基于單片機控制的小型回流焊接爐設計
2016-09-01 08:15:07璐謝華燕蘭州職業技術學院電子與信息工程系西安電子科技大學雷達信號處理國防科學技術重點實驗室
電子制作 2016年10期
梁 璐謝華燕.蘭州職業技術學院電子與信息工程系 2.西安電子科技大學雷達信號處理國防科學技術重點實驗室
基于單片機控制的小型回流焊接爐設計
梁 璐1,2謝華燕1
1.蘭州職業技術學院電子與信息工程系 2.西安電子科技大學雷達信號處理國防科學技術重點實驗室
伴隨著表面組裝技術(SMT,Surface Mount Technology)的成熟和電子裝聯技術新的發展高潮的到來,回流焊工藝成為表面組裝技術焊接質量優劣的主因。本文結合實際回流焊接時的標準溫度曲線的控制要求,通過設計小型回流焊爐保證回流焊接溫度上升的速度和溫度值的穩定度,實現了對回流焊工藝的實時有效控制,從而有效解決了SMT回流焊產品質量缺陷問題。
表面組裝技術;回流焊;單片機;溫度曲線
0 引言
隨著電子產業的飛速發展,高集成度、高可靠性已經成為行業的新潮流。在這種趨勢的推動下, SMT(表面貼裝技術)得到了進一步的推廣和發展。如今電子行業的公司在生產和研發中已經大量的應用了SMT工藝和表面貼裝元器件(SMC/SMD)。因此,焊接過程也就無法避免的大量的使用回流焊機(reflow soldering)。回流焊作為表面貼裝工藝生產的一個主要設備,它的正確使用無疑進一步確保了焊接質量和產品質量。設計小型回流焊爐可在實驗室等小批量表面組裝焊接時,節省成本,縮短生產周期。通過電路,機械結構,控制方式的特殊設計,仍然可以保證良好的焊接溫度曲線,滿足回流焊接溫度上升的速度和溫度值的穩定度,實現回流焊工藝的實時有效控制,從而有效解決了SMT回流焊產品質量缺陷問題。
1 設計原理
回流焊又稱為再流焊,是通過重新熔化預先分配到印制板焊盤上的膏狀軟纖焊料,實現表面組裝元器件焊端或引腳與印制板焊盤之間機械與電氣連接的軟釬焊。回流焊接在工藝上要滿足如下要求:
1.1要設置合理的回流焊溫度曲線ˉˉ回流焊是SMT生產中的關鍵工序,不恰當的溫度曲線設置會導致出現焊接不完全、虛焊、元件翅立、錫珠多等焊接缺陷,影響產品質量。
1.2要按照PCB設計時的焊接方向進行焊接。
1.3焊接過程中,嚴防傳送帶震動。
針對回流焊接的工藝要求,常用的回流焊爐結構上主要由爐體、加熱源、 PCB傳輸裝置、空氣循環裝置、冷卻裝置、排風裝置、溫度控制裝置,以及計算機控制系統組成。結構的完備與合理將極大的保證焊接時的溫度曲線與產品設計加工要求的曲線吻合。
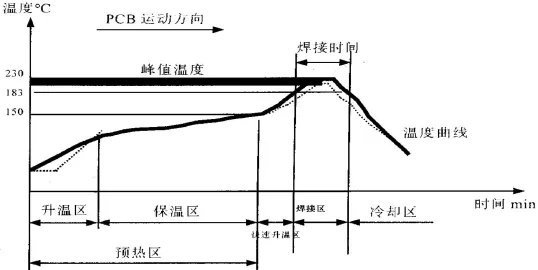
圖1 回流焊溫度曲線
從溫度曲線(見圖1)分析回流焊的原理:當PCB進入升溫區(干燥區)時,焊膏中的溶劑、氣體蒸發掉,同時,焊膏中的助焊劑潤濕焊盤、元器件端頭和引腳,焊膏軟化、塌落、覆蓋了焊盤、元器件端頭和引腳與氧氣隔離→PCB進入保溫區時, PCB和元器件得到充分的預熱,以防PCB突然進入焊接高溫區而損壞PCB和元器件→當PCB進入焊接區時,溫度迅速上升使焊膏達到熔化狀態,液態焊錫對PCB的焊盤、元器件端頭和引腳潤濕、擴散、漫流或回流混合形成焊錫接點→PCB進入冷卻區,使焊點凝固。此時完成了回流焊。
根據回流焊接的原理,結合實驗室小批量生產的條件,本文規劃焊接爐結構如圖2所示。
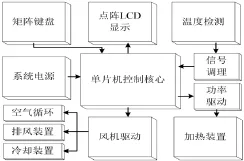
圖2 小型回流焊電路結構
從圖中可以看到與SMT大批量生產中使用的回流焊接爐的結構相比,由于空間的限制,小型臺式回流焊爐沒有PCB傳送裝置,溫度曲線的精確控制需要單片機控制加熱裝置以及空氣循環、排風、冷卻裝置來保證爐內溫度與焊接曲線的切合,這就要求在控制算法,硬件布局上進行精心設計。
2 系統軟件設計
回流焊爐為了保證爐內溫度與焊接曲線的切合,需要適時的檢測爐內溫度并驅動加熱單元提高溫度或是通過冷卻裝置、冷卻裝置降溫。整個過程中對于溫度的測量、比較和執行構成完整的閉環系統。因此在控制過程中運用PID控制方法,對爐腔內被控變量-溫度的實際值進行測量,并與焊接時刻的溫度曲線設定值相比較,用這個偏差來糾正控制系統的響應,執行調節控制。 PID控制器由比例單元(P)、積分單元(I)和微分單元(D)組成。其輸入e(t)與輸出u(t)的關系為:

因此,它的傳遞函數為:

其中KP為比例系數;TI為積分時間常數;TD為微分時間常數。
2.1溫度控制程序設計
溫度控制的工作機理是:外界對于爐內溫度的各種擾動不斷產生,為達到控制系統對于某時刻溫度值保持恒定的目的,控制系統必須不斷地進行溫度測量和溫度升降。當外部干擾使得溫度值發生變化,溫度檢測元件就將細微變化采集后經信號調理電路送至單片機內,單片機作為PID控制核心,將檢測值與預先設定的溫度值進行比較得到偏差值,調節器按此偏差并以我們預先設定的整定參數控制規律發出控制信號,去改變調節器的開度,使之增加或減少,即驅動加熱單元提高溫度或是通過冷卻裝置、冷卻裝置降溫。從而使爐腔內的溫度值發生改變,并趨向于給定值,從而達到控制目的。簡言之, PID的實質就是對偏差進行比例、積分、微分運算,根據運算結果控制執行部件的過程。控制方案如圖3所示。
依據圖3的控制方案,在單片機內部可以通過相應算法將溫度傳感器采樣輸入作為當前輸入,然后與設定值進行相減得偏差,再對偏差值進行PID運算產生輸出結果,最后控制定時器的時間進而控制加熱器。為了方便更改PID控制參數,加快調試參數的效率,在進入閉環控制后,通過矩陣按鍵進行參數狀態設定,此時暫退出閉環控制;然后通過按鍵分別設定KP、 TI、 TD等參數,當新的參數設置完成后,程序再次進入閉環狀態工作。
2.2鍵盤程序流程圖
鍵盤程序的設計采用中斷方式,通過10ms延時消除按鍵的機械抖動。鍵盤程序中設置兩個標志位Flag1和Flag2,其中Flag1是消抖動標志, Flag2用于按鍵的識別。當進入中斷后,如果Flag1=0,則沒有消除抖動,那么需判斷是否有鍵按下;如果有鍵按下置Flag1=1,并退出程序,等待下次中斷。如果再次中斷,則繼續判斷是否有鍵按下,如有則說明是真正的按鍵按下,根據按鍵位置確定其功能并得到鍵值,設置Flag2=1,表明完成了按鍵的識別;如果沒有按鍵被按下,則設置Flag1=0,重新掃描。
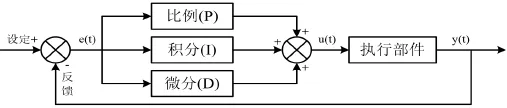
圖3 PID控制方案
3 硬件設計
小型回流焊爐的硬件電路設計圍繞控制核心單片機展開,主要包括單片機最小系統,電源電路,溫度調節電路,液晶顯示電路等。通過各個電路模塊之間的協同配合,實現了對于焊接溫度精確控制以及焊接流程的完善。
3.1單片機最小系統
單片機最小系統選用宏晶(STC)公司STC12C5A60S2單片機作為核心,該芯片內部集成MAX810專用復位電路,2路PWM,8路高速10位A/D轉換,針對電機控制,強干擾場合。由于該單片機片內自帶ADC,PWM電路,大大簡化了整個系統電路的設計。
單片機最小系統包括單片機、電源、復位電路(含上電復位及按鍵復位)和時鐘電路。設計實施時晶振選用12MHz,復位采用按鍵復位方式,方便使用和調試。此外,基本硬件系統中連接了鍵盤, LCD, ISP接口等外部設備,在保證回流焊接爐基本功能的同時,通過優化電路設計提高系統工作效率。
3.2溫度調節系統
溫度的調節的準確性、實時性是一臺回流焊爐質量關鍵,此部分電路包括爐腔升溫所必須的加熱電路以及降溫所需的空氣循環和冷卻電路。受臺式結構的影響,在加熱方面本設計回流焊爐采用紅外加熱與熱風對流共同工作的方式,在上下加熱區各有若干紅外加熱管和一個馬達驅動的高速旋轉葉輪,產生空氣的吹力,空氣經加熱管加熱后,從多孔板里吹出到PCB板上。馬達轉速越快,風力越大,熱交換能力越強。
PCB板在回流焊接后,將進入冷卻區進行冷卻,如此才能得到良好的焊接效果。冷卻區的結構是一個水循環的熱交換器。冷卻風扇把熱氣吹到循環水換熱器后,經降溫的氣體再吹到PCB板上。熱交換器內的熱量經循環水帶走,循環水經降溫后再流回換熱器。
回流焊爐的加熱區的溫度控制都是獨立的閉環控制系統。溫度控制器通過PID控制把溫度保持在設定值。因此回流焊爐內溫度的調節需要溫度傳感器來采集,溫度傳感器采用的熱偶線,裝在多孔板的下面,感應氣流的溫度,反饋溫度信息給單片機進行溫度調節。
3.3顯示電路
顯示電路選用ST7920控制核心的12864點陣LCD顯示器。LCD與MCU的通信接口設計可以使用直接或間接的訪問方式。在本設計中單片機通過I/O口與STC12C5A60S2并行連接。
4 結束語
回流焊的演變始終是跟隨電子裝聯技術的發展而變化的。本文針對特定條件設計的回流焊爐通過PID控制算法,提高了爐內溫度的控制精度,滿足了現階段在實驗室環境進行SMT組裝焊接的要求,通過大量的實驗,觀測數據,證明本文涉及的回流焊爐能夠有效降低SMT加工中因回流焊接設備不佳造成的質量缺陷,同時希望本文提出的控制方案能為類似的應用提供參考。
[1]杜中一.SMT表面組裝技術[M]. 北京:電子工業出版社.2012.
[2]鄭輝,鄭風景,白欣璐.基于改進PID計算機溫控系統的SMT回流焊控制方法研究[J].制造業自動化.2014.23:37-40.
[3]梁 璐,潘 麗.基 于PIC18F67J50的電子容積表設計[J].自動化與儀器儀表.2014.2:36-39.
[4]朱向慶,黎東濤等.適合于項目教學法的三合一單片機實驗箱設計[J].實驗技術與管理.2013,30(7):55-59.
2015年度甘肅省高等學校科學研究自籌經費項目(編號:2015B-185)
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年12期)2018-08-01 00:48:04
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電子制作(2017年19期)2017-02-02 07:08:27
