3D打印技術研究現狀和關鍵技術
2016-09-01 07:40:20張學軍唐思熠肇恒躍郭紹慶孫兵兵陳冰清
材料工程 2016年2期
關鍵詞:研究
張學軍,唐思熠,肇恒躍,郭紹慶,李 能,孫兵兵,陳冰清
(1 北京航空材料研究院,北京 100095; 2 空軍駐沈飛工業集團有限公司軍代表室,沈陽 110034)
?
特 約
3D打印技術研究現狀和關鍵技術
張學軍1,唐思熠1,肇恒躍2,郭紹慶1,李能1,孫兵兵1,陳冰清1
(1 北京航空材料研究院,北京 100095; 2 空軍駐沈飛工業集團有限公司軍代表室,沈陽 110034)
本文首先簡要介紹了3D打印技術的基本原理及分類,然后重點介紹了有關金屬材料3D打印的幾種方法:電子束熔化成形(EBM)、激光選區熔化成形(SLM)、激光快速成形技術(LDMD)。 簡述了金屬材料3D打印的應用領域及國內外發展情況及研究現狀。文章最后結合國內外金屬材料3D打印的研究現狀,指出金屬材料3D打印需要在打印用粉末、金屬3D打印設備、3D打印零件無損檢測方法、3D打印零件的失效行為和壽命預測等方面進行重點研究,并建立3D打印零件的無損檢測標準規范以及3D打印材料全面力學性能數據庫。
3D打印;增材制造;金屬材料
3D打印技術也說成增材制造技術,是相對于傳統的機加工等“減材制造”技術而言的,是基于離散/堆積原理,通過材料的逐漸累積來實現制造的技術。它利用計算機將成形零件的3D模型切成一系列一定厚度的“薄片”,3D打印設備自下而上地制造出每一層“薄片”最后疊加成形出三維的實體零件。 這種制造技術無需傳統的刀具或模具,可以實現傳統工藝難以或無法加工的復雜結構的制造,并且可以有效簡化生產工序,縮短制造周期。本文對3D打印的發展情況進行了介紹,重點介紹了金屬材料3D打印的研究現狀并指出了金屬材料3D打印需要重點研究的技術問題。
1 3D打印技術的分類
根據3D打印所用材料的狀態及成形方法,3D打印技術可以分為熔融沉積成形(Fused Deposition Modeling, FDM)、光固化立體成形(Stereo Lithography Apparatus, SLA)、分層實體制造(Laminated Object Manufacturing, LOM)、電子束選區熔化(Electron Beam Melting, EBM)、激光選區熔化(Selective Laser Melting, SLM)、金屬激光熔融沉積(Laser Direct Melting Deposition, LDMD)、電子束熔絲沉積成形(Electron Beam Freeform Fabrication, EBF)[1-3]。
1.1熔融沉積成形(FDM)
熔融沉積成形技術(FDM)技術是以絲狀的PLA,ABS等熱塑性材料為原料,通過加工頭的加熱擠壓,在計算機的控制下逐層堆積,最終得到成形的立體零件。這種技術是目前最常見的3D打印技術,技術成熟度高,成本較低,可以進行彩色打印。
1.2光固化立體成形(SLA)
光固化立體成形技術(SLA)是利用紫外激光逐層掃描液態的光敏聚合物(如丙稀酸樹脂、環氧樹脂等),實現液態材料的固化,逐漸堆積成形的技術。這種技術可以制作結構復雜的零件,零件精度以及材料的利用率高,缺點是能用于成形的材料種類少,工藝成本高。
1.3分層實體制造(LOM)
分層實體制造技術(LDM)以薄片材料為原料,如紙、金屬箔、塑料薄膜等,在材料表面涂覆熱熔膠,再根據每層截面形狀進行切割粘貼,實現零件的立體成形。這種技術速度較快,可以成形大尺寸的零件,但是材料浪費嚴重,表面質量差。
1.4電子束選區熔化(EBM)
電子束選區熔化成形技術(EBM)是在真空環境下以電子束為熱源,以金屬粉末為成形材料,通過不斷在粉末床上鋪展金屬粉末然后用電子束掃描熔化,使一個個小的熔池相互熔合并凝固,這樣不斷進行形成一個完整的金屬零件實體。這種技術可以成形出結構復雜、性能優良的金屬零件,但是成形尺寸受到粉末床和真空室的限制。
1.5激光選區熔化(SLM)
激光選區熔化成形技術(SLM)的原理與電子束選區熔化成形技術相似,也是一種基于粉末床的鋪粉成形技術,只是熱源由電子束換成了激光束,通過這種技術同樣可以成形出結構復雜、性能優異、表面質量良好的金屬零件,但目前這種技術無法成形出大尺寸的零件。
1.6金屬激光熔融沉積(LDMD)
金屬激光熔融沉積成形技術(LDMD)以激光束為熱源,通過自動送粉裝置將金屬粉末同步、精確的送入激光在成形表面上所形成熔池中。隨著激光斑點的移動,粉末不斷地送入熔池中熔化然后凝固,最終得到所需要的形狀。這種成形工藝可以成形大尺寸的金屬零件,但是無法成形結構非常復雜的零件。
1.7電子束熔絲沉積成形(EBF)
電子束熔絲沉積成形技術又稱電子束自由成形制造技術(EBF),是在真空環境中,以電子束為熱源,金屬絲材為成形材料,通過送絲裝置將金屬絲送入熔池并按設定軌跡運動,直到制造出目標零件或毛坯。這種方法效率高,成形零件內部質量好,但是成形精度及表面質量差,且不適用于塑性較差的材料,因無法加工成絲材。
以上是目前3D打印常見的工藝方法,根據各自的工藝特點在不同的領域有不同的應用,但是這些工藝都是基于離散/堆積的原理,實現零件從無到有的過程。
2 金屬材料3D打印技術研究現狀
近20年來,3D打印技術取得了快速的發展,所用的材料種類越來越多,成形結構越來越復雜,零件的精度越來越高,使3D打印技術應用范圍不斷擴大。根據美國技術咨詢服務協會Wohler的報告,全球3D打印市場持續增長,2012年3D打印設備與服務全球直接產值是22.04億美元。如此巨大的市場讓世界各國都十分重視3D打印技術,而金屬材料3D打印是3D打印技術最前沿的部分之一,在航空航天、醫療等領域應用迅速擴大,未來具有很大的發展潛力。
2.1國外金屬材料3D打印技術研究現狀
在20世紀90年代,激光熔融沉積成形技術(LDMD)首先在美國發展起來。約翰霍普金斯大學、賓州大學和MTS公司通過對鈦合金3D打印技術的研究,開發出一項以大功率CO2激光熔覆沉積成形技術為基礎的“鈦合金的柔性制造”技術,并于1997年成立了AeroMet公司。該公司在2002~2005年之間就通過3D打印技術制備了接頭、內龍骨腹板、外掛架翼肋、推力拉梁、翼根吊環、帶筋壁板等飛機零部件;美國Sandia國家實驗室采用該技術開展了不銹鋼、鈦合金、高溫合金等多種金屬材料的3D打印研究,并成功實現了某衛星TC4鈦合金零件毛坯的成形。成形過程所用時間相比傳統方法明顯縮短[4-6];2014年5月,美海軍在巴丹號航母上硬著艦了一架前起落架損壞的鷂式戰機,三個月后,“美艦艇備戰中心”稱艦上人員已經通過3D打印技術修復了該飛機。
同樣是在20世紀90年代,德國Fraunhofer研究所提出了利用激光選區熔化(SLM)打印金屬材料的方法,并在2002年研究成功[7]。隨后多家公司推出了SLM設備,如MCP公司開發的MCPRealizer系統、EOS公司開發的EOSINT M系列,RENISHAW公司開發的AM250系統等。此外,國外多家高校及研究所如德國亞琛工業大學、英國利茲大學、利物浦大學、比利時魯文大學、日本大阪大學以及英國焊接研究所、德國Fraunhofer 激光技術研究所等得到了歐盟第六七框架計劃、德國研究基金等機構及波音、洛克希德-馬丁、EADS等大型航空航天企業的資助,對SLM材料特性、缺陷控制、應力控制等基礎問題開展了大量研究工作[8-13]。在SLM技術的應用方面,2012年GE通用電氣航空集團收購了名叫Morris的3D打印企業,采用激光選區熔化3D打印技術為LEAP噴氣式發動機制造燃油噴嘴,目前GE航空集團已經接受了超過4000臺LEAP噴氣式發動機的訂單,其中要通過3D打印制造的零件數量巨大。另一方面,SLM技術在醫療領域也得到了應用,例如通過SLM技術成形Co-Cr合金的可摘除式局部義齒,不銹鋼材料的基底冠、全冠和固定橋[14-18]。

圖1 激光選區熔化零件(EOS公司提供)Fig.1 SLM components (Courtesy EOS)
20世紀90年代,瑞典的Chalmers工業大學與Arcam公司合作開發出了另一種金屬材料3D打印技術-電子束選區熔化成形(EBM)技術,Arcam公司隨后在2003年推出了首臺商用的EBM設備,并相繼推出了一系列的EBM產品,客戶包括國外許多工廠、高校及研究機構。EBM工藝目前主要在航空航天及生物醫療方面有所應用,目前通過EBM打印的顱骨、股骨柄、髖臼杯等骨科植入物已經得到了臨床應用,EBM技術在此方向的研究應用已經較為成熟;近年來,EBM技術在航空航天領域的發展十分迅速,多家航空公司都開展了利用EBM技術制造航空發動機復雜零件的研究,其中意大利AVIO公司利用該技術成功的制備出了TiAl基合金發動機葉片,引起了航空制造界廣泛關注。
2.2國外政府對3D打印的支持情況
由于3D打印技術諸多優點及其廣闊的市場前景,世界上多個國家都加大了對3D打印技術的投入。2012年8月美國撥款3000萬美元在俄亥俄州成立了國家增材制造創新研究所(National Additive Manufacturing Innovation Institute,NAMII),在2013年3月,該中心從其成員項目申報中遴選了首批7項研究資助項目,總金額950萬美元。在2014年1月,該中心又從其成員項目中選擇了15項進行資助,總經費為1930萬美元。這些項目包括了3D打印材料、工藝、裝備與集成、質量控制等方面,反映出美國在3D打印領域開展了廣泛的研究,產業布局較為完整;2013年6月,英國政府宣布將向18個創新型3D打印項目投入1470萬英鎊進行資助,項目期限是1~3年;在2013年10月,日本經濟產業省設立了新物造研究工作組(Study Group on New Monodzukuri),目的在于改變日本在3D打印技術方面落后于歐洲和美國的態勢,以增強日本的全球競爭力。日本政府在2014年預算案中劃撥款40億日元用來實施以3D成形技術為核心的制造革命計劃,包括金屬材料3D打印設備的研發、精密3D打印系統技術的開發、3D打印零件的評價研究等。各國大力投入,促進了3D打印技術快速發展。
2.3國內金屬材料3D打印技術發展情況
國內開展3D打印技術研究的時間基本與世界同步,目前開展3D打印技術研究的單位也很多,幾個領先的單位和高校的工作各有特色,在某些研究領域處于國際領先地位。
20世紀90年代,西北工業大學、北京航空航天大學等高校就開始了有關激光快速成形技術的研究[4,19,20]。西北工業大學建立了激光快速成形系統,針對多種金屬材料開展了工藝實驗,近年來西工大團隊采用3D打印技術打印了最大尺寸3m、重達196kg的飛機鈦合金左上緣條;北京航空航天大學同樣在大尺寸鈦合金零件的3D打印方面開展了深入的研究,在“十一五”期間,采用激光熔融沉積方法制備出了大型鈦合金主承力結構件;華中科技大學在激光選區熔化和激光選區燒結方面開展了很多工作,對金屬材料及高分子材料的3D打印進行了研究,并且開發了擁有自主知識產權的SLM設備-HRPM系列粉末熔化成形設備;西安交通大學在生物醫學用內置物的3D打印以及金屬材料的激光熔融沉積成形方面開展了工作,完成了多例骨科3D打印個性化修復的臨床案例,通過激光熔融沉積制備了發動機葉片原型,最薄處可達0.8mm,并具有定向晶組織結構[21,22]。清華大學在國內也較早地開展了3D打印技術研究,研究領域主要是在電子束選區熔化(EBM)技術方面,并且研發了相關的3D打印設備[23,24]。
國內除了高校之外,許多研究所也在開展3D打印技術研究。西北有色金屬研究總院在電子束選區熔化工藝及設備研發方面進行了研究,并開展了鈦合金、TiAl合金的電子束熔化成形工藝研究[25,26];中國航空工業集團公司北京航空制造工程研究所開展了電子束熔絲沉積成形的研究工作,并具備此類設備的研發能力,采用這種方法已經成形出2100mm×450mm×300mm鈦合金主承力結構件[27,28];中國航空工業集團公司北京航空材料研究院近年來開展了激光熔融沉積成形的系統研究,發揮了航材院材料、工藝、檢測、失效分析等專業優勢,成立了由多專業聯合參與的“3D打印研究與工程技術中心”,旨在推動3D打印技術在航空、航天、生物醫學等領域的快速應用,特別在金屬基復合材料、梯度材料、超高溫結構材料、航空關鍵件修復等方面開展了深入研究,部分成果已經獲得應用。
為了推動3D打印技術的快速發展和產業化,國家工信部2015年2月聯合發改委及財政部發布了《國家增材制造產業發展推進計劃(2015~2016年)》,明確了中國3D打印技術發展的目標和方向,同時也指出中國增材制造產業化仍處于起步階段,與先進國家相比存在較大差距,尚未形成完整的產業體系,離實現大規模產業化、工程化應用還有一定距離。關鍵核心技術有待突破,裝備及核心器件、成形材料、工藝及軟件等產業基礎薄弱,政策與標準體系有待建立,缺乏有效的協調推進機制。
3 金屬材料3D打印需要重點研究的技術問題
采用激光、電子束為熱源的3D打印金屬構件,就是將金屬粉末或金屬絲按設定的路徑一層層堆焊疊加,最終形成目標零件,其本質是焊接。所以,3D打印金屬零件內部必然存在氣孔、裂紋、夾雜、未熔合等焊接缺陷,因此金屬材料3D打印技術研究的重要課題之一是缺陷控制技術。3D打印成形的金屬材料存在組織和力學性能的各向異性,表面質量、尺寸精度和一致性也有別于傳統的鑄造、鍛造,因此3D打印制件的力學性能和尺寸精度是另一個研究重點。另外,如何提高打印效率,降低批量生產成本,也是急需解決的問題。具體來說,金屬材料的3D打印技術應在提高3D打印粉末質量和收得率、提高3D打印設備能力和開發過程監控系統、制定3D打印制件無損檢測標準規范、建立3D打印材料全面力學性能數據庫、研究3D打印材料失效行為及預測壽命幾個方面予以重點關注。
3.1提高3D打印粉末質量和收得率
粉末粒度(D50中位粒徑)、球形度、流動性、夾雜、氣體含量等影響打印件的質量。
激光熔融沉積成形對粉末粒度的適應性較寬,從小到幾十微米大到幾百微米都可以應用,細粉末適合打印精細結構,粗粉末適合打印大尺寸和大加工余量的結構,但粉末粒度小于40μm時,送粉穩定性變差,不利于成形,而粉末粒度過大,需要采用大功率,過大的熱輸入將影響某些材料的力學性能。對于激光熔融沉積成形來說,采用粗粉末的打印效率要明顯高于細粉末,節約打印時間,降低打印成本。激光和電子束選區熔化成形比較合適的粉末粒度為25~45μm,粉末粒度過大或過小將會增加打印件的表面粗糙度和內部孔隙率。可見,打印零件時應根據打印方法不同、零件技術要求不同,來選擇不同粒度的粉末。
粉末球形度、流動性是影響3D打印制件的重要因素。粉末球形度不好,或者存在較高比例的“衛星粉”,會影響送粉和鋪粉的穩定性,影響打印件的外觀質量,增加內部缺陷,特別是在送粉時,球形度不好的粉末聚焦性差,粉末焦點分散,降低了粉末利用率,增加了形成缺陷的概率。粉末中的陶質夾雜物和O2, N2, H2等氣體,會在打印件內部形成高熔點夾雜和氣孔。
因此,應研究3D打印粉末制備技術,提高粉末質量,并應系統研究粉末質量與打印質量之間的因果關系,建立3D打印粉末分類和質量控制的統一標準。
另外,粉末價格是影響3D打印件價格的重要因素,特別是鈦合金細粉,價格居高不下,抬高了選區熔化打印件的價格,不利于該技術的推廣應用。因此,在提高粉末品質的同時,應研究如何提高粉末的收得率,以及粉末的回收再利用。
3.2提高3D打印設備能力和開發過程監控系統
對于選區熔化3D打印設備,最有代表性的有德國EOS、美國OPTOMEC、瑞典ARCAM,目前中國同類型的自主知識產權設備還存在技術差距。選區熔化3D打印設備主要問題是:一是設備尺寸小,最大的設備也只能打印400mm×400mm×400mm的零件;二是效率較低,零件打印時間長,成本較高;三是表面粗糙度、尺寸精度還不十分理想。如精密鑄造表面粗糙度可優于Ra3.2,甚至可以達到Ra1.6以下,而激光3D打印件目前最好水平為Ra6.4左右,一般在Ra10以上,電子束鋪粉式3D打印表面在Ra20~30左右。因此,需要提高選區熔化3D打印設備的精度,研究打印較大零件的設備,提高打印效率。
對于激光熔融沉積成形設備,應提高送粉過程的穩定性,這一方面取決于送粉器的穩定性和送粉頭的精度。但是不管送粉系統如何精密,由于粉末質量的波動、工藝參數的波動都會影響打印零件的質量,因此需要打印過程的監控系統,能及時發現并自動或人工干預,改善打印質量。如粉末焦點的形狀和尺寸,可用粉末成像系統進行測量,如圖2所示;采用照相系統實時監視熔池的尺寸和波動以及成形質量,如圖3所示。由于3D打印是多參數共同影響打印質量,因此打印過程監控顯得尤其重要。
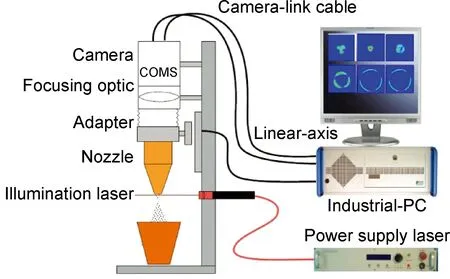
圖2 粉末焦點測量系統(ILT提供)Fig.2 Powder focus measurement(Courtesy by ILT)
3.3制定3D打印制件無損檢測標準規范
如前所述,金屬3D打印的本質是焊接,氣孔、夾雜、未熔合、裂紋等焊接缺陷幾乎不可避免,圖4是某激光送粉式3D打印樣件不同批次出現的缺陷情況,可以看出3D打印制件缺陷尺寸、數量,存在隨機性和波動性。因此必須建立適于3D打印零件的無損檢測方法和標準。一是研究采用什么方法、什么設備去有效識別不同類型缺陷;二是具體結構的無損檢測工藝。由于3D打印件多為復雜結構,這給無損檢測帶來了很大難度,采用常規方法存在檢測不準和無法檢測的問題,因此需要研究新的檢測方法和設備,例如在線檢測;三是缺陷類型、尺寸、數量、分布的界定標準。目前缺少工程應用的統一的缺陷控制標準規范。
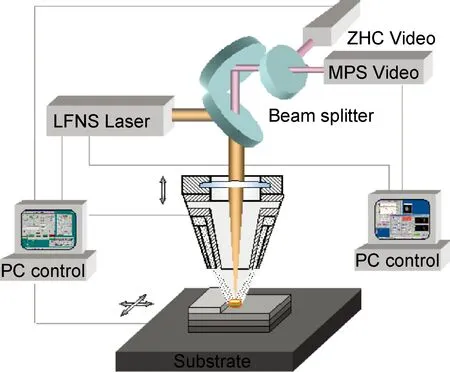
圖3 3D打印成形監視系統[29]Fig.3 3D printing process monitoring system[29]
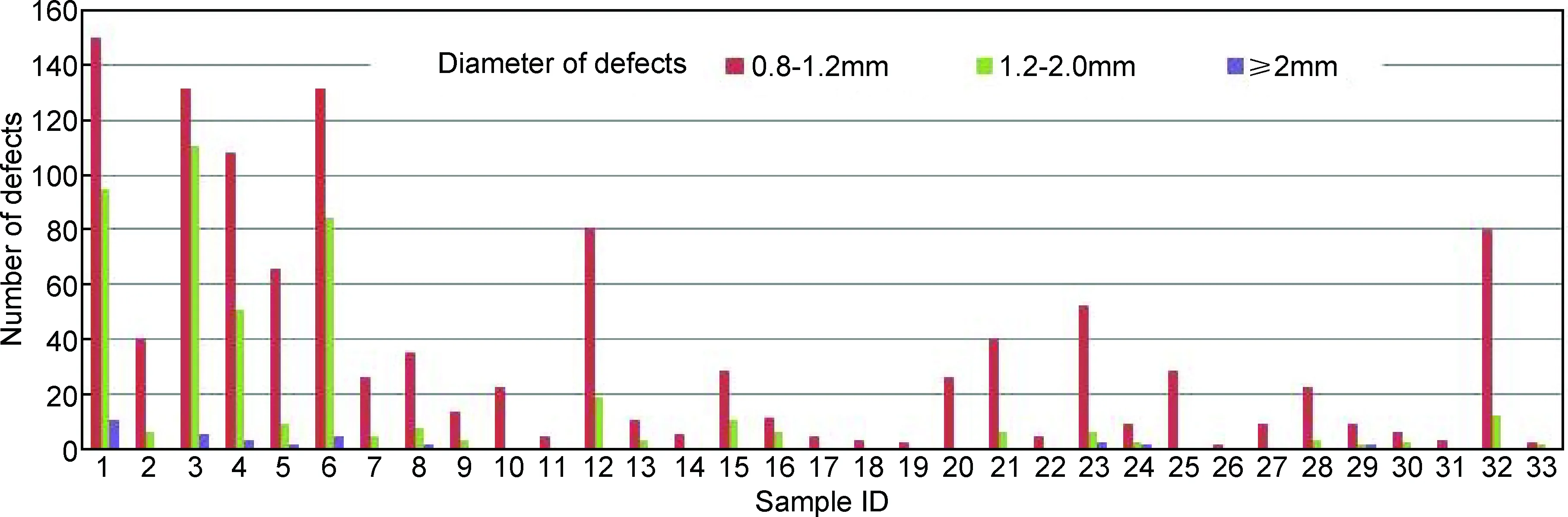
圖4 樣件氣孔夾雜類缺陷波動情況Fig.4 Distribution of porosities and inclusions
3.4建立3D打印材料全面力學性能數據庫
飛機和發動機一些重要結構承受疲勞載荷,在循環應力、腐蝕或高溫環境下,要求有足夠的疲勞壽命,確保飛行安全。因此,一種材料或結構是否能夠安全可靠使用,需要通過一系列力學性能指標來評價。一般包括:室、高溫拉伸性能、室溫壓縮性能、靜力熱穩定性能、DFR性能測試、沖擊性能、斷裂性能、室、高和低溫疲勞性能、譜載疲勞性能、裂紋擴展速率及門檻值、譜載裂紋擴展性能、蠕變及持久性能、應力腐蝕開裂KISCC性能等,并且這種評價是多批次的。 目前,金屬材料3D打印,主要集中在常規力學性能、疲勞性能測試研究,積累的力學性能數據還很有限,所研究的材料牌號也較少,不能為飛機和發動機結構設計提供足夠的力學性能數據。
力學性能表征與測試是建立在完善的粉末和打印工藝研究基礎上的,也就是通過大量的基礎研究,界定了粉末標準、工藝規范、化學成分、缺陷控制標準,在此基礎上,表征和測試的對象是在一個標準流程和過程質量控制條件下獲得的3D打印材料。在這樣的前提條件下,獲得的力學性能數據才有意義,才有可比性。
3.5研究3D打印材料失效行為及預測壽命
3D打印材料組織存在不均勻性、各向異性,與鍛造相比內部缺陷形態不同,在快速凝固條件下相成分和相比例與傳統的鑄造、鍛造工藝相比存在差異,非加工表面較粗糙,這些差異決定3D打印構件的失效模式和壽命不同于鑄造、鍛造制件。因此,針對3D打印材料需要深入研究:微觀組織特征及演變規律、組織評價方法;在組織不均勻、各向異性條件下的斷裂特征與斷裂行為;存在氣孔、夾雜、未熔合、微裂紋等不同缺陷條件下斷裂特征與斷裂行為和界定缺陷類型、尺寸、數量、分布;材料表面完整性影響及評價;材料的耐久性和損傷容限特性評估模型;譜載疲勞裂紋擴展行為及壽命預測;特定環境下的材料的損傷與失效;典型結構的破壞與壽命預測;服役條件下的跟蹤評估和失效分析等。只有上述失效行為認識清楚了,在航空構件設計選擇和3D打印技術應用方面才不至于盲目,才能提高可靠性。
4 結束語
3D打印是一種先進制造技術,它為材料和結構提供了一種新的制造方法,是傳統制造技術體系的重要補充。尤其是短流程、適合復雜結構等特點,給材料和結構設計者提供了豐富的想象空間,使傳統制造技術難于實現的結構變得易于實現。但是,任何一種技術都有局限性,3D打印也不例外,基于熔化金屬實現的金屬結構3D打印,目前它更適合塑性好的金屬材料,3D打印難焊金屬材料還有很多困難,還需要大量的研究和驗證。
鑄造、鍛造、焊接等金屬材料制造技術經過上百年的研究、應用和發展,積累了豐富的使用經驗,形成了完善的標準體系。3D打印也一樣需要一個漫長技術積累和驗證過程,只有通過長期、大量的應用研究,發現和解決方法本身固有的問題,才能使3D打印技術的應用不斷向廣度和深度發展。
[1]江洪, 康學萍. 3D打印技術的發展分析[J]. 新材料產業, 2013, (10): 30-35.
JIANG Hong,KANG Xue-ping. Analysis in development of 3D printing technology[J]. Advanced Materials Industry,2013, (10): 30-35.
[2]余冬梅,方奧,張建斌. 3D打印:技術和應用[J]. 金屬世界, 2013, (6): 6-11.
YU Dong-mei,FANG Ao,ZHANG Jian-bing. 3D printing: technology and application[J]. Metal World, 2013, (6): 6-11.
[3]郭朝邦, 胡麗榮, 胡冬冬, 等. 3D打印技術及其軍事應用發展動態[J]. 戰術導彈技術, 2013, (6) : 1-4.
GUO Chao-bang,HU Li-rong,HU Dong-dong,et al. 3D printing technology and recent application in military fields[J]. Tactical Missile Technology, 2013, (6): 6-11.
[4]王華明, 張述泉, 湯海波, 等. 大型鈦合金結構激光快速成形技術研究進展[J]. 航空精密制造技術, 2008, 44(6): 28-30.
WANG Hua-ming,ZHANG Shu-quan,TANG Hai-bo,et al. Development of laser rapid forming of large titanium structure [J]. Aviation Precision Manufacturing Technology,2008,44(6):28-30.
[5]ARCELLA F G, FROES F H. Producing titanium aerospace components from powder using laser forming[J]. Journal of the Minerals, Metals and Materials Society, 2000, 52: 28-30.
[6]李懷學, 鞏水利, 孫帆, 等. 金屬零件激光增材制造技術的發展及應用[J]. 航空制造技術, 2012, 20: 26-31.
LI Huai-xue,GONG Shui-li,SUN Fan,et al. Development and application of laser additive manufacturing for metal component[J]. Aeronautical Manufacturing Technology, 2012, 20: 26-31.
[7]尹華, 白培康, 劉斌, 等. 金屬粉末選區激光熔化技術的研究現狀及其發展趨勢[J]. 熱加工工藝, 2010, 39(1): 140-144.
YIN Hua,BAI Pei-kang,LIU Bin,et al. Present situation and development trend of selective laser melting technology for metal powder[J]. Hot Working Technology, 2010, 39(1): 140-144.
[8]董鵬, 陳濟輪. 國外選區激光熔化成形技術在航空航天領域應用現狀[J]. 航天制造技術, 2014, 2(1): 1-5.
DONG Peng,CHEN Ji-lun. Current status of selective laser melting for aerospace applications abroad[J]. Aerospace Manufacturing Technology, 2014, 2(1): 1-5.
[9]CHLEBUS E, KUZNICKA B, KURZYNOWSKI T, et al. Microstructure and mechanical behaviour of Ti-6Al-7Nb alloy produced by selective laser melting[J]. Materials Characterization, 2011, 62(5):488-495.
[10]BUCHBINDER D, SCHLEIFENBAUM H, HEIDRICH S, et al. High power selective laser melting (HP SLM) of aluminum parts[J]. Physics Procedia, 2011, (12): 271-278.
[11]BRANDL E, HECKENBERGER U, HOLZINGER V, et al. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM):microstructure, high cycle fatigue, and fracture behavior[J]. Materials & Design, 2012, 34: 159-169.
[12]VRANCKEN B, THIJS L, KRUTH J P, et al. Heat treatment of Ti6Al4V produced by selective laser melting: microstructure and mechanical properties[J]. Journal of Alloys and Compounds, 2012, 541: 177-185.
[13]AMATO K N, GAYTAN S M, MURR L E, et al. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting[J]. Acta Materialia, 2012, 60(5): 2229-2239.
[14]JEVREMOVIC D,KOJIC V.A selective laser melted Co-Cr alloy used for the rapid manufacture of removable partial denture frameworks-initial screening of biocompatibility [J].Journal of the Serbian Chemical Society, 2011, 76(1): 43-52.
[15]JEVREMOVIC D, PUSKAR T, KOSEC B, et al. The analysis of the mechanical properties of F75 Co-Cr alloy for use in selective laser melting (SLM) manufacturing of removable partial dentures (RPD) [J].Metalurgija,2012,51(2):171-174.
[16]BENNETT R C,SUTCLIFFE C.Selective laser melting-applications and developments using MCP realize SLM[A] . Proeeedings of the Fourth Laser Assisted Net Shape Engineering[C].London: Lane, 2004.545.
[17]ABE F, SANTOS E C, KITAMURAY, et al. Influence of forming conditions on the titanium model in rapid proto-typing with the selective laser melting process[J].Journal of Mechanical Engineering Science, 2003, 217: 120-126.
[18]SCHLEIFENBAUM H, MEINERS W, WISSENBACH K, et al.Individualized production by means of high power selective laser melting[J]. Journal of Manufacturing Science and Technology, 2010, 2(3):161-169.
[19]黃衛東, 李延民, 馮莉萍, 等. 金屬材料激光立體成形技術[J]. 材料工程, 2002, (3): 40-43.
HUANG Wei-dong,LI Yan-min,FENG Li-ping,et al. Laser solid forming of metal powder materials[J]. Journal of Materials Engineering, 2002, (3): 40-43.
[20]張永忠, 章萍芝, 石力開, 等. 金屬零件激光快速成型技術研究[J]. 材料導報, 2001, 15(12): 10-13.
ZHANG Yong-zhong,ZHANG Ping-zhi,SHI Li-kai,et al. Research on laser direct forming of metal parts[J]. Materials Review, 2001, 15(12): 10-13.
[21]劉亞雄,賀健康,連芩,等. 西安交大個性化醫用內置物的增材制造及應用[A]. 第15屆全國特種加工學術會議論文集[C].南京: 中國機械工程學會, 2013. 245-248.
[22]盧秉恒. 西安交通大學先進制造技術研究進展[J]. 中國工程科學, 2013, (1):4-8.
LU Bing-heng. Research progress of advanced manufacturing technology in Xi’an Jiaotong University[J]. Engineering Science, 2013, (1):4-8.
[23]閆占功, 林峰, 齊海波, 等. 電子束選區燒結系統粉末操縱裝置設計研究[J]. 制造技術與機床, 2005, (11):26-29.
YAN Zhan-gong,LIN Feng,QI Hai-bo,et al. Design of and research on powder manipulating device of electron beam selective sintering system[J]. Manufacturing Technology & Machine Tool, 2005, (11):26-29.
[24]齊海波, 林峰, 顏永年, 等. 電子束在快速制造領域的應用[J]. 新技術新工藝, 2004, (11):54-56.
QI Hai-bo,LIN Feng,YAN Yong-nian,et al. The application of electron beam in rapid manufacturing[J]. New Technology & New Process, 2004, (11):54-56.
[25]楊鑫, 奚正平, 劉詠, 等. TiAl基合金電子束快速成形研究進展[J]. 稀有金屬材料與工程, 2012, 40(12):2252-2256.
YANG Xin,XI Zheng-ping,LIU Yong,et al. Research progress of electron beam melting technology for TiAl intermetallics[J]. Rare Metal Materials and Engineering, 2012, 40(12):2252-2256.
[26]賈文鵬, 湯慧萍, 賀衛衛, 等. 電子束快速成形研究進展及關鍵問題分析[J]. 電加工與模具, 2010, (2):41-44.
JIA Wen-peng,TANG Hui-pin,HE Wei-wei,et al. The development and key problems of electric beam rapid forming[J]. Electromachining & Mould, 2010, (2):41-44.
[27]鞏水利, 鎖紅波, 李懷學. 金屬增材制造技術在航空領域的發展與應用[J]. 航空制造技術, 2013, (13):66-71.
GONG Shui-li,SUO Hong-bo,LI Huai-xue. Development and application of metal additive manufacturing technology[J]. Aeronautical Manufacturing Technology, 2013, (13):66-71.
[28]深藍. 發展高能束流增材制造技術促進航空制造業跨越式發展[J]. 航空制造技術, 2013, (13):64-65.
SHEN Lan. Develop high-energy beam additive manufacturing technology to promote leapfrog development of aeronautical manufacturing industry[J]. Aeronautical Manufacturing Technology, 2013, (13):64-65.
[29]ZHENG B L, XIONG Y H, NGUYEN V J, et al. Powder additive processing with laser engineered net shaping[A]. SMIT L J, VAN DIJK J H. Powder Metallurgy Research Trends[C]. Nova: Nova Science Publishers, 2009:126-188.
Research Status and Key Technologies of 3D Printing
ZHANG Xue-jun1,TANG Si-yi1,ZHAO Heng-yue2,GUO Shao-qing1,LI Neng1,SUN Bing-bing1,CHEN Bing-qing1
(1 Beijing Institute of Aeronautical Materials,Beijing 100095,China;2 Air Force Representative Office in Shenyang Aircraft Corporation,Shenyang 110034,China)
After introducing the principle and classification of 3D printing, methods for metal forming using 3D printing were reviewed in details, including electron beam melting (EBM), selective laser melting (SLM), laser direct melting deposition (LDMD). The application fields of metal 3D printing and research status overseas and domestic were also discussed in this paper. At last, based on the current development of metal 3D printing, this paper summarized the key issues that should be solved,which include the quality of powders, the usage of 3D printing equipments, nondestructive testing for 3D printing components, the failure analysis and prediction of lifecycles for 3D printing components. The standards of nondestructive testing for 3D printing components should be established and the database of comprehensive mechanical properties for 3D printing materials should be built.
3D printing;additive manufacturing;metal material
10.11868/j.issn.1001-4381.2016.02.019
TG47
A
1001-4381(2016)02-0122-07
北京市科委科技創新與產業培育專項(Z141100002814002)
2015-06-23;
2015-12-08
張學軍(1969- ),男,研究員,碩士,從事航空金屬材料焊接、激光3D打印研究,聯系地址:北京市81信箱20分箱(100095),E-mail: xuejun.zhang@biam.ac.cn
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19