
2)測量部位綜合公差Tt=0.18+0.20=0.38,按GB/T 8069-1998查表1得:
尺寸公差TI=0.008,允許最小磨損量WI=0.008,位置公差tI=0.012
3)測量部位的基本偏差,根據Tt=0.18+0.20=0.38,按GB/T 8069-1998查表2得:
FI1=0.025(固定銷),FI2=0.036(活動銷)
4)導向部位由綜合公差Tt=0.18+0.20=0.38,按GB/T 8069-1998查表1得:
尺寸公差TG=0.005,允許最小磨損量WG=0.005,最小間隙Smin=0.004.
(2)功能量規各工作部位尺寸計算
1)定位部位尺寸(定位插銷)
定位部位基本尺寸:dLB=DMMC=Ф20.0mm
定位部位磨損極限尺寸:dLW=dLB-(TL+WL)=Ф20.0-0.002-0.002-0.002=Ф19.996 mm
2)測量部位尺寸(測量插銷削邊銷)
測量部位基本尺寸:dIB1=DMMC-t=Ф15.0-0.20=14.80mm
測量部位磨損極限尺寸:dIW1=(dIB1+FI1)-(TI+WI)=Ф14.8+0.025-0.008-0.008=Ф14.809mm
3)測量部位尺寸(活動插銷)
測量部位基本尺寸:dIB2=DMMC-t=Ф15.0-0.20=14.80mm
測量部位磨損極限尺寸:dIW2=(dIB2+FI2)-(TI+WI)=Ф14.8+0.036-0.008-0.008=Ф14.820 mm
4)導向部位尺寸(活動插銷的導向孔)
導向部位基本尺寸:DGB=dI2max=Ф14.836mm
導向部位磨損極限尺寸:DGW=(DGB+Smin)+(TG+WG)=Ф14.836+0.004+0.005+0.005=Ф14.850mm. 3.2功能量規相關的技術要求及使用保養
功能量規輔助生產經常使用,所以首先要耐磨損,其次要有長期的穩定性,測量部位和定位部位都有磨損極限,工作部位一旦超出磨損極限則功能量規不能繼續使用。因此為了保證檢驗準確度,各個部位選材及熱處理要求如下:底板45#鋼,硬度不高,易切削加工,同時具有良好的耐磨性、鑄造性和切削性。底板調質HB270-300,調制處理后底板具有良好的綜合機械性能。導向套、定位銷和檢測銷的材質:T8,熱處理:淬火HRC58-62.同時功能量規表面經過發藍Fe/Ct.o處理,防止使用過程容易產生銹蝕。
綜合檢具注意日常的保養,進行定期涂油防銹。檢具工作表面不得有銹跡、銹蝕,無毛刺、黑斑、劃痕、裂紋等明顯影響外觀和使用質量的缺陷,其余表面不得有銹蝕和裂紋。檢具的各部位連接牢固可靠,在使用過程中不得有松動現象。我公司規定檢具使用要周期檢驗,綜合檢具檢驗周期為六個月,定位銷、檢測銷、導向套的尺寸不能超過磨損極限,在接近磨損極限時就要注意及時更換了[1]。
檢驗時,首先零件的基準孔和安裝孔尺寸檢驗合格,再用功能量規綜合檢具檢驗,若功能量規能順利通過,則表示被測輪廓未超越規定邊界,表示零件合格,否則為不合格。
4 結束語
功能量規作為一種定性檢驗的量規,缺點是不能測量各具體數值。但是功能量規精度可靠,結構設計滿足操作簡單、使用方便,替代傳統的方箱、平臺、常規量具檢測方法或三坐標測量機檢測方法,比常規量具更能體現出優越性,既保證了檢驗準確度,又大大提高檢驗效率,節省了檢驗成本,質量控制效果非常好,在批量生產中起著舉足輕重的作用,生產實際中應該學會應用。
[1]梁國民.質量檢驗員手冊[M].北京:機械工業出版社,1993.
[2]甘永立.幾何量公差與檢測[M].第九版.上海:上海科學技術出版社.
[3]GB/T8069-1998,功能量規[S].
The Function ofGauge Design Exam ples
HE Ning-zhen
(Liuzhou Wuling Limited Company,Liuzhow Guangxi 545007,China)
The function of the gauge,detection hole type parts.The functional gauges unique superiority,realize the comprehensive inspection and acceptance,inspection to ensure accuracy at the same time,improve the inspection efficiency,save test cost,suitable formass production.
true position;functional gauge;working position size calculation
TG815
B
1672-545X(2016)05-0206-03
2016-02-17
何寧珍(1975-),女,廣西柳州人,工程師,本科,主要研究方向:裝配與測量。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
