汽車沖壓件檢具結(jié)構(gòu)設(shè)計(jì)
2016-08-21 01:53:00李學(xué)斌
汽車工程師 2016年7期
李學(xué)斌
(天津一汽夏利汽車股份有限公司)
隨著汽車工業(yè)的蓬勃發(fā)展,以及汽車市場的成熟,對汽車產(chǎn)品尺寸精度和質(zhì)量控制的要求越來越高。汽車檢具作為汽車零部件面差與間隙的質(zhì)量控制工具,其設(shè)計(jì)與生產(chǎn)制造也逐步由國外轉(zhuǎn)入國內(nèi),但由于缺乏相應(yīng)的理論支撐和實(shí)踐經(jīng)驗(yàn),導(dǎo)致汽車檢具結(jié)構(gòu)設(shè)計(jì)出現(xiàn)成本高和精度低的情況,因此如何高效地設(shè)計(jì)出結(jié)構(gòu)簡單、成本低、精度高的檢具成為亟待解決的問題,進(jìn)行汽車檢具結(jié)構(gòu)設(shè)計(jì)標(biāo)準(zhǔn)化的探索有其實(shí)際的意義。文章以檢具結(jié)構(gòu)各組成部件作為著眼點(diǎn),結(jié)合實(shí)際檢具設(shè)計(jì)經(jīng)驗(yàn),介紹了檢具結(jié)構(gòu)的組成形式和設(shè)計(jì)原則。
1 檢具介紹
汽車沖壓件一般都具有復(fù)雜的空間形狀。檢具作為非標(biāo)檢測器具,通過定位面和夾緊器對零件的約束,使零件以要求的姿態(tài)固定在唯一、確定、正確的位置上,以便于采用量具進(jìn)行定量檢測或定性測定,為汽車沖壓件的質(zhì)量改進(jìn)提供方向和量值。圖1示出前柱下部加強(qiáng)板的汽車沖壓件檢具結(jié)構(gòu)圖。
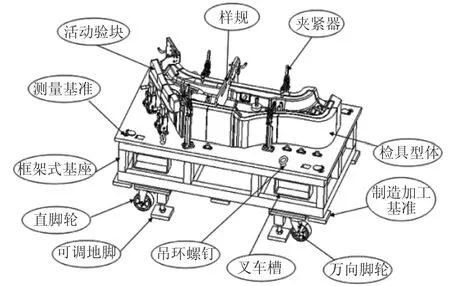
圖1 前柱下部加強(qiáng)板汽車沖壓件檢具結(jié)構(gòu)圖
2 檢具結(jié)構(gòu)設(shè)計(jì)要點(diǎn)
2.1 檢具基座
檢具基座根據(jù)尺寸大小和功能要求可按以下分類選擇:
1)中小型內(nèi)板檢具采用“雙層方鋼+基板”,根據(jù)基座大小選用厚度為5 mm的40 mm×40 mm方管和50 mm×50 mm方管。
2)大型檢具,如機(jī)蓋、頂蓋、車門、翼子板采用“槽鋼+基板”焊接的框架結(jié)構(gòu),選用厚度為5 mm的20#槽鋼。車門、翼子板若采用左右共底座架構(gòu),則底座采用6 mm厚的100 mm×100 mm方管,底座質(zhì)量配重要平衡檢具體質(zhì)量,保證放置的安全。
3)側(cè)圍采用“方鋼+基板”的結(jié)構(gòu),方鋼采用6 mm厚的100 mm×100 mm或100 mm×200 mm的方管,底座質(zhì)量配重要平衡檢具體質(zhì)量,保證放置的安全。
2.2 檢具型體
檢具型體為可切削加工的高密度樹脂,樹脂材料常選用的牌號及材料性能,如表1所示[1]。

表1 樹脂材料性能參數(shù)
檢具型體一般要求產(chǎn)品覆蓋處采用連續(xù)型面。制件型面落差<150 mm的制件,型面最低處應(yīng)高于基板表面100 mm以上;制件型面落差≥150 mm的制件,要求型面最低處高于基板表面70 mm以上。
2.3 檢具坐標(biāo)系
考慮到檢具在使用上的方便性,檢具坐標(biāo)系一般沿用汽車坐標(biāo)系(根據(jù)圖紙信息給定),結(jié)合檢具布置方式給定檢具坐標(biāo)系。
2.4 檢具測量基準(zhǔn)
檢具基準(zhǔn),即檢具底板上的基準(zhǔn)面和基準(zhǔn)線,它是三坐標(biāo)測量儀檢測零件時構(gòu)建坐標(biāo)系的依據(jù),也是測量檢具或校驗(yàn)檢具的依據(jù)。一般在檢具基板角部按(X,Y,Z)3個方向設(shè)置加工3個以上測量基準(zhǔn),基準(zhǔn)數(shù)值是車身理論坐標(biāo)數(shù)值[2]。
面基準(zhǔn)常用方式一般有3種:1)底板上表面(或下表面)及側(cè)立面部分作為基準(zhǔn)面;2)底板上表面增加或“堆出”小臺階部分,小臺階上表面及側(cè)立面部分作為基準(zhǔn)面;3)底板上表面“挖下”小臺階部分,小臺階底部表面及側(cè)立面部分作為基準(zhǔn)面。
線基準(zhǔn)常用方式有2種:1)板的長邊兩端;2)底板上2個孔心連線,基準(zhǔn)坐標(biāo)數(shù)值一般選用100的倍數(shù),落在車身坐標(biāo)系的百位線上,基準(zhǔn)孔采用基板上的孔緊配鋼制襯套的結(jié)構(gòu),襯套內(nèi)孔為Ф10H7,內(nèi)孔上表面邊緣不能倒角,粗糙度為0.8 μm。
2.5 定位裝置
工件正確合理定位是準(zhǔn)確測量的基礎(chǔ)。車身覆蓋件在檢具上的定位方式主要由定位孔和定位面配合完成。
2.5.1 定位銷
大多的車身覆蓋件都有主、副兩定位孔,主定位銷為圓銷、副定位銷為菱形銷(零件孔為圓孔)或圓銷(零件孔為橢圓孔)。菱形銷的定位方向應(yīng)垂直于主副定位銷的中心連線,菱形定位銷及與之配套的襯套孔處應(yīng)有防轉(zhuǎn)臺階,以保證定位方向的準(zhǔn)確性。主定位銷一般限制X,Z兩方向的自由度;副定位銷用以限制繞Y方向的旋轉(zhuǎn)自由度。圖2示出某檢具定位型式示意圖,圖2中,菱形銷削邊處在H和h中心連線上。
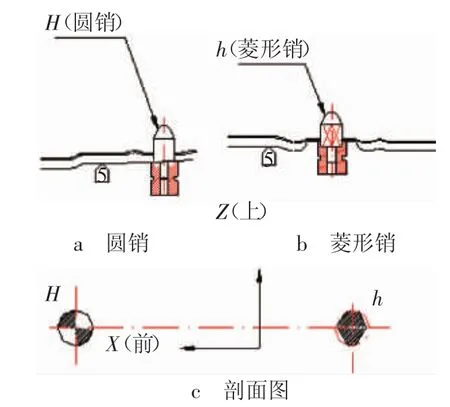
圖2 檢具定位示意圖
主副定位銷一般采用插入式直柱形或埋入式直柱形定位銷。使用埋入式直柱形定位銷時,須注意取放件方向,保證取放制件順暢。
定位銷外徑的公稱尺寸根據(jù)部件的孔徑公稱尺寸確定,即:定位銷銷徑=[制件定位孔孔徑(D)-0.1]+0.01-0.01mm;定位銷加工表面粗糙度為0.8 μm。插入式銷套配合公差為H7/g6,埋入式銷套配合公差為H7/m6。
2.5.2 定位面
面基準(zhǔn)定位時的固定方式一般采用快夾。采用面基準(zhǔn)定位時對零件面的選取原則為:
1)同方向上的定位面僅設(shè)定一側(cè),但當(dāng)零件較大時可在同一方向上增加輔助定位面,且定位面積不得大于30 mm×30 mm;
2)選取零件面應(yīng)平整、無異形面且穩(wěn)定性好(變形量小)、不發(fā)生干涉;
3)選取的零件面具有足夠強(qiáng)度,不易發(fā)生彎曲變形等。
定位面根據(jù)品標(biāo)RPS點(diǎn)布置,分為4類:用S表示主定位,&表示輔助定位,CK表示矯正變形定位,SK表示永久轉(zhuǎn)換主定位。定位面一般采用厚度(t)為3 mm或5 mm的定位間隙墊,定位基準(zhǔn)墊可拆卸,采用沉孔平頭螺釘固定方式,螺釘面低于定位基準(zhǔn)面,若為銷帶面則不允許采用支撐套。如遇曲面處平墊無法支撐,需做成隨形鑲塊式。圖3示出2種間隙墊的型式。
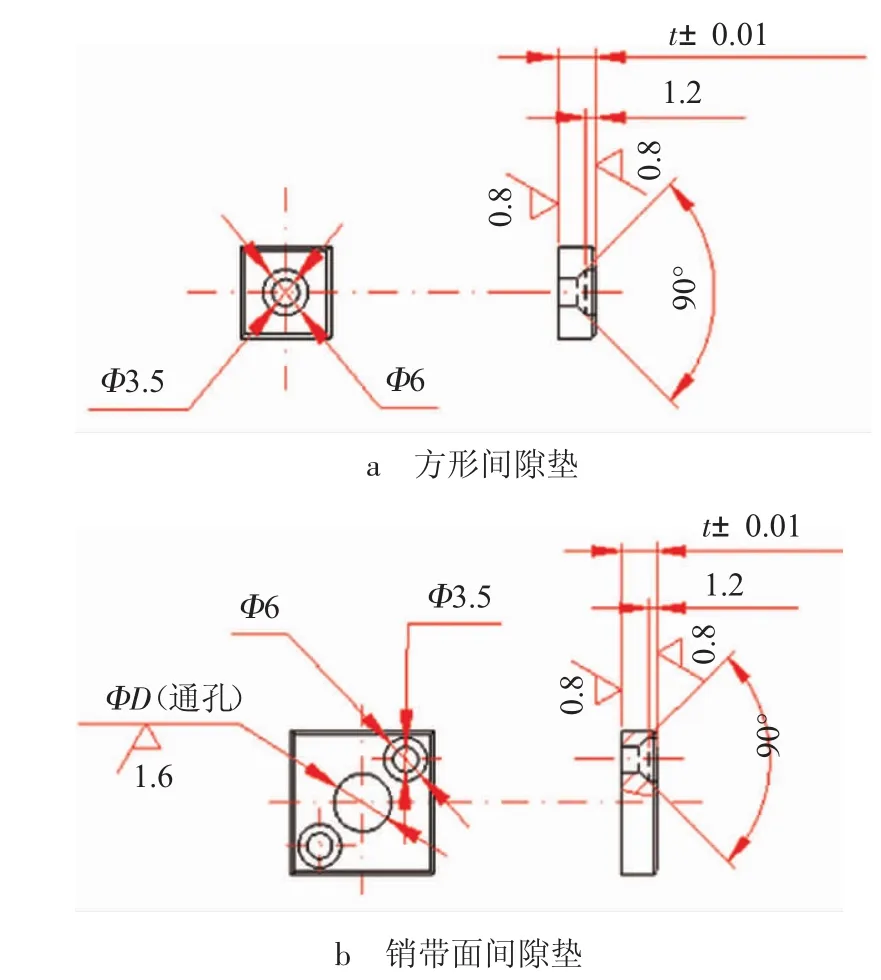
圖3 2種間隙墊的型式示意圖
2.6 夾緊裝置
夾緊裝置的作用是保證被測零件定位的可靠性,它應(yīng)該以不使定位遭到破壞和零件不產(chǎn)生變形為原則。結(jié)構(gòu)要輕巧,便于零件的裝卸,所以要求盡可能采用市場上的標(biāo)準(zhǔn)夾緊裝置。
考慮到零件在車身上的裝配關(guān)系,當(dāng)零件放置在檢具的基準(zhǔn)面上時,可以運(yùn)用夾緊裝置,使零件與基準(zhǔn)面貼合。另外夾緊裝置應(yīng)具有足夠的剛性,需把零件的變形控制到最小限度內(nèi),所以夾緊裝置的夾頭應(yīng)該盡量與基準(zhǔn)面垂直,方向偏差一般≤5°,個別弧形面允許≤10°。常采用的快夾型式有豎直手柄夾鉗和水平手柄夾鉗。圖4和圖5示出2種型式的夾鉗示意圖。
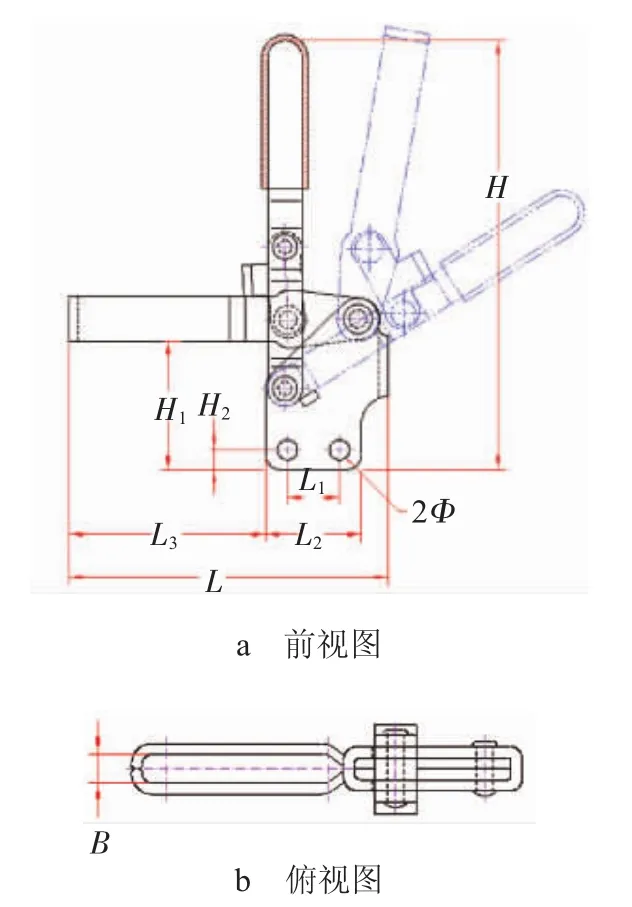
圖4 豎直夾鉗
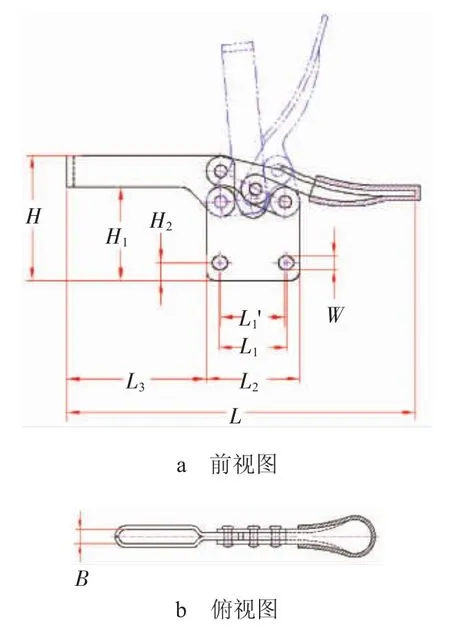
圖5 水平夾鉗
2.7 測量裝置
測量裝置是檢具中的重要組成部分。測量裝置的精度及測量點(diǎn)位置的選擇,都會直接影響測量結(jié)果的可靠性。測量裝置是用以指示被測參數(shù)實(shí)際數(shù)值或誤差大小的裝置,可分為定性型和定量型。定性型檢具只能判別零件的尺寸是否合格,它可以使用止通規(guī)、檢驗(yàn)銷、塞片、刻劃線及標(biāo)有公差帶的銷子等,依據(jù)檢具的檢驗(yàn)塊、檢驗(yàn)?zāi)0寮爸Ъ艿龋M(jìn)行測量;而定量型檢具,具有數(shù)值的反映,如百分表、千分表及電子數(shù)據(jù)采集裝置(EDC)等,所以測量精度較高,能夠?yàn)楫a(chǎn)品過程能力的評價提供依據(jù)。
2.7.1 孔的檢測
孔采用刻線銷或檢測銷檢測。刻線銷直徑一般為零件定位孔孔徑+4 mm,刻線銷定位處公差為g6,手柄部位滾花處理并標(biāo)識出實(shí)際直徑;檢測銷直徑一般為零件定位孔孔徑-2 mm,檢測銷定位處公差為g6,手柄部位滾花處理并標(biāo)識出實(shí)際直徑。2種銷子定位的襯套均應(yīng)有防止拔出旋轉(zhuǎn)的臺階結(jié)構(gòu),并在底面開排氣孔。圖6和圖7示出刻線銷和檢測銷示意圖。
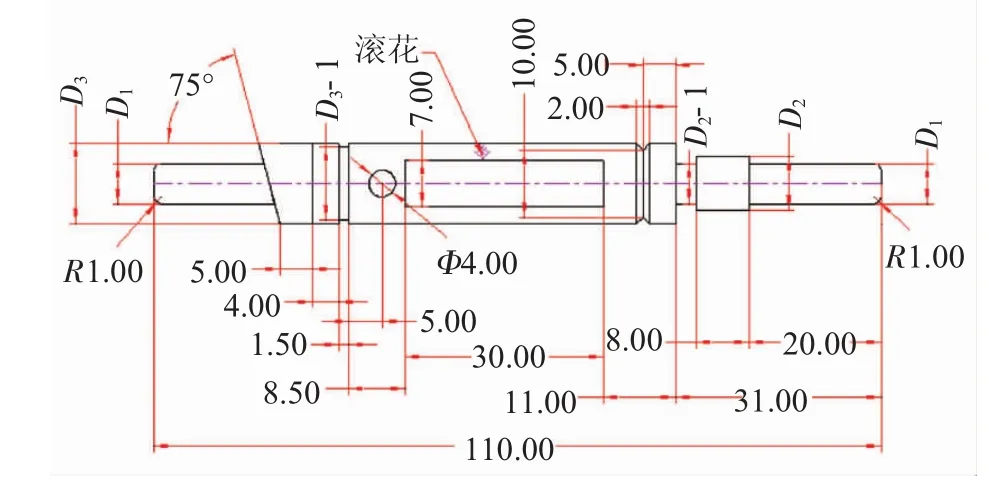
圖6 刻線銷示意圖
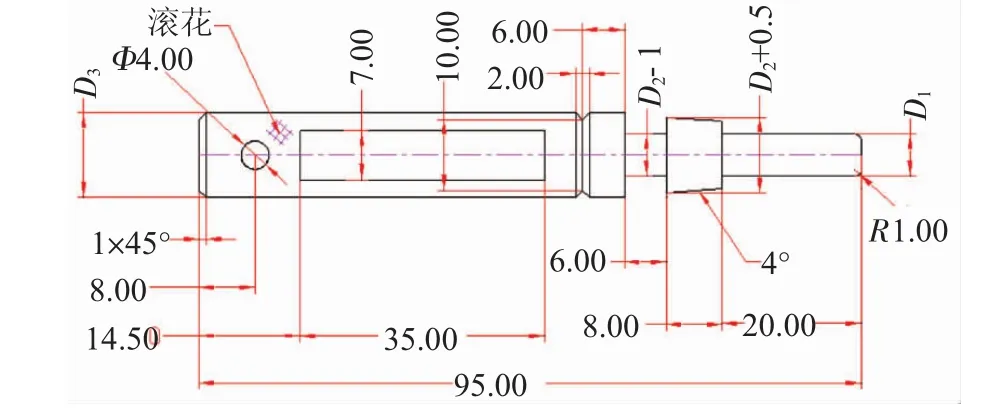
圖7 檢測銷示意圖
其他無法用刻線銷檢測的孔均采用劃線檢查。
1)孔徑<10 mm時,本體起臺1位面(間隙為3 mm時)或2位面(間隙為5 mm時)劃0 mm線和中心線,其劃線直徑與被檢測孔徑相同;
2)孔徑>10 mm時,本體起臺1位面(間隙為3 mm時)或2位面(間隙為5 mm時)劃0 mm線、3 mm線和中心線,0 mm線與被檢測孔徑相同,3 mm線單邊比被檢測孔徑單邊小3 mm。所有劃線采用數(shù)控加工,劃線深度為0.3 mm。圖8示出劃線檢測的標(biāo)準(zhǔn)示意圖。
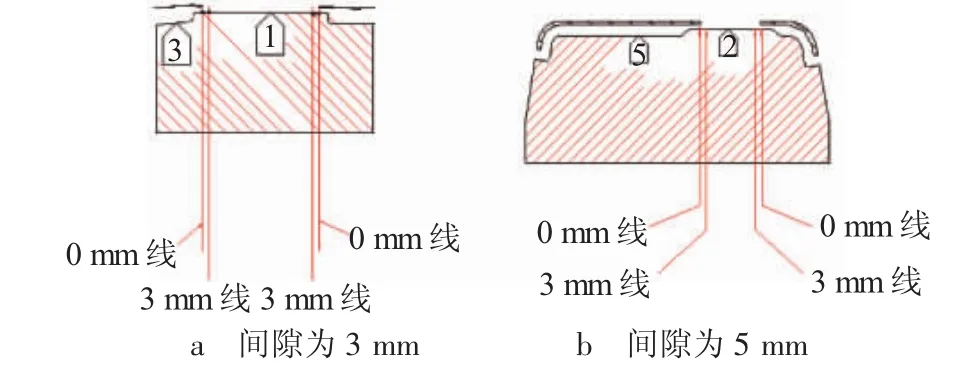
圖8 劃線檢測示意圖
2.7.2 修邊和面的檢測
修邊和面一般按零件形狀做基面檢測,即被測零件被測面與檢具本體保持0 mm平齊,修邊采用3 mm或5 mm間隙,采用“0 mm”面測量面差時,需保證功能面長度在40 mm以上。圖9示出邊面檢測示意圖。
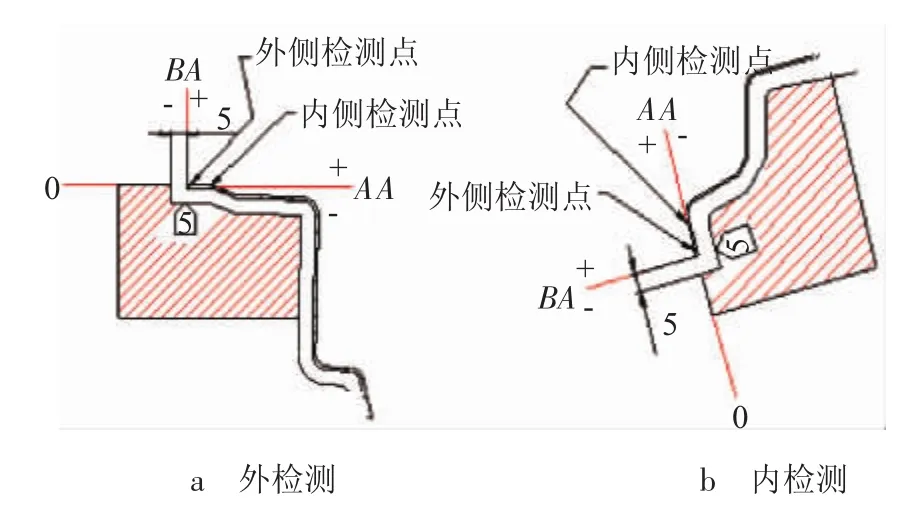
圖9 邊面檢測示意圖
2.7.3 形狀樣板
根據(jù)產(chǎn)品的檢測要求,對于產(chǎn)品中間部位有搭接配合關(guān)系而必須檢查的重要型面或特征,采用旋轉(zhuǎn)式形狀樣板檢查或用輕金屬制作插入式卡規(guī)檢查大型表面的輪廓。
3 檢具的制造精度要求
檢具基準(zhǔn)及檢測要素的一般制造精度(公差)要求如下:
1)加工制造基準(zhǔn):平面度≤0.05 mm/m,垂直度≤0.05 mm/m,直線度≤0.04 mm/m;
2)測量基準(zhǔn)孔:同側(cè)基準(zhǔn)平行度<0.03 mm,不同方向基準(zhǔn)之間的垂直度<0.03 mm/m;
3)測量基準(zhǔn)面平面度≤0.03 mm;
4)基板平行度、平面度≤0.05 mm/m;
5)定位基準(zhǔn)孔位置度≤±0.05 mm;
6)劃線銷孔位置度≤±0.10 mm;
7)RPS基準(zhǔn)面精度=±0.10 mm;
8)表面功能測量面=±0.15 mm;
9)仿型檢塊輪廓精度≤±0.15 mm;
10)檢規(guī)檢測面精度≤±0.15 mm。
4 結(jié)論
綜上所述,通過介紹汽車沖壓件的檢具結(jié)構(gòu)設(shè)計(jì)要點(diǎn),并提出檢具制造精度的具體量化指標(biāo),為汽車檢具結(jié)構(gòu)設(shè)計(jì)提供了依據(jù)和標(biāo)準(zhǔn)化數(shù)據(jù),在檢具的實(shí)際設(shè)計(jì)生產(chǎn)制造中具有指導(dǎo)意義。檢具作為實(shí)體制造業(yè)重要的量化控制器具,會發(fā)揮越來越重要的作用。在以后的生產(chǎn)實(shí)踐中,應(yīng)從檢具結(jié)構(gòu)設(shè)計(jì)及檢具部件等方面推進(jìn)標(biāo)準(zhǔn)化,促進(jìn)檢具行業(yè)的高效快速發(fā)展。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
數(shù)學(xué)小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
