熱輸入對2205雙相不銹鋼MIG焊接接頭組織及力學性能的影響
2016-09-01 07:59:11王建軍溫艷慧吳天海李國平姜周華劉春明
材料與冶金學報 2016年2期
王建軍,溫艷慧,吳天海,李國平,姜周華,劉春明
(1.東北大學材料科學與工程學院,沈陽110819;
?
熱輸入對2205雙相不銹鋼MIG焊接接頭組織及力學性能的影響
王建軍1,2,溫艷慧1,吳天海1,李國平3,姜周華4,劉春明1,2
(1.東北大學材料科學與工程學院,沈陽110819;
2.東北大學材料各向異性與織構教育部重點實驗室,沈陽110819;
3.山西太鋼不銹鋼股份有限公司,太原030003; 4.東北大學冶金學院,沈陽110819)
采用MIG焊接方法,對2205雙相不銹鋼進行了不同熱輸入條件下的焊接試驗,對焊接接頭的顯微組織進行了觀察與分析,并對其力學性能進行了測試.結果表明:不完全重結晶區中帶狀奧氏體邊緣起伏隨熱輸入的增大逐漸增強,寬度逐漸增大;焊縫中心的奧氏體大多為等軸狀的塊狀奧氏體,而靠近熔合線則主要為魏氏奧氏體,隨著熱輸入的增大,魏氏奧氏體逐漸減少,而塊狀奧氏體逐漸增多;隨著熱輸入的增大,焊接接頭的抗拉、屈服強度均有輕微降低,而斷后延伸率略有升高;焊接接頭的顯微硬度從母材到焊縫金屬先升高后降低,熱影響區的顯微硬度最高,硬度的變化與焊接接頭各區域中奧氏體體積分數有關,隨著熱輸入的增大,各區域中奧氏體體積分數逐漸升高,顯微硬度則相應有所降低.
2205 雙相不銹鋼;MIG;熱輸入;魏氏奧氏體;力學性能
雙相不銹鋼由體積比接近1∶1的鐵素體和奧氏體兩相組成,具有優良的力學性能和耐氯化物應力腐蝕性能,在石油天然氣管道、化學品運輸罐以及船舶工業中的應用日益廣泛[1-3].作為一種鎳資源節約型不銹鋼,雙相不銹鋼在很多場合下能夠取代奧氏體不銹鋼,能夠有效地降低成本.雙相不銹鋼作為一種結構材料,在應用中總會經歷焊接加工.雙相不銹鋼在焊接加工時,焊接接頭尤其是熱影響區的顯微組織會發生一系列復雜的相變過程[4-6].因此,關于雙相不銹鋼焊接接頭的顯微組織及性能的研究一直是雙相不銹鋼研究領域的熱門課題之一.研究者利用焊接熱模擬的方法,研究了熱輸入對雙相不銹鋼模擬熱影響區顯微組織中奧氏體形貌和體積分數的影響,指出增大熱輸入能夠有效地提高模擬熱影響區中奧氏體的體積分數[7-9].此外,一些研究者提出,通過改變焊后焊接接頭的冷速同樣可以顯著地改變雙相不銹鋼焊接接頭中奧氏體的形貌和體積分數[10-13].本文將利用熔化極惰性氣體保護焊(MIG)對2205雙相不銹鋼進行不同熱輸入條件下的焊接實驗,研究MIG焊接熱輸入對焊接接頭顯微組織及力學性能的影響.
1 實驗材料與方法
實驗材料為 3 mm 厚的2205雙相不銹鋼板材,焊接前母材的顯微組織如圖1所示,淺色為奧氏體相,深色為鐵素體相,兩相呈帶狀交替分布,
鐵素體與奧氏體的體積比接近1∶1.

圖1 2205 雙相不銹鋼的顯微組織
對2205雙相不銹鋼進行不同熱輸入條件下的單道次MIG焊接試驗,選用規格為Φ1.2 mm 的ER 2209雙相不銹鋼焊絲作為焊接填充材料,焊絲化學成分如表1所示.焊接試驗中,通過改變焊接速率來控制焊接熱輸入的大小,保護氣體為30%He+Ar混合氣體,具體的焊接工藝參數如表2所示.焊接試驗后,對焊接接頭的顯微組織及力學性能進行測試與分析.

表1 母材及焊絲的化學成分(質量分數)

表2 MIG焊接工藝參數
2 結果與討論
2.1熱輸入對焊接接頭顯微組織的影響
圖2為不同熱輸入條件下焊接接頭熱影響區不完全重結晶區(靠近母材一側)和粗晶區(靠近熔合線一側)的顯微組織.在不同的熱輸入下,熱影響區的不完全重結晶區所達到的峰值溫度較低,奧氏體組織仍然保留了初始的帶狀組織特征,但是帶狀奧氏體的邊緣出現一些起伏,并且出現部分細碎的奧氏體.在焊接加熱的過程中,該區域大部分的奧氏體并未完全溶解;而在隨后的冷卻過程中,帶狀奧氏體在厚度上有所增長,并且伴隨著部分奧氏體在鐵素體內形核,以細碎的奧氏體形態析出.通過測量發現,當熱輸入從 0.7 kJ/mm 增大至 1.1 kJ/mm 時,奧氏體的厚度從 4.6 μm 增大到約 10 μm.隨著熱輸入的增大,帶狀奧氏體邊緣的起伏逐漸增強,當兩個帶狀奧氏體邊緣的起伏相連接時,將演變成為一個寬化的帶狀奧氏體.由于粗晶區離熔合線較近,在焊接加熱過程中能夠達到的峰值溫度較高.達到峰值溫度后,原始的帶狀奧氏體完全溶解,鐵素體晶粒發生粗化,形成單相鐵素體組織;在隨后的冷卻過程中,奧氏體重新在鐵素體的晶界形核析出,析出的晶界奧氏體將鐵素體晶粒包圍,形成一個封閉的結構.在冷卻過程中,鐵素體晶粒內部也會有少量晶內奧氏體析出.

圖2 不同焊接工藝下熱影響區的顯微組織(左側為不完全重結晶區,右側為粗晶區)

圖3 不同熱輸入下焊縫的顯微組織(左側靠近熱影響區,右側靠近焊縫中心)
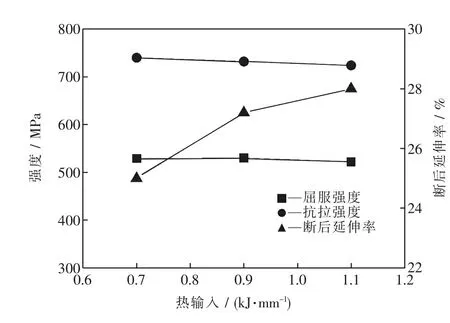
圖4 不同熱輸入下魏氏奧氏體的形貌
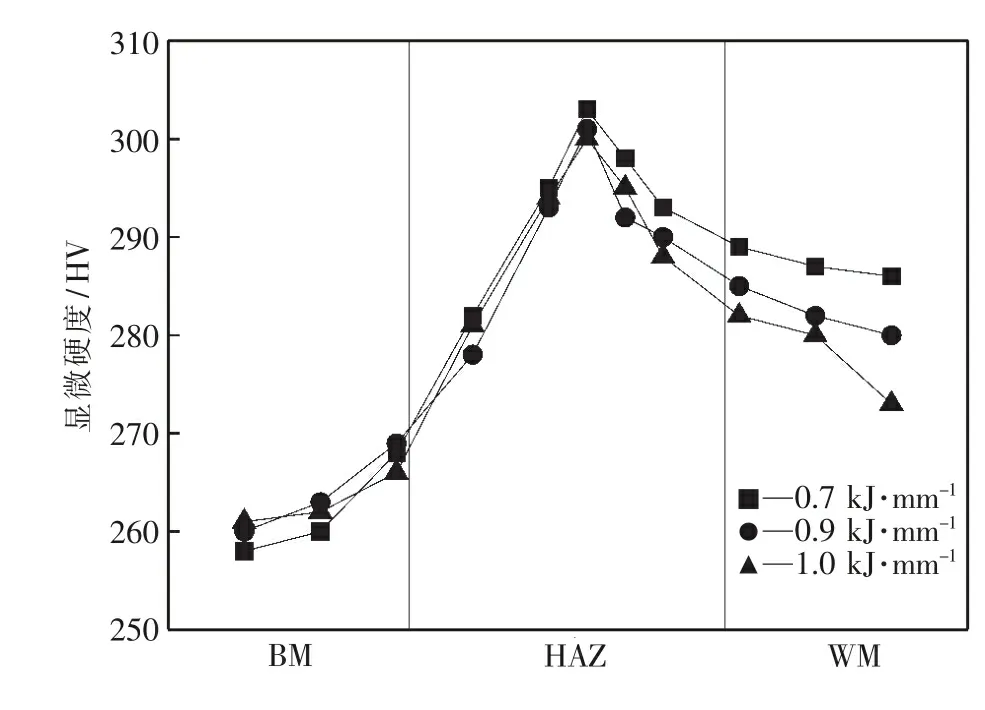
圖5 焊接接頭拉伸力學性能隨熱輸入的變化曲線
圖3為不同熱輸入條件下靠近熱影響區和靠近焊縫中心的焊縫金屬的顯微組織.比較相同熱輸入下靠近熱影響區和焊縫中心的顯微組織,可以發現,從焊縫的邊緣向焊縫中心靠近時,顯微組織中板條狀的魏氏奧氏體不斷減少,而接近等軸狀的塊狀奧氏體的數量不斷增加;靠近熱影響區的焊縫組織中,奧氏體主要為板條狀的魏氏奧氏體,魏氏奧氏體板條大都呈聚集性出現,聚集在一起的板條之間相互平行.比較不同熱輸入下靠近熱影響區和焊縫中心的顯微組織,可以明顯地觀察到,隨著熱輸入的增大,板條狀魏氏奧氏體的數量逐漸減少,而塊狀奧氏體的數量不斷增加.
在掃描電鏡下進一步研究了熱輸入對魏氏奧氏體板條寬度的影響.圖4為不同熱輸入條件下焊縫金屬中魏氏奧氏體的形貌.隨著熱輸入的增大,魏氏奧氏體板條的寬度發生了明顯的增大,魏氏奧氏體板條的寬度從熱輸入為0.7 kJ/mm時的2 μm增大到熱輸入為1.1 kJ/mm 時的4 μm,同時,魏氏奧氏體板條的長度也有明顯的增長.此外還可以看出,魏氏奧氏體的形核位置有兩種:一種是依附于先形成的晶界奧氏體形核,然后向鐵素體中長大;另一種是直接以鐵素體晶界為形核位置,然后向鐵素體中長大.不論以哪種方式形核,魏氏奧氏體都是沿著特定的取向,以板條狀平行地向鐵素體中生長.
2.2熱輸入對焊接接頭力學性能的影響
圖5為焊接接頭拉伸力學性能測試結果.從圖中可以看出,隨著熱輸入的增加,抗拉強度和屈服強度總體呈下降趨勢,但是下降較緩慢.在本文所使用的熱輸入范圍內,熱輸入的變化對焊接接頭的抗拉強度和屈服強度的影響不大.隨著熱輸入的增加,焊接接頭的斷后延伸率呈上升趨勢,延伸率均在25%以上,焊接接頭的塑性較好.
圖6為焊接接頭各區域顯微硬度的變化曲線.從圖中可以看出,材料的顯微硬度從母材-熱影響區-焊縫金屬(BM-HAZ-WM),呈現出先上升后降低的變化趨勢.熱影響區的顯微硬度最大,焊縫金屬的顯微硬度略高于母材.顯微硬度的變化主要取決于材料顯微組織中鐵素體與奧氏體兩相的比例,圖7為不同熱輸入條件下,熱影響區和焊縫金屬中奧氏體體積分數的變化情況.在各個熱輸入條件下,熱影響區中鐵素體的含量均遠遠超過50%,高于焊縫金屬和母材,因此熱影響區的顯微硬度明顯高于焊縫金屬和母材.焊縫金屬中奧氏體體積分數較高,隨著熱輸入的增大逐漸接近50%,因此其顯微硬度低于熱影響區.由于焊接時選用的填充金屬ER 2209雙相不銹鋼焊絲的合金元素含量高于母材,因此當焊縫金屬中奧氏體體積分數接近50%時,其顯微硬度仍然會略高于母材.隨著熱輸入的增加,無論在焊縫還是熱影響區,奧氏體的體積分數均呈上升趨勢,因此熱影響區和焊縫金屬的顯微硬度均隨著熱輸入的增大呈下降趨勢.

圖6 不同熱輸入下焊接接頭不同區域中顯微硬度的變化曲線

圖7 熱影響區和焊縫金屬中奧氏體體積分數隨熱輸入的變化曲線
3 結 論
(1)熱影響區的顯微組織受焊接熱循環影響較大:距離熔合線較遠的不完全重結晶區中帶狀奧氏體邊緣起伏隨熱輸入的增大逐漸增強,帶狀奧氏體的寬度逐漸增大;靠近熔合線的粗晶區中晶界奧氏體形成封閉的結構將鐵素體包圍,鐵素體晶內析出的奧氏體較少.
(2)在不同區域的焊縫金屬中奧氏體形貌存在顯著差異:靠近焊縫中心的奧氏體組織大多為等軸狀的塊狀奧氏體,而靠近熔合線的奧氏體組織則比較粗大,以魏氏奧氏體為主.隨著熱輸入的增加,焊縫金屬中魏氏奧氏體逐漸減少,而塊狀奧氏體的數量逐漸增多.
(3)隨著熱輸入的增大,焊接接頭的抗拉強度和屈服強度均有輕微降低.熱影響區和焊縫金屬中奧氏體的體積分數逐漸升高、魏氏奧氏體的減少以及塊狀奧氏體的增多能稍微提高焊接接頭的斷后延伸率.
(4)焊接接頭的顯微硬度從母材到焊縫金屬呈先升高后降低的變化趨勢,熱影響區的顯微硬度最高.顯微硬度的變化與焊接接頭各區域中奧氏體體積分數有關,隨著熱輸入的增大,各區域中奧氏體積分數逐漸升高,顯微硬度會相應有所降低.
[1]吳玖.雙相不銹鋼[M].北京: 冶金工業出版社,1999: 1-3.
(Wu Jiu.Duplex stainless steel[M].Beijing: Metallurgical Industry Press,1999: 1-3.)
[2]Olsson J,Snis M.Duplex - A new generation of stainless steels for desalination plants[J].Desalination,2007,205(2):104-113.
[3]霍春勇,熊慶人.2205雙相不銹鋼[M].西安: 陜西科學技術出版社,2006: 10-11.
(Huo Chunyong,Xiong Qingren.2205 duplex stainless steel[M].Xi’an: Shanxi Science and Technology Press,2006: 10-11.)
[4]Badji R,Bouabdallah M,Bacroix B,etal.Phase transformation and mechanical behavior in annealed 2205 duplex stainless steel welds[J].Materials Characterization,2008,59(4): 447-453.
[5]Nilsson J O,Karlsson L,Andersson J O.Secondary austenite formation and its relation to pitting corrosion in duplex stainless steel weld metal[J].Materials Science and Technology,1995,11(3): 276-283.
[6]Sieurin H,Sandstrom R.Austenite reformation in the heat-affected zone of 2205 duplex stainless steel[J].Materials Science and Engineering,2006,418(1): 250-256.
[7]Chen T H,Yang J R.Microstructural characterization of simulated heat affected zone in a nitrogen-containing 2205 duplex stainless steels[J].Materials Science and Engineering A,2002,338(1): 166-181.
[8]Ramirez A J,Brandi S D,Lippold J C.Secondary austenite and chromium nitride precipitation in simulated heat affected zones of duplex stainless steels[J].Science and Technology of Welding and Joining,2004,9(4): 301-313.
[9]Liou H Y,Hsieh R I,Tsai W T.Microstructure and pitting corrosion in simulated heat-affected zones of duplex stainless steels[J].Materials Chemistry and Physics,2002,74(1): 33-42.
[10]Kordatos D,Fourlaris G,Papadimitriou G.The effect of cooling rate on mechanical and corrosion properties of SAF 2205(UNS 31803)duplex of stainless steel welds[J].Scripta Materials,2001,44(3): 401-408.
[11]Mohammed A M,Kulkarni A S,Sathiya P,etal.The impact of heat input on the strength,toughness,microhardness,microstructure and corrosion aspects of friction welded duplex stainless steel joints[J].Journal of Manufacturing Processes,2015,18(1): 92-106.
[12]Badji R,Bacroix B,Bouabdallah M.Texture,microstructure and anisotropic properties in annealed 2205 duplex stainless steel welds[J].Materials Characterization,2011,62(9): 833-843.
[13]Urena A,Otero E,Utrilla M.V,etal.Weldability of a 2205 duplex stainless steel using plasma arc welding[J].Journal of Materials Processing Technology,2007,182(3): 624-631.
Influence of heat input on microstructure and mechanical properties of 2205 DSS metal inert-gas welding joints
Wang Jianjun1,2,Wen Yanhui1,Wu Tianhai1,Li Guoping3,Jiang Zhouhua4,Liu Chunming1,2
(1.School of Materials Science and Engineering,Northeastern University,Shenyang 110819,China;2.Key Laboratory for Anisotropy and Texture of Materials,Northeastern University,Shenyang 110819,China;3.Shanxi Taigang Stainless Steel Co.Ltd.,Taiyuan 030003,China; 4.School of Metallurgy,Northeastern University,Shenyang 110819,China)
2205 duplex stainless steel plates with a thickness of 3 mm were welded by MIG welding under different heat inputs.Microstructures and properties of the welding joints were tested and analyzed in detail.The results are as follows: the edge fluctuation of the banded austenite in the incomplete recrystallization zone increases and the width of austenite band increases gradually with increase of the heat input.Austenites in the weld center are mostly blocky austenite while widmanstatten austenite dominates in the weld metal near the fusion line.Widmanstatten austenite decreases and the blocky austenite increases with increase of the heat input.The tensile strength and yield strength of the welding joints decreases mildly with increase of the heat input while the elongation increases slightly.The microhardness of the welding joints from the parent metal to the weld metal first increases and then decreases,while the highest microhardness appears in the heat affected zone.Change of the microhardness is related to the volume fraction of austenite in different regions of the welding joints: the volume fraction of austenite in each region increases gradually with increase of the heat input which leads to reduction of the microhardness.
2205 duplex stainless steel; MIG; heat input; widmanstatten austenite; microhardness
10.14186/j.cnki.1671-6620.2016.02.012
TG113
A
1671-6620(2016)02-0137-06
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
制造技術與機床(2015年10期)2015-04-09 07:06:00
