高頻底座電極的設(shè)計優(yōu)化
2016-09-05 07:50:35周登清
時代農(nóng)機(jī) 2016年4期
周登清
(貴州航天職業(yè)技術(shù)學(xué)院,貴州 遵義 563000)
高頻底座電極的設(shè)計優(yōu)化
周登清
(貴州航天職業(yè)技術(shù)學(xué)院,貴州 遵義563000)
高頻底座型腔多、深度各異且尺寸精度高,用數(shù)控銑粗加工型腔后,再用電加工對各型腔進(jìn)行精加工。在初期生產(chǎn)中,采用整體式電極加工時,加工幾件零件后,電極損耗嚴(yán)重,尤其是電極尖角部位的圓角增大,電極維護(hù)比較困難,導(dǎo)致電極利用率低,要求清角部位的圓角增大,需由鉗工進(jìn)一步進(jìn)行補(bǔ)加工,使得加工效率低,且產(chǎn)品質(zhì)量不易保證,廢品率提高,導(dǎo)致生產(chǎn)成本大幅增加。為解決此問題,對電極進(jìn)行改進(jìn)設(shè)計,采用分體式電極,解決了此前電極利用率低,電極損耗嚴(yán)重的問題。同時,減少了加工后由鉗工進(jìn)行清角的工作量,提高了產(chǎn)品質(zhì)量。
高頻底座;電極設(shè)計;清角;電加工
高頻底座是一個型腔多、深度各異且型腔底部要求清角,尺寸要求高的零件。加工時先用銑床進(jìn)行粗加工型腔(單面留有0.3mm加工余量),然后采用電加工進(jìn)行精加工。生產(chǎn)初期采用整體式電極加工,生產(chǎn)中出現(xiàn)電極制造難度大,而且電極損耗嚴(yán)重并且維護(hù)困難,電極一旦損壞就很難修復(fù)。更為重要的是,電極損耗后加工的產(chǎn)品還須由鉗工手工清角的辦法來保證設(shè)計要求,這樣一來,零件的表面損傷嚴(yán)重并影響產(chǎn)品的外觀和產(chǎn)品質(zhì)量,所以不能滿足設(shè)計要求。文章就針對以上的問題談?wù)勅绾螌﹄姌O進(jìn)行優(yōu)化設(shè)計。
1 加工工藝分析
高頻底座一共有25個型腔(如圖1所示),型腔深度共有7檔尺寸,其中型腔15的深度尺寸為10±0.1mm,型腔1、3、24的深度尺寸為10.8-0.05mm,型腔13的深度尺寸為 11+0.05mm,型腔 4、5、11、12、21、25深度尺寸相同為11.3+0.05mm,型腔6、7、8、9、10、16、17、18、19、20的深度尺寸為11.47+0.05mm,型腔14的深度尺寸為12.65+0.05mm,型腔2、22、23的深度尺寸為13.02+0.05mm,型腔底部要求清角,型腔表面粗糙度高達(dá)1.6。根據(jù)產(chǎn)品的特點,制定產(chǎn)品的加工方案為:備料——粗銑——去應(yīng)力——精銑——電加工——清角——去毛刺——檢驗——入庫。
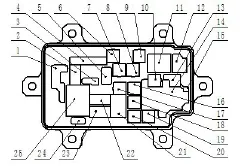
圖1 高頻底座圖
2 電極設(shè)計方案的分析
2.1整體式電極設(shè)計
將全部電極加工好后,安裝在一個固定板上,組合成一副電極,然后進(jìn)行加工。這種方案的特點是型腔一次加工成型。缺點主要有:
(1)電板加工后裝配難度大,25個電極要裝配在一起,有的電極高度差僅為0.1mm,裝配后的電極相對高度尺寸控制較困難,這就對鉗工的技能要求較高,裝配后電極的合格率低,往往需要反復(fù)調(diào)試,因此不利于制造生產(chǎn)。
(2)電極損耗后維護(hù)困難,工作量大。大量的電極集成在一起,損耗后,不能采用線切割將損耗部分一起割支,而是需將電極拆下,將相同高度的電極放在一起,用線切割割掉損耗部分。要維護(hù)一副損耗的電極,需要分7次去切割,然后才能組裝在一起。因此,維護(hù)困難并且工作量大。
(3)生產(chǎn)效率低,產(chǎn)品質(zhì)量難以保證,生產(chǎn)成本高。每副新制造的電極在加工放電過程中,電極的尖角部位會出現(xiàn)損耗,在加工前2~3個零件時,損耗較小,零件的根部還能保證清角,在以后加工的3~4個零件由于電極的各個清尖角經(jīng)過磨損變成了圓角,這樣使后續(xù)加工零件的根部就不能達(dá)到設(shè)計要求,轉(zhuǎn)角變大,所以后面加工的4~6個零件必須經(jīng)過鉗工進(jìn)行清角來保證,使得生產(chǎn)效率極其低下,并且鉗工清角后的產(chǎn)品質(zhì)量往往難達(dá)到要求,必然導(dǎo)致產(chǎn)品的合格率低,生產(chǎn)成本上升。而在生產(chǎn)初期,采用了該方案,上述缺點就全部暴露出來了,不得不采取別的方案。
2.2分體式電板設(shè)計
由于整體式電極在加工中存在諸多缺點,于是將設(shè)計思路調(diào)整為將深度尺寸相同的型腔電極,設(shè)計在一起。綜合考慮維護(hù)方便、生產(chǎn)效率、生產(chǎn)成本、產(chǎn)品質(zhì)量等幾方面的因素,可以將兩種不同深度的電極設(shè)計在一起,但此時還必須遵循的原則是兩種深度尺寸的電極之間要有一定的距離,以便于在電板損耗后,能用線切割的方式去除損耗部分。該方案的優(yōu)點是:電極利用率高,維護(hù)容易,產(chǎn)品質(zhì)量得到保證。
3 分體式電極的具體設(shè)計
根據(jù)分體式電極設(shè)計方案的思路要求,設(shè)計出了兩類共4副電極來解決高頻底座的25型腔的加工。為保證分體式電板加工零件的產(chǎn)品質(zhì)量,具體設(shè)計方案如下。
(1)安裝固定零件的要求。對固定板要求為固定板厚度為15mm,經(jīng)調(diào)質(zhì)處理,安裝表面磨后保證表面粗糙度為1.6,平行度為0.01,兩角尺面的垂直度為0.01。墊板的要求為平面度0.02,保證電極與機(jī)床裝配時與機(jī)床的平面接平。固定板各電極孔位的加工采用線切割加工,基準(zhǔn)面為兩角尺面。
(2)電極的長度不宜太長,伸出固定板部份高度為35mm,加工3~4個零件后,將該電極組件取下,把電極損耗部分割掉(大約為2mm),該零件加工的安全高度按15mm計算,所以電極利用部份為20mm(35-15),那么電極就可以切割10次,每次加工3~4件,那么10次就加工30~40件,電極的利用率就大大提高了。
(3)將型腔深度相同的電極設(shè)計成一副電極上如圖2所示。
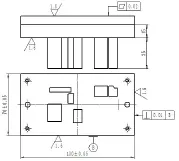
圖2 電極加工圖
該電極加工的型腔深度為11.3+0.05mm,分別加工圖1中的4、5、11、12、21、25六個型腔。
(4)將型腔深度不一致,且型腔之間有一定間距的電極設(shè)計一為副電極上。共設(shè)計出3副電極,具體為:①將6、7、8、9、10、16、17、18、19、20共10個深11.47+0.05mm的型腔和深為11+0.05mm的型腔13設(shè)計在一副電極上(如圖3所示)。②將2、22、23共3個深13.02+0.05mm的型腔和1個深12.65+0.05mm的型腔14設(shè)計在一副電極上(如圖4所示)。③將1、3、24共3個深10.8-0.05mm的型腔和1個深10±0.1mm的型腔15設(shè)計在一副電極上(如圖5所示)。

圖3 電極加工圖

圖4 電極加工圖
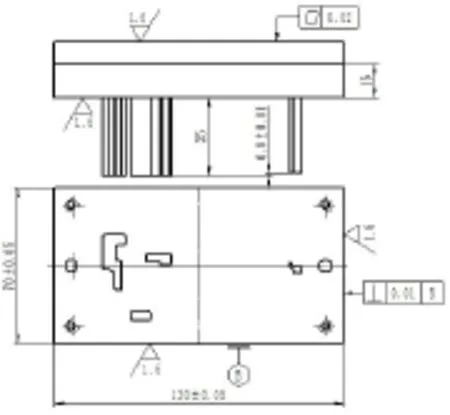
圖5 電極加工圖
以上三副電極,由于不同深度尺寸電極
之間有一定的距離,在組裝后或電加工損耗后,均可在不拆卸原電極的情況下,直接裝在線切割機(jī)床上,通過線切割加工程序,直接割去損耗部分,并使二者之間的高度差同時得到保證。
4 前后兩種電極的成本及質(zhì)量等方面的對比分析
新設(shè)計的四副分體式電極,就能將高頻底座的25個型腔7檔尺寸完全加工出來。雖然完成一個零件的電加工需要更換4次裝夾,但電極的更換速度遠(yuǎn)快于整體式電極的維護(hù)速度。同時,換下的電極,可立即檢查損耗情況,在下一副電極加工零件的過程中,就可安排線切割維護(hù)上一副損耗電極。因此,這四副電極的設(shè)計、制造及維護(hù)難度遠(yuǎn)遠(yuǎn)低于整體式電極的難度。在生產(chǎn)成本方面,兩副分體式電極的成本相當(dāng)于一副整體式電極的成本,但現(xiàn)在四副分體式電極可以加工30~40個高頻底座,而原來2副整體式電極只能加工10~16個高頻底座。加工質(zhì)量方面,整體式電極損耗后,生產(chǎn)的零件至少有6~8個需要鉗工來進(jìn)行清角,質(zhì)量不易保證。分體式電極加工時,每次校電極的時候都以兩角尺面為基準(zhǔn),這樣一來每次校電極的基準(zhǔn)都重合,誤差就減少了,且加工的零件無需由鉗工清角,使產(chǎn)品的質(zhì)量得到了保證。
5 結(jié)語
電極設(shè)計方案改進(jìn)后,不僅解決電極的生產(chǎn)制造問題,還解決了在生產(chǎn)中電極損耗嚴(yán)重、電極不能重復(fù)利用的問題,使生產(chǎn)成本得以大大降低。同時也解決了因手工清角而造成的零件報廢等一系列質(zhì)量問題,使生產(chǎn)效率成倍提高。
[1]張遼遠(yuǎn),等.現(xiàn)代加工技術(shù)[M].北京:機(jī)械工業(yè)出版社,2008.
[2]張學(xué)仁,等.數(shù)控電火花線切割加工技術(shù)[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2000.
[3]朱曉春.先進(jìn)制造技術(shù)[M].北京:機(jī)械工業(yè)出版社,2005.
Design Optimization of High frequency base electrode
ZHOU Deng-qing
(Guizhou Aerospace Vocational and Technical College,Zunyi,Guizhou 563000,China)
High frequency base cavity,different depth and size high precision CNC milling machining cavity,then the machining precision of the cavity.In the early stage of production,whe using the integral electrode processing,processing several parts after the electrode loss,especially the electric pole of sharp corner the fillet electrode increases.Difficult maintenance,resulting in low utilization rate of electrode,asked the cleaning corner fillet increases,by further fitter to fill processing,the processing efficiency is low,and difficult to guarantee product quality,scrap rate,resulting in the production of a substantial increase in cost.To solve this problem,improve the design of the electrode.The split electrode solved the electrode electrode loss,decrease utilization rate.At the same time,reduce the processing by the fitter clear angle of the workload,improve the quality of the products.
high frequency base;electrode design;clearance angle;electroprocessing
TG661
A
2095-980X(2016)04-0047-02
2016-03-06
周登清(1981-),男,貴州遵義人,大學(xué)本科,助理工程師,主要研究方向:數(shù)控方向。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
