大壁厚螺旋埋弧焊鋼管焊縫超聲波自動檢測的人工參考反射體的設計及校驗
2016-08-30 02:20:15任國慶賈欣宇孫玲玲齊國政
無損檢測 2016年8期
于 賓,任國慶,賈欣宇,孫玲玲,齊國政,張 麟
(渤海裝備華油鋼管揚州分公司,揚州 225128)
?
大壁厚螺旋埋弧焊鋼管焊縫超聲波自動檢測的人工參考反射體的設計及校驗
于賓,任國慶,賈欣宇,孫玲玲,齊國政,張麟
(渤海裝備華油鋼管揚州分公司,揚州 225128)
介紹了一種螺旋埋弧焊鋼管的超聲檢測校驗方法,即在現有基礎上新增一種校驗方法,通過對新型參考反射體的校驗,作為對大壁厚螺旋埋弧焊鋼管的焊縫中部區域超聲檢測的補充。對該方法進行了詳細描述,并在大壁厚螺旋埋弧焊鋼管試制過程中對其可行性和有效性進行了驗證。
螺旋埋弧焊鋼管;超聲波檢測;參考反射體;校驗方法
隨著國內經濟發展,天然氣的用量在逐年增加,在輸送量增大的前提下,高鋼級、大口徑、大壁厚螺旋埋弧焊鋼管的批量生產和采購將提上日程。在2013年底,國家管道項目部便開始制定大壁厚鋼管的試制工作計劃,并在年末進行了壁厚不小于20 mm的大口徑螺旋埋弧焊管試制;近兩年,管道建設項目部已組織各大鋼管生產廠家進行壁厚不小于20 mm的螺旋埋弧焊管的小批量試制工作,在國家監督檢測的所有試制及評價結束合格后,將會出現大批量的采購。在這樣的大環境下,高鋼級、大口徑、大壁厚的螺旋埋弧焊鋼管應用前景廣闊。
針對20 mm及以上壁厚的螺旋埋弧焊鋼管,利用超聲波脈沖反射法對中部參考反射體進行校準,總結了一種埋弧焊管中部位置的校驗方法;對新型自制參考反射體進行了校準和檢測,取得了較好的結果。
1 超聲波檢測存在的問題
根據現行的國家標準GB/T 9711-2011《石油天然氣工業管線輸送系統用鋼管》、美國石油學會標準API Spec 5L《管線鋼管規范》及石油系統行業標準等相關檢測要求的內容來看,所有超聲波檢測的校準對比試樣均采用在焊縫區域制作豎通孔、縱向刻槽、橫向刻槽等參考反射體的方法進行校驗,設備采用橫波斜射法通過單面雙側方式進行平行掃查。由于壁厚不斷加大,采用超聲波斜射聲束的方法易在焊接區域的中部出現菱形的檢測盲區。圖1是壁厚為21.4 mm鋼管焊接區域的盲區示意。
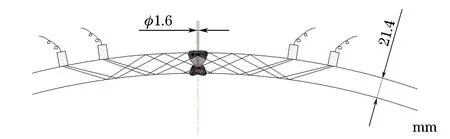
圖1 某鋼管焊接區域的中部菱形方格盲區
生產的鋼管壁厚較小時,可以采用超聲多次反射法進行檢測[1],該方法由于聲程較小,聲能衰減小,聲場覆蓋面廣且聲能集中,故能滿足一般壁厚的焊接區域全覆蓋。而大壁厚鋼管在反射過程中聲程較長,聲束擴散,超聲波衰減嚴重,檢測靈敏度會大幅降低,故無法利用超聲波多次反射的特性覆蓋到整個焊縫壁厚,而只能通過其他方式對中部區域進行重新掃查,保證整個焊縫區域掃查完整[2]。
2 焊縫中部區域的校驗設計
由于螺旋埋弧焊管焊接區域中部出現的缺陷大部分為未焊透、夾渣、晶界裂紋等,故檢驗設計從以下幾方面考慮[3]:
2.1探頭選用原則
(1) 探頭類型
選用橫波探頭,其優點為波長短,檢測靈敏度高,主要用于檢測與超聲波主聲束垂直或成一定角度的缺陷,能有效檢測未焊透、夾渣、裂紋、未熔合等缺陷,適用于鋼管焊縫檢測。
(2) 探頭頻率
頻率越高,分辨力越高,但是頻率過高近場區變大,衰減變大從而信噪比下降。而頻率一般選擇范圍為1~5 MHz,最后確定了頻率為4 MHz。
(3) K值的選擇
K值越大,聲程越長,為減少聲程過長引起的超聲衰減,對大壁厚鋼管的檢測,選用較小的K值探頭,故選用K值為2。
(4) 晶片尺寸
由于鋼管表面為曲面,為了減少耦合損失而選用較小的晶片尺寸,且半擴散角較小,聲波能量集中,但也要考慮其對聲場的覆蓋,故晶片尺寸選為8 mm×9 mm。選用的探頭應與焊縫間的角度盡量保持不變,如果角度發生變化,缺陷的反射波會明顯降低甚至不能反射到探頭晶片范圍內,造成缺陷漏檢。以12 mm圓晶片的探頭為例,其半擴散角為7.54°。
報警閘門的報警波高設置通常比參考反射體的反射波低3~5 dB。探頭與焊縫的角度變化2°時,反射波下降約3 dB,所以對于超標缺陷可能無法觸發報警;變化3°左右時,反射波會下降約6 dB,大多數缺陷都會漏檢。因此,探頭的折射角度變化應在-1°~+2°內。
(5) 耦合方式
當耦合層為波長一半的整數倍或很薄時,透聲效果好,反射回波高,耦合性能最好;故耦合方式選用薄水層耦合法(也稱為直接接觸式)。
2.2探傷夾持裝置的制定
根據現有的機械結構,對新增探頭夾持機構進行改造,重新制作新的探頭動作機構,盡可能地減小了盲區。
2.3參考反射體的制作
考慮到試驗的實際情況,要查找焊接中部的缺陷必須在鋼管中部制作參考反射體,故制定了以下方案,最終確定采用第5種方案。
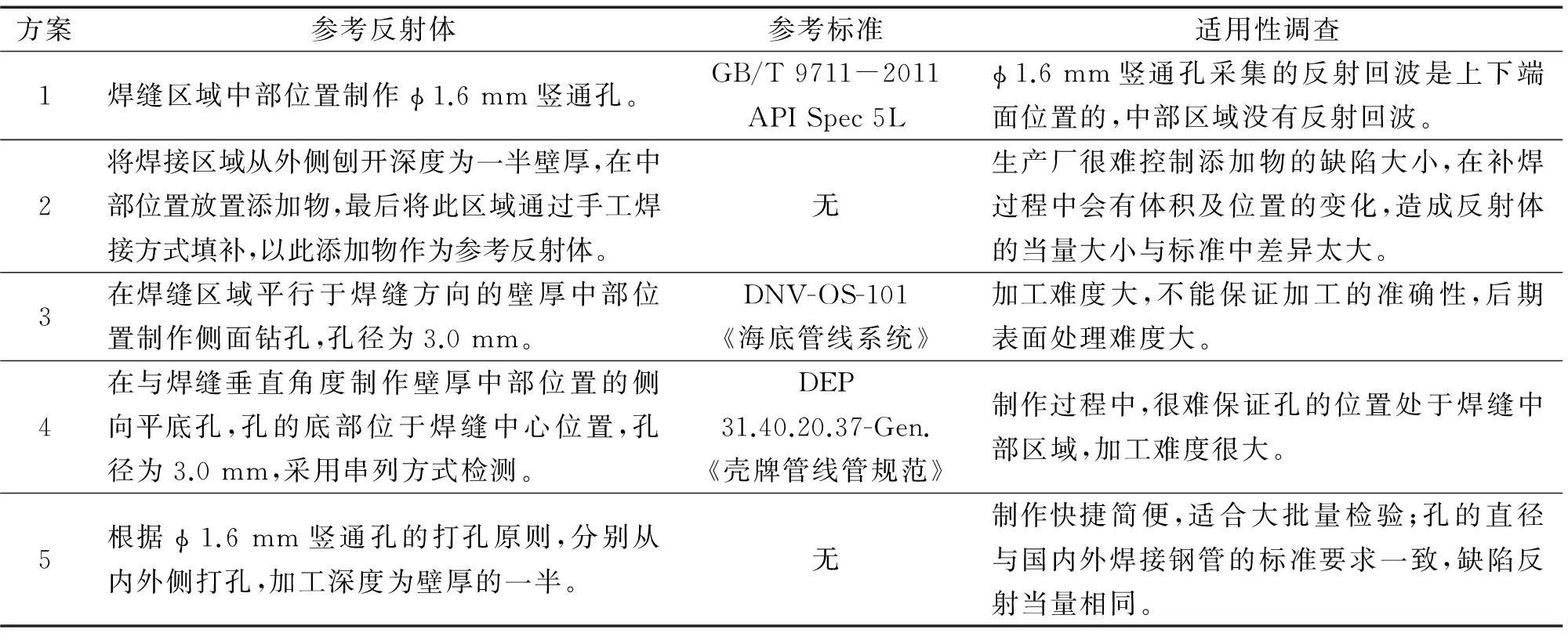
表1 參考反射體設計方案
3 反射體的校驗步驟
(1) 選用φ1.6 mm孔為檢驗基準,孔的深度為壁厚T的一半,孔的位置位于焊縫寬度的中心,具體制作見圖2。校驗基準反射回波高度為顯示屏的50%(閘門高度),校驗部位為φ1.6 mm孔的壁厚中部部分。
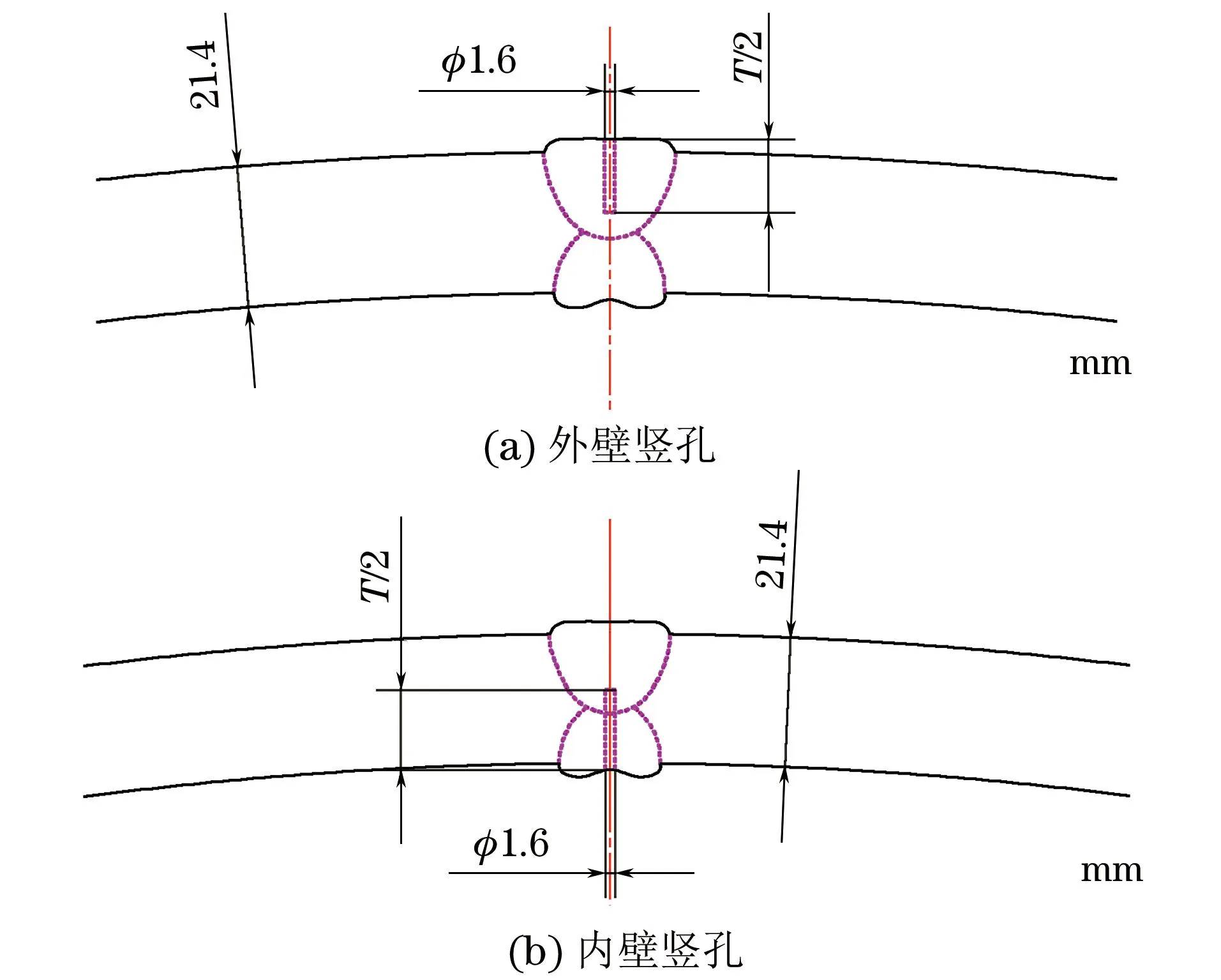
圖2 參考反射體制作示意
以壁厚為21.4 mm的鋼管為例,按照兩側各進行一次缺陷校驗。校驗方式見圖3。
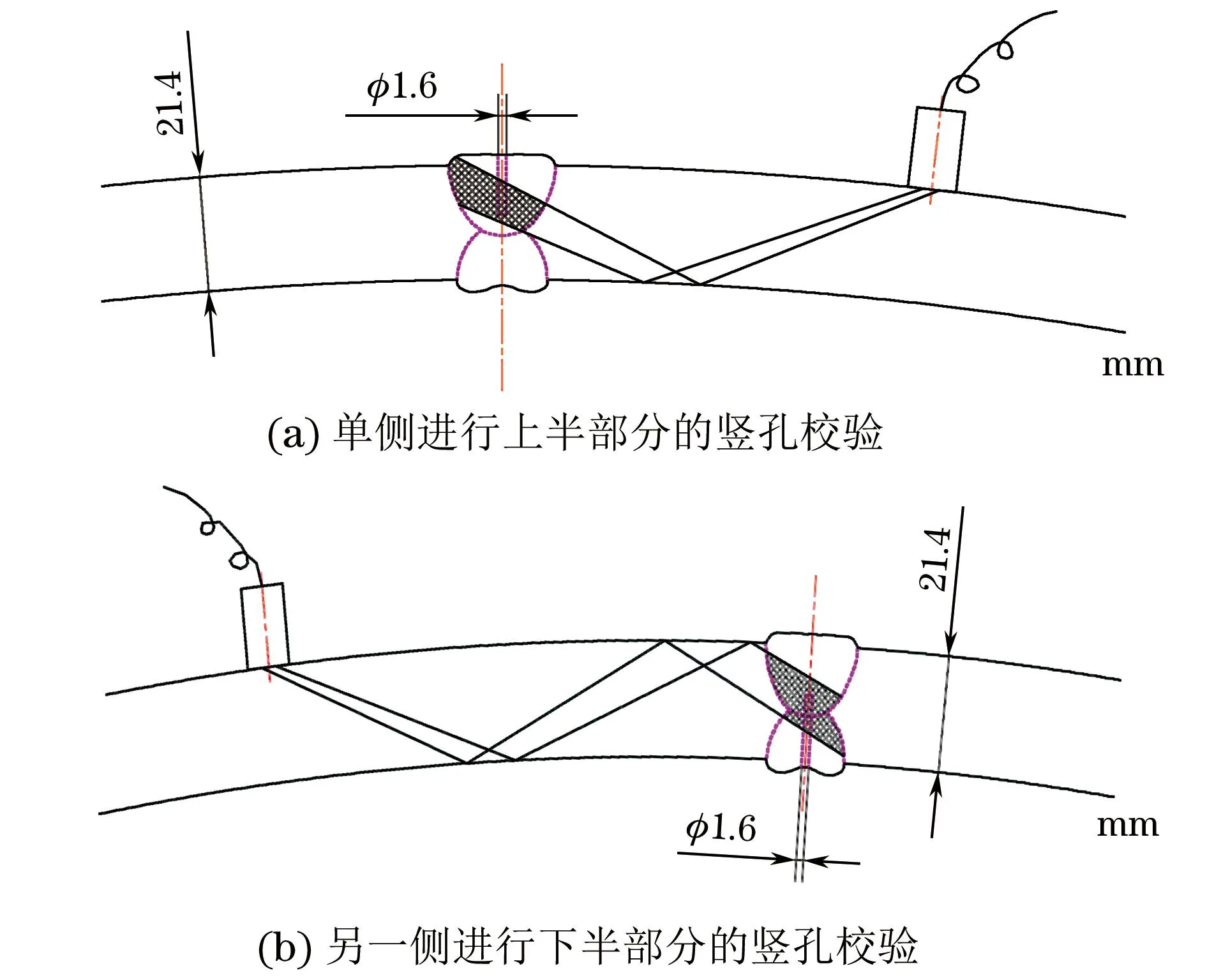
圖3 壁厚21.4 mm鋼管的缺陷校驗方式
(2) 如圖3所示,探頭布局為:一側校驗上部φ1.6 mm孔,采用一次半反射聲程進行校驗;另一側校驗下部φ1.6 mm孔,采用兩次半反射聲程進行校驗。采用標準試塊CSK-IA對探頭入射角的前沿距離進行測定,距離為10 mm。
為避免反射波通過上下邊角反射,應通過計算方式進行校驗,以φ1 422 mm×21.4 mm(外徑×壁厚)鋼管為例,圖3(a)中φ1.6 mm孔在鋼管表面的弧長約為67 mm,圖3(b)中φ1.6 mm孔在鋼管表面的弧長約為115 mm。
(3) 調整好探頭距離缺陷的位置,微調找到缺陷反射最高波,將閘門中部位置處于最高反射波處,調節增益器,將回波的反射高度調節至閘門位置,增益2~3 dB,作為動態掃查靈敏度。
(4) 動態掃查過程中觀察參考反射體是否能夠觸發報警界限。正常報警即調節完畢,未能觸發則按照上一步驟重新進行調節,直至觸發報警為止。
(5) 通過此種方式對中部菱形盲區的覆蓋,達到了能夠100%對整個焊接區域進行全方位掃查(見圖4),在圖中可以看到黑色區域中是菱形盲區,也是新增的掃查覆蓋區域,網格部分是與其他通道覆蓋的重疊區。
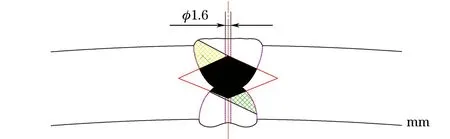
圖4 探頭掃查覆蓋區域與菱形盲區的重疊
(6) 通過以上步驟,可對鋼管進行批量檢測,當發現儀器報警時可對報警處進行復查處理,標記出不合格位置。
4 應用案例
(1)鋼管制造基本參數
鋼管規格(外徑×壁厚)為φ1 422 mm×21.4 mm;鋼級為X80M;焊接方式為內外雙絲埋弧焊;鋼帶寬度為1 600 mm;成型角度為68°50′;生產卷數為9;生產根數為35。
(2) 超聲檢測基本參數
設備名稱為焊縫自動超聲波檢測儀,型號為SMC-PC,檢測靈敏度為φ1.6 mm豎孔反射波高100%+3 dB;探頭型號為4P8 mm×9 mm K2,探頭排列為單面雙側,探頭數量為2;耦合方式為薄水層直接耦合;檢測速度為8 m·min-1;檢測通道為11,12通道。
(3) 缺陷校驗結果
通過對參考反射體的正確校驗,保證了自動檢測狀態下能夠觸發報警,在鋼管的檢測過程中可以有效地降低中部缺陷的漏檢。鋼管校驗檢測圖見圖5,6。
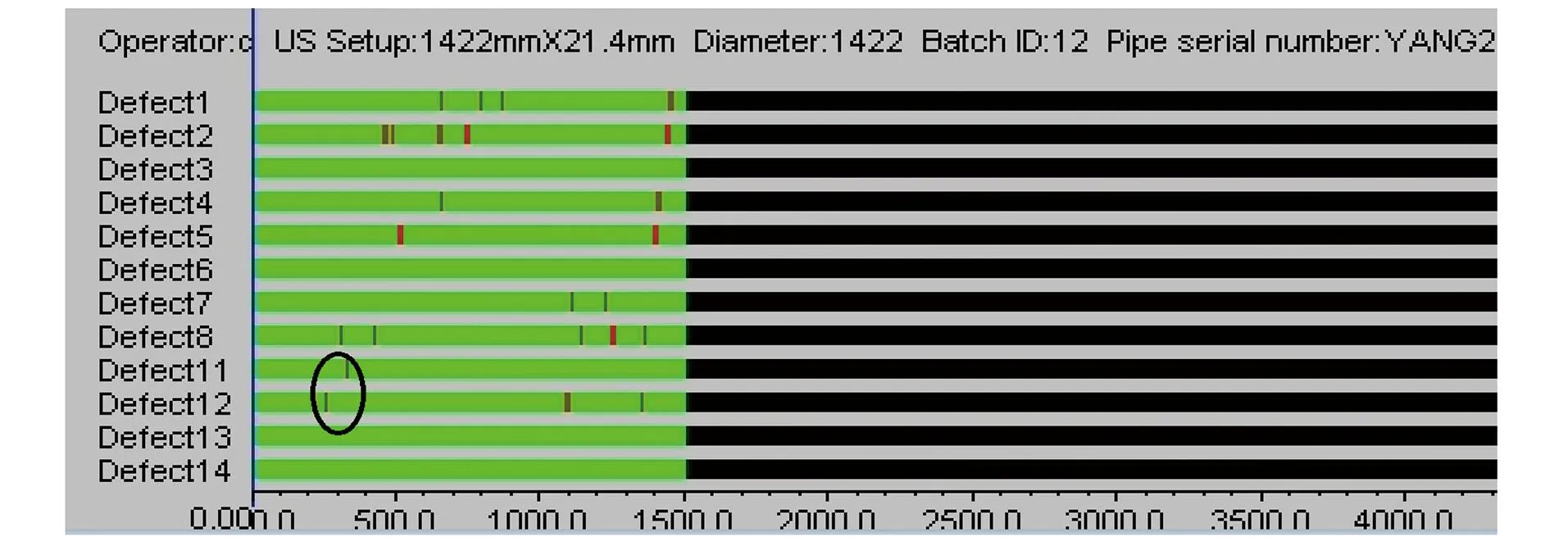
圖5 鋼管校驗圖
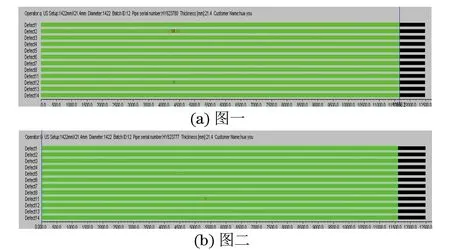
圖6 鋼管檢驗檢測
從鋼管的校驗圖可以看出:在通道11,12的校驗過程中,φ1.6 mm孔能夠觸發報警裝置,校驗過程合格有效;在通道12后半部分觸發報警時與其他通道重合的反射波形,并非是誤報警或電磁干擾等因素造成的,不會對檢測構成影響。
在此批次鋼管生產過程中,發現了報警的鋼管(見圖6)。從圖6(a)中看出,在通道12報警的同時通道2也觸發了報警,說明缺陷位置在兩個通道都被覆蓋到了,經過手探復查,此缺陷不在中部位置,而在兩個通道的重合區域位置。從圖6(b)中看出,僅僅通道11觸發了報警,其他通道沒有觸發報警界限,說明缺欠處于中部位置處,經手探復查并最終定位,在焊接區域焊縫深度9.8 mm左右處發現了一點狀缺陷。
5 結語
通過對探頭的選擇、樣管的制作、校驗的方式等一系列方案的確定,提出了針對大壁厚螺旋埋弧焊管焊縫中部缺陷超聲檢測的校驗方法。此方法在對大壁厚螺旋埋弧焊管的自動超聲波檢測中,有效降低了中部區域缺陷發生漏檢的機率,提高了鋼管檢測區域的完整性,為以后大批量鋼管的檢驗奠定了技術基礎。
[1]鄭暉,鄭樹青. 超聲檢測[M].北京:中國勞動出版社,2008.
[2]黃磊,趙新偉,李記科,等.厚壁SAWH焊縫自動超聲波檢測對比試塊的合理性研究[J].焊管,2014(1):37-41.
[3]李曉敏,唐彥林.自動超聲波串列探傷在螺旋埋弧焊鋼管檢測中的應用[J].焊管,2013(6):51-55.
Design and Calibration of Artificial Reference Indicators for Auto Ultrasonic Inspection of SAWH Steel Pipe Weld Seam
YU Bin,REN Guo-qing,JIA Xin-yu,SUN Ling-ling,QI Guo-zheng,ZHANG Lin
(Bohai Equipement Huayou Steel Pipe Yangzhou Subsidiary Co.,Yangzhou 225128,China)
This paper introduces a method for calibration of ultrasonic inspection used for spiral submerged arc welded steel pipes,which is to achieve a newly added method for calibration on the basis of the existing practice through the calibration of the new type reference indicators,and the new method can be the supplement of ultrasonic inspection used for the middle area of SAWH steel pipes with large wall thickness. A detailed description of this method was presented in the paper and its feasibility and effectiveness were verified in the trial production of SAWH pipes with large wall thickness.
SAWH;Ultrasonic test;Reference indicator;Inspection method
2016-06-08
于賓(1982-),男,助理工程師,主要從事輸送管道無損檢測技術工藝及管理工作。
于賓,E-mail: 17851378@qq.com。
10.11973/wsjc201608013
TG115.28
A
1000-6656(2016)08-0051-04
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
