提高300t鋼包自動開澆率技術的研究與應用
2016-08-22 09:42:59閆海龍劉守杰日照鋼鐵控股集團有限公司山東日照276806
山東工業(yè)技術 2016年16期
閆海龍,劉守杰(日照鋼鐵控股集團有限公司,山東 日照 276806)
提高300t鋼包自動開澆率技術的研究與應用
閆海龍,劉守杰
(日照鋼鐵控股集團有限公司,山東 日照 276806)
通過分析引流砂質(zhì)量、加砂方式、盛鋼時間、鋼包烘烤等因素對300t鋼包自動開澆率的影響,做出相應改進,控制引流砂烘烤時間、改進加砂方式、優(yōu)化盛鋼時間、實行標準化加砂作業(yè)等措施的執(zhí)行使日照鋼鐵300t鋼包自動開澆率達到99.8%以上。
鋼包;自動開澆率;研究與應用
DOI:10.16640/j.cnki.37-1222/t.2016.16.226
1 概述
日照鋼鐵控股集團有限公司冷板制造部日鋼引進的ESP無頭軋制技術為世界第2~4條、國內(nèi)第1~3條薄板無頭軋制生產(chǎn)線。ESP項目目前擁有300t轉(zhuǎn)爐3座,LF爐2座,RH爐2座,3條ESP連鑄連軋生產(chǎn)線,年產(chǎn)薄板坯600萬噸。日鋼ESP連鑄連軋產(chǎn)線從生產(chǎn)節(jié)奏、鋼水質(zhì)量上要求鋼包水口不燒氧、高自開率,傳統(tǒng)灌砂水平不能滿足生產(chǎn)要求。
2 影響鋼包自開因素
2.1原材料控制
日照鋼鐵300t鋼包使用的是鉻質(zhì)引流砂。該引流砂熔點1730~1750℃,密度大,不過度燒結(jié),適用于出鋼溫度高,盛鋼時間長的鋼包。原材料的控制主要包括以下幾個方面:
(1)鉻礦砂、硅質(zhì)砂原材料的購進,保持同一產(chǎn)地,保證原材料材質(zhì)成分、粒度穩(wěn)定一致,確保產(chǎn)品質(zhì)量穩(wěn)定。
(2)嚴格控制原材料各組分的加入量,確保產(chǎn)品中各組分的含量穩(wěn)定,保證產(chǎn)品的正常使用。
(3)控制產(chǎn)品中各原料的加入順序和混合攪拌時間,避免成品成分偏析導致的不自開。
(4)控制產(chǎn)品的烘干時間和烘干溫度,并控制產(chǎn)品的包裝,防止產(chǎn)品受潮引起的不自開。
2.2盛鋼時間
在使用鉻質(zhì)引流砂加砂過程中,如加砂標準化操作,同時鋼包狀態(tài)良好,決定引流砂燒結(jié)程度的主要是出鋼溫度和盛鋼時間。鋼水溫度高,引流砂和鋼水接觸時間久,燒結(jié)層變厚,自動開澆率變低。經(jīng)統(tǒng)計日照鋼鐵300t轉(zhuǎn)爐出鋼溫度基本控制在1630~1650℃,相差不大,影響引流砂燒結(jié)層厚度的主要是盛鋼時間,由于ESP的生產(chǎn)特點,每個澆次只能連澆6~10爐,轉(zhuǎn)爐提前生產(chǎn),部分鋼水在LF壓鋼時間長,自開率降低,尤其是壓鋼7h以上鋼水。
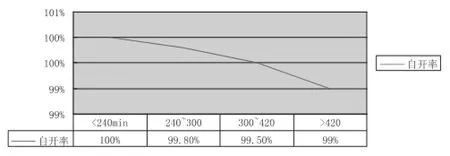
圖1 日照鋼鐵300t鋼包自動開澆率和盛鋼時間關系
2.3加砂操作
不合理的加砂操作會明顯降低鋼包的自開率。對加砂合理性影響較大的操作主要有四個方面:
(1)加入量。引流砂加入過多會造成浪費,如引流砂加入不足不能填滿水口,鋼水進入水口后冷凝阻塞,鋼水不自開。合理的加入量是引流砂在水口座磚頂部形成沙丘狀。
(2)引流砂烘烤。日照鋼鐵地處海邊,氣候潮濕,引流砂需烘烤使用。引流砂中含水量越高,引流砂燒結(jié)體冷態(tài)耐壓強度越低,顯氣孔率越大,體積密度越小。填充與座磚與水口之間的引流砂含水量大時,在盛鋼過程中水分蒸發(fā),顯氣孔率增大同時體密下降導致鋼水滲透到引流砂內(nèi)部,形成鋼砂混凝后導致不自開。
(3)加砂裝置。在建廠初期,日照鋼鐵300t鋼包使用傳統(tǒng)的導管加砂裝置。導管加砂裝置可以將引流砂準確加入水口,但引流砂由于重力作用下落到鋼包水口內(nèi)堆積過密,容易導致不自開。
(4)水口清理。日照鋼鐵300t鋼包熱修使用傾翻裝置,鋼包放平后,熱修員工從背面進行燒氧操作,清理水口及坐磚內(nèi)殘余鋼渣。由于ESP冶煉鋼種為低碳低硅系列,渣偏稀,鋼包直立后包底鋼渣容易回流至水口內(nèi)影響鋼包自開。
2.4新包影響
統(tǒng)計顯示日照鋼鐵300t鋼包自投產(chǎn)以來新包不自開的爐數(shù)占據(jù)所有不自開爐數(shù)的57%。經(jīng)研究發(fā)現(xiàn)鋼包烘烤效果不佳,上線時部分鋼包包底溫度在600℃上下,如LF精煉時間短或底吹不良,包底易結(jié)冷鋼開澆時出現(xiàn)引流砂流出而無鋼水。
3 提高鋼包自開措施
3.1引流砂質(zhì)量管控
為防止出現(xiàn)引流砂成分、粒度不穩(wěn)定的現(xiàn)象,對每一批入廠的引流砂進行化驗對比,如達不到標準進行考核并退貨。

表1 引流砂理化指標
3.2優(yōu)化盛鋼時間
強化生產(chǎn)組織,合理安排鋼水調(diào)度,縮短各工序時間。防止引流砂與鋼水接觸時間長燒結(jié)層過厚。
(1)如加砂時間距離轉(zhuǎn)爐出鋼時間超過120min,吊回熱修平臺重新加砂。
(2) 如精煉時間(含壓鋼時間)大于7h,需進行倒包處理。
3.3標準化加砂作業(yè)
制定嚴格的加砂作業(yè),最大程度減少人工操作帶來的不穩(wěn)定性。
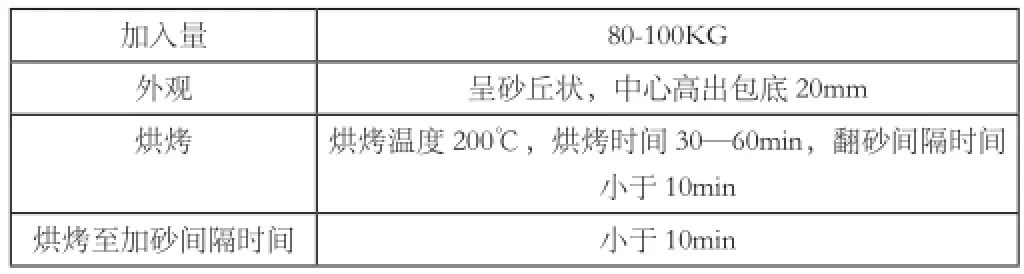
表2 引流砂加入標準
3.4改進加砂裝置
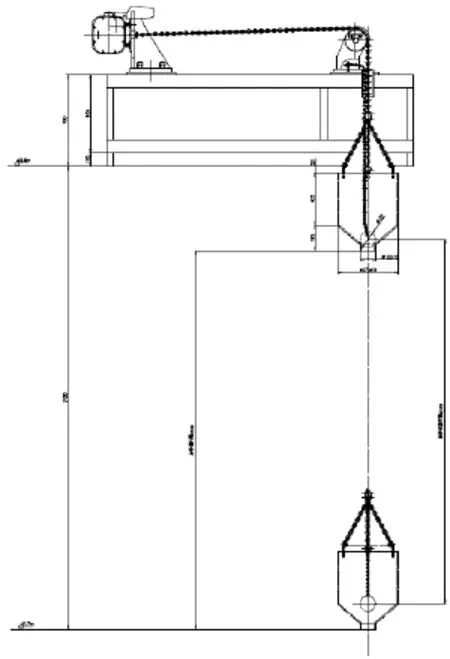
圖2 日照鋼鐵300t鋼包水口加砂裝置
為了提高引流砂自開率,2015年4月日照鋼鐵冷板制造部在氬站平臺設計了新的加加砂裝置。該裝置通過卷揚帶動上下移動的加砂桶,加砂桶緩緩下降到水口上方400mm處時,桶內(nèi)的塞子鏈條行程到極限,小桶繼續(xù)下降,塞子拉出,通過X、Y、Z三方向限位的控制,引流砂準確無誤加入到水口內(nèi)。氬站平臺上設置操作箱,加砂桶具備升、降、停止等功能。該裝置占用空間小,機械化操作節(jié)省人力,同時減少了導管加砂引起的偏析。
3.5改進鋼包烘烤
對鋼包烘烤效果不佳問題進行技術攻關。由于使用轉(zhuǎn)爐煤氣熱值偏低且含水量較大,同時煤氣主管道部分設計成U型,增加了排水困難,增大了管道阻力。在生產(chǎn)過程中重新更換主管道難度較大,在廠房內(nèi)的煤氣主管道的低點增加排水管,同時改動所有烤包器支管直接和主管道連接,增大了每個烤包器的流量及工作壓力,烘烤效果明顯提升,包底溫度由600℃提升到800℃。
4 結(jié)論
針對影響300t鋼包自開的各個因素:原料控制、盛鋼時間、加砂操作、加砂裝置、鋼包烘烤。有目的的采取措施使日照鋼鐵300t鋼包自開率穩(wěn)定在99.8%以上,有效的保證了ESP生產(chǎn)的順行。
[1]劉峰.引流砂含水量對鋼包自動開澆率的影響.耐火材料,2011,4(02).
[2]王永輝.連鑄鋼包自動開澆與引流砂的關系.耐火與石灰,2015,4(02).