W-Re合金構(gòu)件氣氛保護(hù)等離子噴涂成形技術(shù)
2016-08-16 08:14:04王躍明陳夢華唐科文丁旺旺
航空材料學(xué)報 2016年4期
王躍明, 陳夢華, 李 月, 唐科文, 丁旺旺,
熊 翔4, 時啟龍5, 解 路4, 徐 玄6
?
W-Re合金構(gòu)件氣氛保護(hù)等離子噴涂成形技術(shù)
王躍明1,2,3,陳夢華3,李月3,唐科文3,丁旺旺3,
熊翔4,時啟龍5,解路4,徐玄6
(1. 湖南科技大學(xué) 高溫耐磨材料及制備技術(shù)湖南省國防科技重點實驗室,湖南 湘潭 411201; 2.湖南科技大學(xué) 難加工材料高效精密加工技術(shù)湖南省重點實驗室,湖南 湘潭 411201; 3.湖南科技大學(xué) 機電工程學(xué)院,湖南 湘潭 411201; 4.中南大學(xué) 粉末冶金國家重點實驗室,長沙 410083; 5.長沙礦冶研究院 資源所錳業(yè)組,長沙 410012; 6. 深圳市威勒達(dá)科技開發(fā)有限公司 技術(shù)中心,廣東 深圳 518048)
采用包覆法制備W-5%(質(zhì)量分?jǐn)?shù))Re復(fù)合粉末,采用氣氛保護(hù)等離子噴涂成形技術(shù)制備某實驗型固體火箭發(fā)動機噴管(Solid Rocket Motor,SRM),研究2300 ℃真空燒結(jié)時噴管致密度﹑組織結(jié)構(gòu)及顯微硬度﹑抗拉強度、壓縮強度等性能隨燒結(jié)時間的變化規(guī)律。研究表明:噴涂成形件為典型的柱狀晶層片結(jié)構(gòu),粒子層片結(jié)合部位存在較多孔隙及微觀縫隙,成形件致密度為87.5%,其顯微硬度﹑抗拉強度、壓縮強度分別為321.8 HV0.025,57.9 MPa及390.2 MPa。隨著真空燒結(jié)時間由2 h延長至6 h及8 h,W-Re合金逐漸由定向凝固柱狀晶層片結(jié)構(gòu)轉(zhuǎn)化為顆粒狀結(jié)構(gòu),致密度及力學(xué)性能均隨之提高。其中經(jīng)8 h燒結(jié)處理后,W-Re合金致密度、顯微硬度、抗拉強度、壓縮強度及屈服強度分別增加至98.6%,529.7 HV0.025,384.7 MPa,1466.5 MPa及879.6 MPa。由于Re元素可提高W-Re合金的再結(jié)晶溫度,有效細(xì)化晶粒,顯著提高合金的程度及塑性,等離子噴涂成形W-Re合金經(jīng)真空燒結(jié)后可觀察到明顯的Re效應(yīng)。
W-Re合金構(gòu)件;氣氛保護(hù)等離子噴涂;近凈成形;真空燒結(jié);力學(xué)性能
鎢(W)具有熔點高﹑密度高﹑高溫導(dǎo)電性能好、抗熱震耐燒蝕等諸多優(yōu)異性能,可作為熱結(jié)構(gòu)材料,廣泛應(yīng)用于航天航空、核工業(yè)等尖端領(lǐng)域[1]。然而,W的室溫塑性較差,純W的塑-脆轉(zhuǎn)變溫度(Ductile-brittle Transition Temperature, DBTT)高達(dá)150~450 ℃[2],因而在室溫下難以實現(xiàn)切削加工和冷變形。此外,W的高溫強度隨著溫度的升高顯著下降,例如1000 ℃時的強度僅為室溫強度的20%~40%,極大地限制了W在更高溫度環(huán)境中的應(yīng)用[3]。為此,人們往往在W中添加Ta,Re,HfC,ZrC,ThO2,Y2O3,La2O3等第二相物質(zhì),以進(jìn)一步擴(kuò)大其應(yīng)用范圍[4-7]。然而,碳化物或稀土氧化物的加入雖可在一定程度上改善W基復(fù)合材料的高溫力學(xué)性能,卻會對其室溫加工性能造成不利影響。
不同于碳化物或稀土氧化物,Re與W的原子序數(shù)相鄰,密度相仿,二者的原子半徑、彈性模量及熔點均相近。經(jīng)典固溶體理論[8]表明,由原子尺寸差越小的兩種元素所形成的固溶體,固溶度越大。W-Re二元系平衡相圖[9]表明,3000 ℃時Re在W中溶解度達(dá)37%(原子分?jǐn)?shù)),在1000 ℃溶解度達(dá)28%(原子分?jǐn)?shù))。Re的再結(jié)晶溫度比W高出500 ℃,且Re沒有塑-脆轉(zhuǎn)變溫度,這使得W-Re合金中Re能夠起到軟化和提高再結(jié)晶溫度的作用。因此,Re的加入可顯著改善W的室溫脆性,降低塑-脆轉(zhuǎn)變溫度,并能在一定的高溫區(qū)域增強W的力學(xué)性能[10-12]。隨著國防工業(yè)及國民經(jīng)濟(jì)的迅速發(fā)展,W-Re合金零部件在各領(lǐng)域的應(yīng)用日益廣泛,例如固體火箭發(fā)動機噴管[13]、核燃料貯存和控制裝置[14]、極端環(huán)境熱電偶[15]及航空電磁機電接點材料[16-17]等。
就目前的技術(shù)水平而言,W-Re合金的制備技術(shù)是國際上公認(rèn)的難題,傳統(tǒng)的方法包括化學(xué)氣相沉積(CVD)[18-19]、物理氣相沉積(PVD)[20]、自蔓延高溫合成(SHS)[21]、粉末冶金(PM)[22-23]等。PM法冷壓生坯相對密度僅為60%~65%[24-25],后續(xù)高溫?zé)Y(jié)過程中體積收縮高達(dá)30%~40%,導(dǎo)致薄壁或復(fù)雜形狀零部件產(chǎn)生嚴(yán)重變形、開裂或崩塌等問題;而CVD,PVD及SHS等方法則生產(chǎn)周期長、成形效率低、加工成本十分昂貴。材料科學(xué)的發(fā)展迫切需要新的成形與加工手段跟進(jìn)。等離子噴涂成形技術(shù)(Plasma Spray Forming, PSF)[26-28]因其等離子焰流溫度高達(dá)10000 ℃以上,噴射速率達(dá)300 m/s,理論上這樣的高溫幾乎能熔化所有的高熔點和高硬度材料,非常適合難熔金屬材料的噴射成形。本課題組研究發(fā)現(xiàn)[29],可以根據(jù)成形目標(biāo)構(gòu)件內(nèi)表面的尺寸及形狀加工等離子噴涂成形用芯模,利用等離子噴涂技術(shù)產(chǎn)生的高溫、高速焰流將經(jīng)過設(shè)計和特別處理的粉末粒子噴射到芯模的表面。粉末粒子在芯模表面連續(xù)沉積增厚而形成涂層。當(dāng)達(dá)到規(guī)定尺寸,即達(dá)到所要求的涂層厚度后,取下含芯模的構(gòu)件,然后依據(jù)噴涂材料的性質(zhì)采用腐蝕、融熔、溶化或機械方式去除芯模,最終成形出一定形狀及尺寸的構(gòu)件。顯然,該法具備逐層疊加而增厚的技術(shù)特點,待其技術(shù)原理與工藝穩(wěn)定成熟后,完全可發(fā)展為一種潛在的增材制造新技術(shù)。
目前,國內(nèi)外均開展了等離子噴涂成形W及W基零部件的探索性研究。Rea等[30]采用真空等離子噴涂成形W-HfC納米復(fù)合材料管件。吳子健等[31]采用等離子噴涂成形制備了大尺寸W管發(fā)熱體,成功應(yīng)用于高溫(≥2300 ℃)中頻感應(yīng)燒結(jié)爐上。張小鋒等[32]采用大氣等離子噴涂制備了聚變堆用低氧含量厚W梯度涂層。本課題組[33-35]也在等離子噴涂成形W及W基復(fù)合材料構(gòu)件領(lǐng)域開展了較多的研究工作,發(fā)現(xiàn)沉積層致密度一般不到90%,需對其進(jìn)行高溫?zé)Y(jié)或熱等靜壓等后續(xù)致密化處理。目前,有關(guān)高溫?zé)Y(jié)對氣氛保護(hù)等離子噴涂成形W-Re合金顯微結(jié)構(gòu)及力學(xué)性能影響方面的研究鮮有報道。為此,本工作采用氣氛保護(hù)等離子噴涂成形技術(shù)制備了固體火箭發(fā)動機W-Re噴管,采用真空燒結(jié)進(jìn)一步提高其致密度,系統(tǒng)研究了真空燒結(jié)前后成形件相對密度﹑微觀結(jié)構(gòu)﹑顯微硬度、抗拉強度及壓縮強度等性能,分析了氣氛保護(hù)等離子噴涂成形W-Re合金構(gòu)件的“Re效應(yīng)”。
1 實驗材料及方法
1.1W-Re復(fù)合包覆粉末的制備
原料W粉采用FWP-1型噴涂粉末,其形狀為多角形顆粒,粒度較為均勻。原料Re粉為UMM型高純粉末,其形狀為細(xì)小薄片狀顆粒。經(jīng)檢測,原料W粉純度為99.95%(質(zhì)量分?jǐn)?shù)),平均粒度為56.1 μm,泊松比為6.5 g/cm3,流動性為9.1 s/50 g;原料Re粉純度高達(dá)99.99%(質(zhì)量分?jǐn)?shù)),粒度約為1~5 μm。
將粗顆粒W粉與細(xì)顆粒Re粉以質(zhì)量分?jǐn)?shù)為95 ∶5的比例均勻混合,以C01-1型醇酸清漆為溶質(zhì)、97號汽油為溶劑按質(zhì)量分?jǐn)?shù)為1 ∶4的比例配制黏結(jié)劑,將黏結(jié)劑與W-Re粉末以體積分?jǐn)?shù)為3 ∶7的比例混合,攪拌2 h至粉末表面被充分潤濕為止,利用醇酸清漆在室溫下慢慢干燥固化的特點即可制備包覆粉末。復(fù)合包覆粉末首先經(jīng)室溫干燥固化10 h,然后于60 ℃烘箱中干燥20 h,使得汽油充分揮發(fā),醇酸清漆因固化而保存下來,粉末顆粒與顆粒之間結(jié)成硬塊。將塊狀粉體放入碾缽碾碎,每次碾磨時間為1 min,然后將碾缽中的粉末倒進(jìn)100目網(wǎng)篩中過篩,以避免碾磨過久致使細(xì)小Re顆粒從粗W顆粒上脫落以及避免粗W顆粒破碎。如此反復(fù),即可獲得粒度介于45~150 μm之間的等離子噴涂用W-Re復(fù)合粉末。
1.2等離子噴涂成形
為防止噴涂過程中粉末堵塞送粉軟管,需先將其置于干燥箱中100 ℃下干燥1 h。為防止等離子噴涂過程中粉末材料嚴(yán)重氧化,等離子噴涂成形實驗在一個尺寸為φ1300 mm×1700 mm的自制密閉噴涂室內(nèi)進(jìn)行,將預(yù)先制備的石墨芯模固定在密閉室內(nèi)的轉(zhuǎn)盤上,密閉室先抽真空,然后充入1.01×105Pa高純Ar氣進(jìn)行保護(hù)。采用DH-1080等離子噴涂設(shè)備(最大功率80 kW)進(jìn)行噴涂成形,噴槍為內(nèi)送粉結(jié)構(gòu),噴涂過程中室內(nèi)通以循環(huán)冷卻氣體進(jìn)行冷卻。當(dāng)噴涂沉積層厚度達(dá)16 mm后停止噴涂,充分冷卻后取出噴涂成形件。氣氛保護(hù)等離子噴涂成形工藝參數(shù)見表1。
1.3真空燒結(jié)
真空燒結(jié)設(shè)備選用工作室尺寸為φ110 mm×220 mm的GJJ-23-250-2.5型中頻感應(yīng)燒結(jié)爐,高溫?zé)Y(jié)爐預(yù)先抽真空至1.0×10-1Pa,升溫速率為5 ℃/min,真空燒結(jié)工藝參數(shù)見表2。

表1 氣氛保護(hù)等離子噴涂成形工藝參數(shù)

表2 氣氛保護(hù)等離子噴涂成形W-Re合金構(gòu)件真空燒結(jié)工藝參數(shù)
1.4性能檢測
采用阿基米德排水法測定等離子噴涂成形W-Re合金經(jīng)真空燒結(jié)前后的密度;采用Buehler 5410 維氏硬度計測定其顯微硬度,加載25 g,加載時間15 s,測6個點后取平均值;采用線切割沿構(gòu)件軸線方向切取工字形拉伸樣,厚2.5 mm,總長25 mm,寬5 mm,工字試樣中部長11 mm,寬2.5 mm,每組取10個試樣;采用Instron3369萬能試驗機測定W-Re合金經(jīng)真空燒結(jié)前后的抗拉強度,拉伸位移速率為1.0 mm/min,每組取10個試樣;采用線切割沿W-Re構(gòu)件軸線方向切取尺寸為5 mm×5 mm×6 mm的壓縮試樣,受壓方向為樣品高度(6 mm)方向,每組取10個試樣;采用Instron3369萬能試驗機測定W-Re合金經(jīng)真空燒結(jié)前后的壓縮強度及屈服強度,壓縮載荷為20 kN,壓縮位移速率為2.0 mm/min,每組取10個試樣。抗拉樣品、壓縮樣品尺寸及形狀均根據(jù)粉末冶金國家重點實驗室Instron3369萬能試驗機的測試條件而定。采用D/ruax2550PC 型X射線衍射儀分析樣品物相組成,選用Cu靶Kα射線,電壓40 kV,電流300 mA,掃描速率2θ/min,步長0.02°。將氨水與雙氧水按1 ∶2比例混合配制腐蝕劑,腐蝕時間為30~60 s,腐蝕完畢后采用MEF3A型金相顯微鏡觀察樣品的微觀晶粒組織;采用JEOL JSM-6360LV型掃描電子顯微鏡(帶EDAX能量譜儀)觀察噴涂成形W-Re合金經(jīng)真空燒結(jié)前后的顯微結(jié)構(gòu)及斷口形貌。
2 結(jié)果與分析
2.1W-Re包覆粉末形貌及性能
由圖1(a)可見,W-Re包覆粉末由多角形粗顆粒粉體和微細(xì)顆粒粉體組成。由圖1(b)可見,細(xì)顆粒Re粉集中覆蓋在W顆粒凹槽和粗糙部位,而W顆粒的光滑或平直表面部位Re粉較少,二者間并未形成理想的包覆效果,后續(xù)研究工作中仍需采取措施加以改進(jìn)。
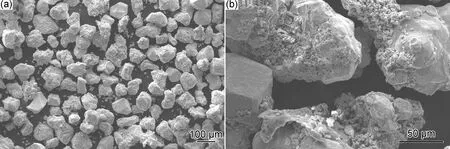
圖1 W-Re復(fù)合包覆粉末SEM形貌照片 (a)低倍;(b)高倍 Fig.1 SEM microstructures of W-Re composite feedstock (a)low magnification; (b)high magnification
由圖2激光粒度分布曲線可知,W-Re復(fù)合包覆粉末呈典型的雙峰分布特征,這主要是由于細(xì)顆粒Re粉從粗顆粒W粉表面脫落后所致,從而進(jìn)一步證實了圖1(a)中的實驗現(xiàn)象。經(jīng)檢測,W-Re復(fù)合包覆粉末平均粒度約60.4 μm,這表明復(fù)合粉末中細(xì)顆粒較少,粗顆粒較多,其流動性及泊松比分別達(dá)10.8 s/50 g及6.1 g/cm3,因而粉體粒度呈雙峰分布、形貌呈多角形特征并不會影響到復(fù)合粉末的噴涂性能。
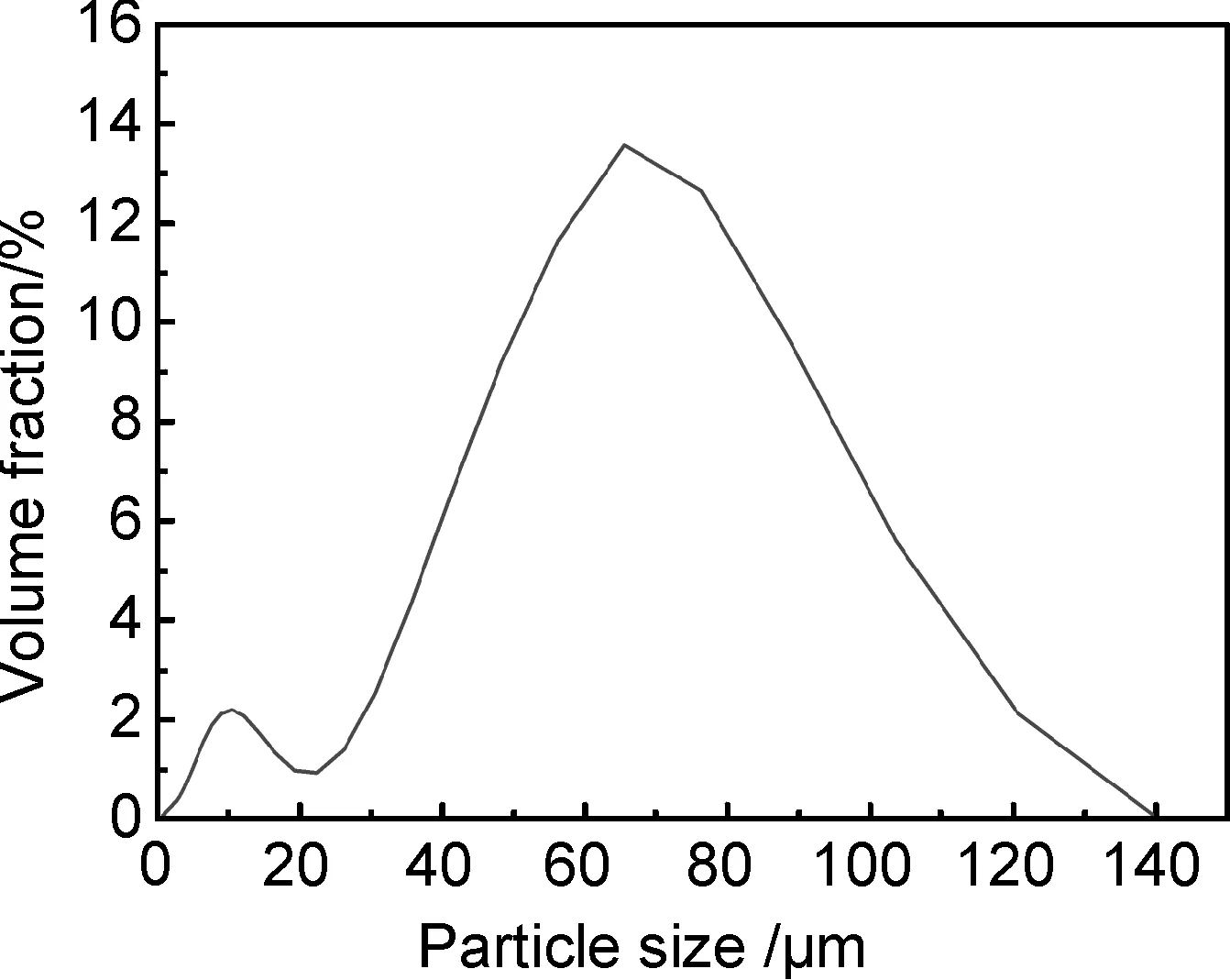
圖2 W-Re復(fù)合噴涂粉末激光粒度分布曲線圖Fig.2 Distribution of laser particle size of W-Re composite feedstock
2.2等離子噴涂成形W-Re合金顯微結(jié)構(gòu)分析
采用氣氛保護(hù)等離子噴涂成形方法制備的W-Re構(gòu)件初胚直徑為40 mm,單邊厚度達(dá)16 mm,長度為200 mm。采用線切割去除兩端稍不平整部位,中間平整部位長度為190 mm。然后機械加工去除石墨芯模并精加工至規(guī)定尺寸,制備的某實驗型固體火箭發(fā)動機W-Re合金噴管見圖3。研究表明,等離子噴涂施工靈活,粉末沉積效率可達(dá)8 kg/h,且涂層厚度可以精確控制(誤差在±0.025 mm范圍內(nèi))。因此,選用等離子噴涂技術(shù)制備各類異形或薄壁等復(fù)雜零部件時,完全可實現(xiàn)其短流程精密近凈成形。

圖3 氣氛保護(hù)等離子噴涂成形某實驗型固體火箭發(fā)動機W-Re合金噴管Fig.3 W-Re alloy nozzles for SRM fabricated by shrouded plasma spray forming
圖4為氣氛保護(hù)等離子噴涂成形W-Re合金噴管SEM形貌照片。由圖4(a)可見,氣氛保護(hù)等離子噴涂成形W-Re合金表面較為光滑,顆粒熔化鋪展程度較好,在層片粒子邊緣即層片與層片搭界部位可觀察到細(xì)微孔隙。由圖4(b)可見,氣氛保護(hù)等離子噴涂W-Re沉積層為典型的層片結(jié)構(gòu),層片間結(jié)合部位可觀察到孔隙及亞微米級縫隙的存在。在等離子噴涂成形W-Re合金截面局部放大照片中可觀察到細(xì)小顆粒狀組織,見圖4(c)。對圖4(c)中的A區(qū)進(jìn)行能譜分析(見圖4(d))時發(fā)現(xiàn),該區(qū)Re含量達(dá)92.5%(原子分?jǐn)?shù)),W含量為7.5%(原子分?jǐn)?shù)),表明等離子噴涂成形W-Re合金構(gòu)件局部存在富Re區(qū)。
2.3 真空燒結(jié)時間對W-Re合金顯微結(jié)構(gòu)的影響
由圖5(a)可見,經(jīng)2300 ℃真空燒結(jié)2 h后,氣氛保護(hù)等離子噴涂成形W-Re合金中仍存在較多的孔隙和微裂紋。當(dāng)燒結(jié)時間延長至6 h后,W-Re合金中大部分微觀縫隙愈合,仍可觀察到較多微細(xì)孔隙的存在,見圖5(b)。當(dāng)真空燒結(jié)時間延長至8 h后,沉積層中僅存在極少量細(xì)微孔隙,致密度大幅提高,見圖5(c)。此處值得引起注意的是,經(jīng)真空燒結(jié)后的W-Re合金中觀察不到富Re區(qū)的存在。分析表明,隨著燒結(jié)時間的延長,元素向構(gòu)件片層間的細(xì)微孔隙及微觀縫隙處急劇擴(kuò)散,導(dǎo)致微觀縫隙及細(xì)微孔隙逐漸消失,成形件致密度大幅提高。此外,真空燒結(jié)過程中,Re固溶入W中形成W-Re固溶體,導(dǎo)致富Re區(qū)消失。從W-Re合金經(jīng)真空燒結(jié)8 h后的能譜曲線圖5(d)中可觀察到以W為主的衍射峰,而Re的衍射峰強度較弱。經(jīng)EDS測定,W含量約96.5%(原子分?jǐn)?shù)),Re含量約3.5%(原子分?jǐn)?shù))。
圖6為等離子噴涂成形W-Re構(gòu)件真空燒結(jié)前及經(jīng)2300 ℃真空燒結(jié)8 h后的XRD圖譜。由圖6可見,W-Re復(fù)合粉末在等離子焰流中會發(fā)生熔化,進(jìn)而發(fā)生元素擴(kuò)散導(dǎo)致生成W-Re固溶體,且由于Re含量僅為5%(質(zhì)量分?jǐn)?shù)),所以在噴涂構(gòu)件中僅可觀察到W基固溶體的衍射峰,并未看到Re峰。在后續(xù)真空燒結(jié)過程中,元素擴(kuò)散繼續(xù)進(jìn)行,Re完全固溶于W基體中。經(jīng)比較可發(fā)現(xiàn),等離子噴涂成形W-Re構(gòu)件經(jīng)真空燒結(jié)前后并未發(fā)生相結(jié)構(gòu)的變化,均為W基固溶體的衍射峰。

圖4 氣氛保護(hù)等離子噴涂成形W-Re合金SEM顯微形貌圖及EDS分析 (a)表面形貌;(b)截面層片結(jié)構(gòu);(c)截面局部放大;(d)圖4(c)中A區(qū)能譜分析圖Fig.4 SEM images and EDS analysis of W-Re alloy fabricated by shrouded plasma spraying (a)surface morphology;(b)cross-section image;(c)local magnification image;(d)EDS analysis of region A in Fig.4(c)
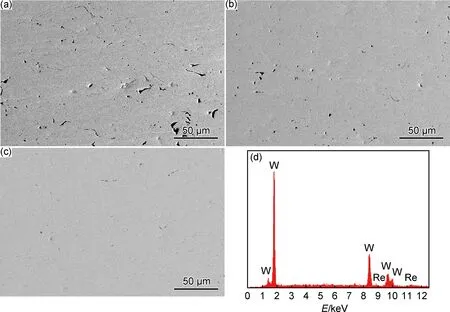
圖5 W-Re合金經(jīng)2300 ℃真空燒結(jié)2 h(a), 6 h(b),8 h(c)后的SEM圖及經(jīng)真空燒結(jié)8 h后的EDS分析圖(d)Fig.5 SEM images of PSF W-Re alloy after vacuum sintering at 2300 ℃ for 2 h (a), 6 h (b), 8 h (c) and EDS analysis of W-Re alloy after vacuum sintering for 8 h (d)
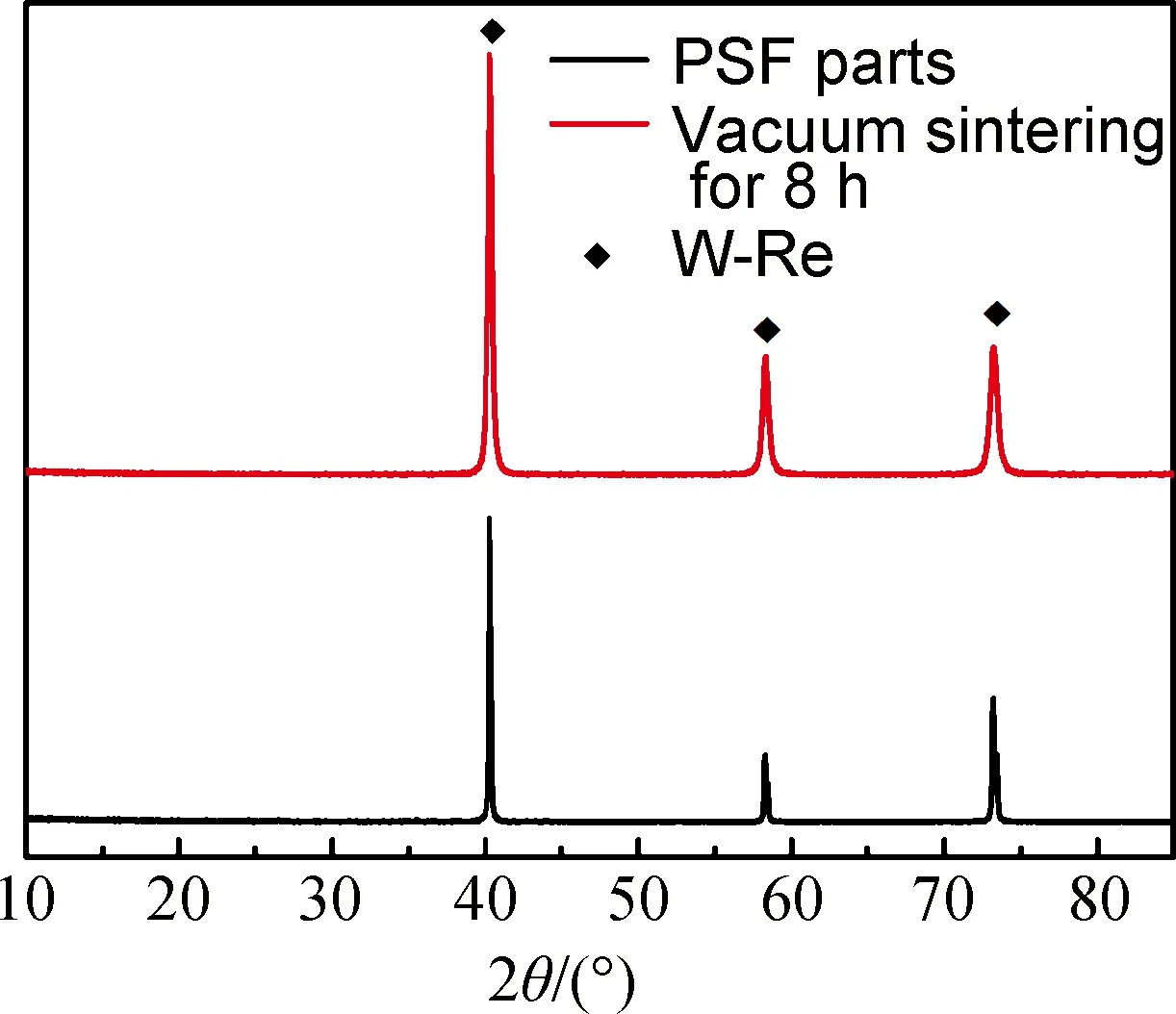
圖6 等離子噴涂成形W-Re構(gòu)件經(jīng)真空燒結(jié)前后的XRD圖譜Fig.6 X-ray diffraction patterns of PSF W-Re parts before and after vacuum sintering
由圖7(a)可見,氣氛保護(hù)等離子噴涂成形W-Re合金為典型的定向凝固柱狀晶層片結(jié)構(gòu)。經(jīng)2300 ℃真空燒結(jié)2 h后,W-Re合金中仍可觀察到明顯的層片結(jié)合界面,而片層內(nèi)部定向凝固柱狀晶消失,取而代之的是細(xì)小的再結(jié)晶等軸晶粒,見圖7(b)。當(dāng)真空燒結(jié)時間延長至6 h及8 h后,W-Re合金由層片結(jié)構(gòu)轉(zhuǎn)化為顆粒結(jié)構(gòu),且再結(jié)晶晶粒存在長大趨勢(見圖7(c), (d))。分析表明,隨著真空燒結(jié)時間延長,元素急劇擴(kuò)散,導(dǎo)致噴涂沉積層的層片結(jié)構(gòu)逐漸減弱直至最后消失[36]。
2.4真空燒結(jié)時間對W-Re合金力學(xué)性能的影響
中性點非有效接地配電網(wǎng)的單相接地定位能力測試技術(shù)//劉健,張小慶,申巍,權(quán)立,張志華//(1):138
表3為氣氛保護(hù)等離子噴涂成形W-Re合金經(jīng)真空燒結(jié)前后的相對密度、顯微硬度、抗拉強度、壓縮強度及屈服強度。由表3可見,氣氛保護(hù)等離子噴涂成形W-Re合金相對密度為87.5%,構(gòu)件中存在較多微細(xì)孔隙及微觀縫隙等缺陷,導(dǎo)致其顯微硬度(321.8 HV0.025)、抗拉強度(57.9 MPa)及壓縮強度(390.2 MPa)等性能指標(biāo)均偏低。2300 ℃真空燒結(jié)過程中,隨著燒結(jié)時間的延長,原來互相連通的孔隙逐漸收縮成閉孔,且沉積層中大部分微觀縫隙逐漸愈合,W-Re合金相對密度遞增,各項力學(xué)性能指標(biāo)均隨之增大。
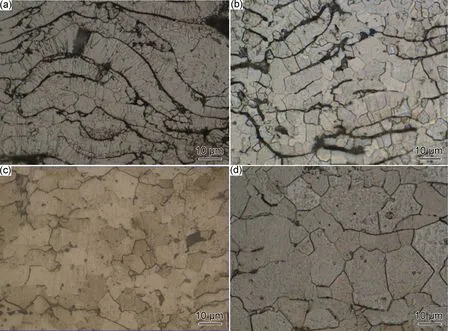
圖7 W-Re合金經(jīng)氣氛保護(hù)等離子噴涂成形后(a)及2300 ℃燒結(jié)2 h(b),6 h(c),8 h(d)后的OM形貌圖Fig.7 Etched metallographic images of W-Re alloy after PSF (a) and vacuum sintering at 2300 ℃ for 2 h (b), 6 h (c) and 8 h (d)
2.4.1W-Re合金抗拉強度及斷口形貌分析
從圖8(a)氣氛保護(hù)等離子噴涂成形W-Re合金拉伸斷口中可觀察到垂直生長的定向凝固柱狀晶組織,斷口呈現(xiàn)出典型的沿晶脆性斷裂形貌,還可以觀察到片狀粒子層間剝離現(xiàn)象,且粒子層結(jié)合界面存在較多孔隙及微觀縫隙。由斷口局部放大圖8(b)可見,柱狀晶直徑約為1 μm。分析表明,細(xì)微孔隙、微觀縫隙等有害因素顯著影響W-Re合金的力學(xué)性能,導(dǎo)致其顯微硬度、抗拉強度及壓縮強度均偏低,這與表3結(jié)論是一致的。
圖9為經(jīng)2300 ℃真空燒結(jié)后的W-Re合金斷口形貌照片。由圖9(a)可見,經(jīng)2300 ℃真空燒結(jié)2 h后,W-Re合金由定向凝固柱狀晶組織轉(zhuǎn)變成細(xì)小再結(jié)晶組織,且粒子層間顆粒接觸部位形成燒結(jié)頸,導(dǎo)致其相對密度及各項力學(xué)性能指標(biāo)均有所提高。然而,由于真空燒結(jié)時間偏短,W-Re合金保持原始的層片結(jié)構(gòu),斷口仍呈沿晶脆性斷裂形貌。此外,由于真空燒結(jié)時間偏短,未能有效消除W-Re合金中層片結(jié)合部位的微觀縫隙及孔隙,拉伸測試過程中,裂紋遇到上述薄弱部位時將迅速擴(kuò)展至整個層片結(jié)合界面,導(dǎo)致斷口中還可觀察到粒子層間剝離現(xiàn)象。

表3 真空燒結(jié)對W-Re合金相對密度、顯微硬度、抗拉強度、壓縮強度及屈服強度的影響
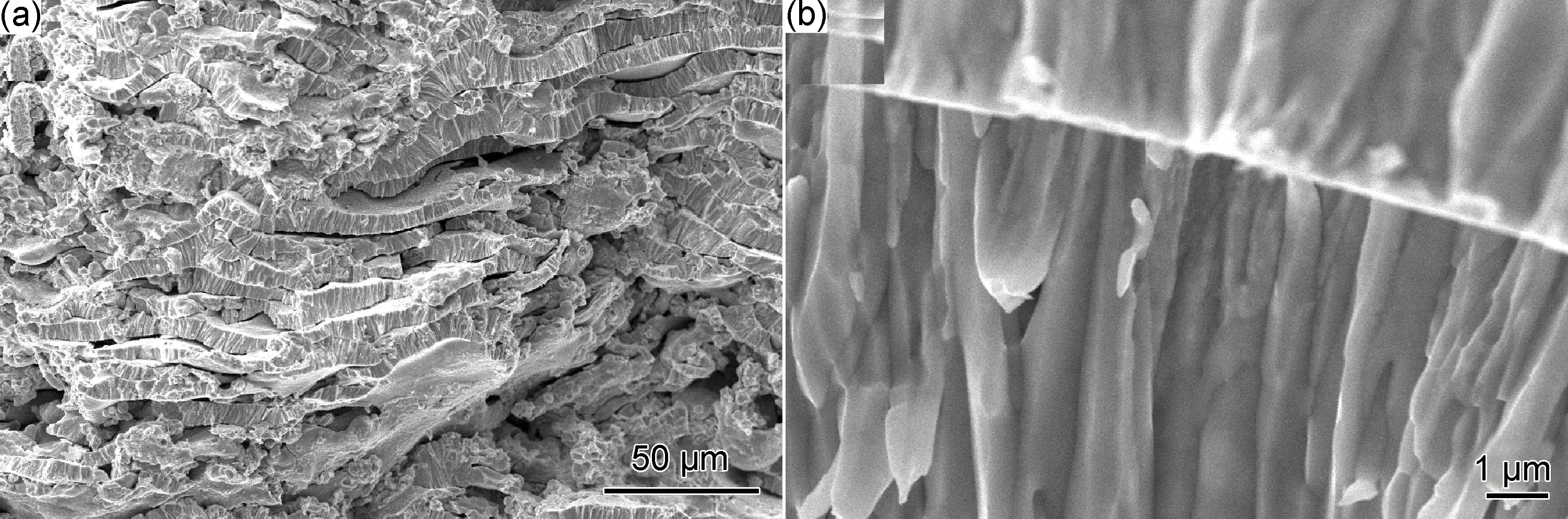
圖8 氣氛保護(hù)等離子噴涂成形W-Re合金斷口SEM形貌照片(a)定向凝固柱狀晶層片結(jié)構(gòu);(b)柱狀晶區(qū)局部放大Fig.8 SEM images of fracture surface of PSF W-Re deposits (a)columnar grains with lamellar structure;(b)local magnification of columnar grains
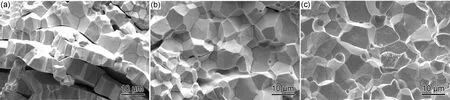
圖9 W-Re合金經(jīng)2300 ℃真空燒結(jié)不同時間后的斷口SEM形貌照片F(xiàn)ig.9 SEM images of fracture surface of W-Re alloy after vacuum sintering at 2300 ℃ for different time(a)2 h;(b)6 h;(c)8 h
當(dāng)真空燒結(jié)時間延長至6 h后,W-Re合金由層片結(jié)構(gòu)轉(zhuǎn)化為顆粒結(jié)構(gòu),以W晶粒沿晶脆性斷裂為主,再結(jié)晶晶粒進(jìn)一步長大,見圖9(b)。分析表明,隨著燒結(jié)時間的延長,元素擴(kuò)散持續(xù)進(jìn)行,粒子層片間微觀縫隙及孔隙大量消失,燒結(jié)頸長大及原子擴(kuò)散加劇導(dǎo)致再結(jié)晶晶粒長大,當(dāng)晶粒尺寸突破層間界限時,W-Re合金層片結(jié)構(gòu)消失,呈現(xiàn)出顆粒結(jié)構(gòu)特征。與此同時,W-Re合金自身性能得以改善,導(dǎo)致其各項力學(xué)性能指標(biāo)進(jìn)一步提高。
當(dāng)真空燒結(jié)時間延長至8 h后,成形件由層片結(jié)構(gòu)轉(zhuǎn)變?yōu)轭w粒結(jié)構(gòu),斷口中幾乎觀察不到微細(xì)孔隙的存在,見圖9(c)。斷口以沿晶脆性斷裂為主、穿晶斷裂為輔,晶粒約5~10 μm,呈現(xiàn)出明顯的多面體形。分析表明,當(dāng)燒結(jié)時間延長時,成形件相對密度進(jìn)一步提高至98.6%。而且,由于Re元素的加入可提高W的再結(jié)晶溫度,進(jìn)而可有效抑制因再結(jié)晶引起的W晶粒長大,因而W-Re合金各項性能指標(biāo)均得以顯著提高(詳見表3)。
2.4.2W-Re合金壓縮強度
由圖10中曲線1可見,等離子噴涂成形W-Re合金在室溫壓縮過程中沒有發(fā)生明顯的屈服現(xiàn)象,即彈性變形結(jié)束后,立即發(fā)生脆性斷裂。分析表明,等離子噴涂成形件的致密度偏低是導(dǎo)致其壓縮強度偏低及呈脆性斷裂的主要原因。此外,等離子噴涂成形件粒子層結(jié)合狀態(tài)較差,層間分布著較多孔隙、微觀縫隙等缺陷。壓縮過程中,成形件孔隙及微觀縫隙等缺陷處往往由于應(yīng)力集中而成為裂紋源,導(dǎo)致斷裂極易從粒子層間發(fā)生。而且,壓縮過程中,塑性變形無法穿過層片界面?zhèn)鬟f到臨近層片,即臨近層片之間協(xié)調(diào)變形能力較差,因而將嚴(yán)重阻礙成形件塑性變形的發(fā)生。上述因素均可導(dǎo)致等離子噴涂成形W-Re合金壓縮強度偏低,僅390.2 MPa。
由圖10中曲線3可見,當(dāng)燒結(jié)時間延長至6 h后,W-Re合金壓縮應(yīng)力、壓縮應(yīng)變及屈服強度均進(jìn)一步增大。分析表明,真空燒結(jié)6 h后,W-Re合金相對密度進(jìn)一步提高,且由層片結(jié)構(gòu)轉(zhuǎn)變?yōu)轭w粒結(jié)構(gòu),消除了層片結(jié)構(gòu)的不利影響,導(dǎo)致多晶粒之間協(xié)調(diào)變形能力進(jìn)一步加強。此外,由于Re元素可提高W-Re合金的再結(jié)晶溫度,有效細(xì)化晶粒,導(dǎo)致燒結(jié)時間延長至6 h后再結(jié)晶W晶粒并未發(fā)生明顯長大現(xiàn)象。因此,真空燒結(jié)6 h后,W-Re合金的力學(xué)性能進(jìn)一步提高。
同理,當(dāng)燒結(jié)時間延長至8 h后,W-Re合金壓縮應(yīng)力、壓縮應(yīng)變及屈服強度進(jìn)一步增大,見圖10中曲線4。
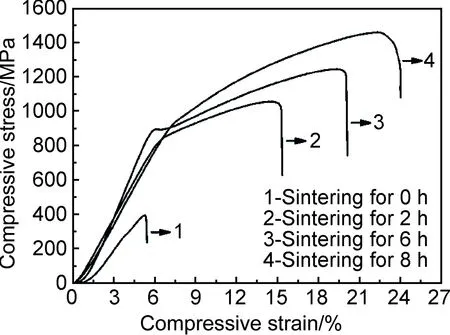
圖10 等離子噴涂成形W-Re合金經(jīng)2300 ℃真空燒結(jié)不同時間后的壓縮應(yīng)力-應(yīng)變曲線Fig.10 Compressive stress-strain curves of PSF W-Re alloy after vacuum sintering at 2300 ℃ for different time
2.5等離子噴涂成形W-Re合金的“Re效應(yīng)”
由上述分析可見,等離子噴涂成形W-Re合金中的微量Re元素可有效抑制高溫環(huán)境中W晶粒長大,從而可改善W-Re合金的力學(xué)性能。此外,室溫壓縮過程中,純W構(gòu)件為典型的彈性變形機制,而W-Re合金則表現(xiàn)為彈塑性變形機制,壓縮應(yīng)變明顯增大,出現(xiàn)了屈服現(xiàn)象,即微量Re的加入還改變了材料在冷加工過程中的形變機制,從而改善了等離子噴涂成形W-Re合金的室溫加工性能。總之,微量Re的加入對改善等離子噴涂成形W構(gòu)件的力學(xué)性能有著積極意義,這與王蘆燕等[11]及胡德昌等[16]的研究成果中所提出的Re效應(yīng)是一致的。
不同于粉末冶金冷壓生坯的低致密度(60%~65%)及顆粒狀結(jié)構(gòu),噴涂成形件為典型的定向凝固柱狀晶層片結(jié)構(gòu),致密度達(dá)87.5%,高溫?zé)Y(jié)過程中僅發(fā)生約10%的體積收縮,遠(yuǎn)小于粉末冶金冷壓生坯,因而能有效消除構(gòu)件因體積收縮所引起的變形及應(yīng)力集中等問題。而且,等離子噴涂成形過程中粉末粒子通過逐層疊加而增厚,可實現(xiàn)各型構(gòu)件的短流程精密近凈成形,作為超高溫材料(包括難熔金屬、高溫陶瓷等)復(fù)雜形狀零部件制備領(lǐng)域的一種增材制造新技術(shù),應(yīng)用前景廣闊。
3 結(jié)論
(1) 采用包覆法制備了W-Re復(fù)合粉末,粉體粒度分布曲線呈雙峰分布特征,其平均粒度約60.4 μm,流動性及泊松比分別為10.8 s/50 g及6.1 g/cm3,適合于等離子噴涂成形。
(2) 等離子噴涂成形W-Re合金構(gòu)件為典型的定向凝固柱狀晶層片組織,且存在較多孔隙、微觀縫隙及未熔顆粒等缺陷,成形件致密度為87.5%。室溫拉伸過程中成形件發(fā)生脆性斷裂,拉伸斷口呈沿晶脆性斷裂及層片剝離現(xiàn)象,抗拉強度為57.9 MPa。此外,室溫壓縮過程中成形件也表現(xiàn)為明顯的脆性斷裂,壓縮強度為390.2 MPa。
(3) 等離子噴涂成形W-Re合金各項力學(xué)性能隨燒結(jié)時間的延長而增大,其中經(jīng)真空燒結(jié)8 h后W-Re合金顯微硬度達(dá)529.7 HV0.025、抗拉強度達(dá)384.7 MPa、壓縮強度達(dá)1466.5 MPa、屈服強度達(dá)879.6 MPa,Re效應(yīng)顯著。
[1] CROWSON A, CHEN E S. The TMS symposium on recent advances in tungsten and tungsten alloys [J]. Journal of the Minerals, Metals and Materials Society, 1991, 43(7): 27-34.
[2] 王玉金, 張?zhí)? 周玉, 等. 鎢合金的設(shè)計窗口研究進(jìn)展[J]. 稀有金屬材料與工程, 2009, 38(增刊1): 65-69.
(WANG Y J, ZHANG T Q, ZHOU Y,etal. Research progress of design window of tungsten alloys [J]. Rare Metal Materials and Engineering, 2009, 38(Suppl 1): 65-69.)
[3] YIH S W H, WANG C T. Tungsten-sources, metallurgy properties and application [M]. 2nd ed. New York: Plenum Press, 1979: 168.
[4] CHEN L C. Dilatometric analysis of sintering of tungsten and tungsten with ceria and hafnia dispersions [J]. International Journal of Refractory Metals & Hard Materials, 1993, 12(1): 41-51.
[5] KITSUNAI Y, KURISHITA H, KAYANO H,etal. Microstructure and impact properties of ultra-fine grained tungsten alloys dispersed with TiC [J]. Journal of Nuclear Materials, 1999, 271/272: 423-428.
[6] MABUCHI M, SAITO N, NAKANISHI M,etal. Tensile properties at elevated temperature of W-1%La2O3[J]. Materials Science and Engineering A, 1996, 214(1/2): 174-176.
[7] 于超, 任會蘭, 寧建國. 鎢合金力學(xué)性能表征分子動力學(xué)模擬[J]. 材料工程, 2014(10): 82-89.
(YU C, REN H L, NING J G. Characterizations of tungsten alloy mechanical property by molecular dynamic simulations [J]. Journal of Materials Engineering, 2014(10): 82-89.)
[8] 崔忠圻, 劉北興. 金屬學(xué)與熱處理原理 [M]. 哈爾濱: 哈爾濱工業(yè)大學(xué)出版社, 1998.
[9] LIU Z K, CHANG Y A. Evaluation of the thermodynamic properties of the Re-Ta and Re-W systems [J]. Journal of Alloys and Compounds, 2000, 299(1/2): 153-162.
[10]PARK J J. Creep strength of a tungsten-rhenium-hafnium carbide alloy from 2200 to 2400 K [J]. Materials Science and Engineering A, 1999,265(1/2): 174-178.
[11]王蘆燕, 王從曾, 馬捷, 等. 化學(xué)氣相沉積鎢錸合金工藝研究 [J]. 中國表面工程, 2006, 19(6): 39-42.
(WANG L Y, WANG C Z, MA J,etal. The technics of W-Re alloy coating by chemical vapor deposition [J]. China Surface Engineering, 2006, 19(6): 39-42.)
[12]IVANOV E Y, SURYANARAYANA C, BRYSKIN B D. Synthesis of a nanocrystalline W-25 wt.% Re alloy by mechanical alloying [J]. Materials Science and Engineering A, 1998, 251(1/2): 255-261.
[13]HARDING J T, KAZORAFF J M, APPEL M A. Iridium-coated rhenium thrusters by CVD [C]∥ Proceedings of the Second International Conference on Surface Modification Technologies Cosponsored by the AIME and ASM. Chicago, USA: Lewis Research Center of National Aeronautics and Space Administration, 1988: 25-29.
[14]侯艷艷. 化學(xué)氣相沉積鎢錸合金工藝及組織性能研究[D]. 北京:北京工業(yè)大學(xué), 2006.
[15]王彥明, 郝彥軍.鎢錸熱電偶開發(fā)與測試[J]. 中國儀器儀表, 2012, 32(9): 69-72.
(WANG Y M, HAO Y J. Development and testing of tungsten-rhenium thermocouples [J]. China Instrumentation, 2012, 32(9): 69-72.)
[16]胡德昌, 雷澤英. 面向21世紀(jì)的難熔金屬[J]. 宇航材料工藝, 1995, 19(1): 1-5.
(HU D C, LEI Z Y. Refractory metal for the 21 century [J]. Aerospace Materials & Technology, 1995, 19(1): 1-5.)
[17]陶正炎, 王維平. 鎢和鎢錸合金作為航空磁電機電接點的應(yīng)用研究[J]. 材料工程, 1982(2): 8-12.
(TAO Z Y, WANG W P. Application of tungsten and tungsten rhenium alloy on electric contact material of aviation electromagnetic machine [J]. Journal of Materials Engineering, 1982(2): 8-12.)
[18]李漢廣, 彭志輝. 氟化物CVD法直接制取特純高致密異型鎢制品[J]. 稀有金屬材料與工程, 1994, 23(6): 74-77.
(LI H G, PENG Z H. High purity and density of abnormal parts fabricated by fluorides CVD methods [J]. Rare Metal Materials and Engineering, 1994, 23(6): 74-77.)
[19]馬捷, 畢安國, 王從曾, 等. 化學(xué)氣相沉積制備鉬鎢合金[J]. 真空科學(xué)與技術(shù)學(xué)報, 2005, 25(3): 229-232.
(MA J, BI A G, WANG C Z,etal. Preparation of Mo-W alloy by chemical vapor deposition [J]. Journal of Vacuum Science and Technology, 2005, 25(3): 229-232.)
[20]李漢廣. 獨聯(lián)體國家的難熔金屬氟化物化學(xué)氣相沉積技術(shù)[J]. 稀有金屬與硬質(zhì)合金, 1994, 119(4): 59-62.
(LI H G. Fluorides CVD methods for refractory metal in CIS countries [J]. Rare Metals and Cemented Carbides, 1994, 119(4): 59-62.)
[21]曹雯, 陳祖熊. 熱爆SHS法制備金屬陶瓷塊體工藝過程研究[J]. 華東理工大學(xué)學(xué)報, 1997, 23(1): 73-78.
(CAO W, CHEN Z X. Study on the process of “Thermal Explosion” self-propagating high-temperature synthesis of bulk cermet [J]. Journal of East China University of Science and Technology, 1997, 23(1): 73-78.)
[22]李棟梁, 董劍敏. 用粉末冶金法制造鎢鉬及其合金坩堝[J]. 上海鋼研, 1993, 20(3): 24-27.
(LI D L, DONG J M. Crucibles of tungsten, molybdenum and their alloys fabricated by powder metallurgy [J]. Journal of Shanghai Iron and Steel, 1993, 20(3): 24-27.)
[23]呂大銘. 粉末冶金鎢鉬材料發(fā)展的國內(nèi)外近況[J]. 粉末冶金工業(yè), 1997, 7(3): 40-43.
(LV D M. The present development of powder metallurgy tungsten and molybdenum materials in home and abroad [J]. Powder Metallurgy Industry, 1997, 7(3): 40-43.)
[24]劉祖巖, 于洋, 王爾德. 鎢銅粉末材料燒結(jié)-擠壓致密化研究[J]. 稀有金屬, 2006, 30(增刊1): 72-75.
(LIU Z Y, YU Y, WANG E D. Research on densification of tungsten-copper powders by sintering and hot hydrostatic extrusion [J]. Chinese Journal of Rare Metals, 2006, 30(Suppl 1): 72-75.)
[25]AKHTAR F. An investigation on the solid state sintering of mechanically alloyed nano-structured 90W-Ni-Fe tungsten heavy alloy [J]. International Journal of Refractory Metals and Hard Materials, 2008, 26(3): 145-151.
[26]郭瑞, 梁波, 趙曉兵, 等. 等離子噴涂Al2O3涂層的電擊穿機理[J]. 航空材料學(xué)報, 2014, 34(5): 43-48.
(GUO R, LIANG B, ZHAO X B,etal. Electrical insulating properties of plasma sprayed Al2O3coating [J]. Journal of Aeronautical Materials, 2014, 34(5): 43-48.)
[27]SMITH R W, KNIGHT R. Thermal spraying I: powder consolidation-from coating to forming [J]. The Journal of The Minerals, Metals & Materials Society, 1995, 47(8): 32-39.
[28]SMITH R W, KNIGHT R. Thermal spraying II: recent advances in thermal spray forming [J]. The Journal of The Minerals, Metals & Materials Society, 1996, 48(4): 16-19.
[29]閔小兵, 王躍明, 夏光明, 等. 耐高溫材質(zhì)構(gòu)件的噴涂成形方法: 中國, ZL200510032122.X. [P/OL], 2006-3-29[2015-11-12]. http://www2.drugfuture.com/cnpat/search.aspx.
[30]REA K E, VISWANATHAN V, KRUIZE A,etal. Structure and property evaluation of a vacuum plasma sprayed nanostructured tungsten-hafnium carbide bulk composite [J]. Materials Science and Engineering A, 2008, 477(1/2): 350-357.
[31]吳子健, 張虎寅, 堵新心, 等. 大直徑鎢管發(fā)熱體等離子噴涂成形制造技術(shù)[J]. 粉末冶金工業(yè), 2005, 15(5): 1-4.
(WU Z J, ZHANG H Y, DU X X,etal. Plasma spraying manufacturing technique for heating objection of tungsten tubular [J]. Powder Metallurgy Industry, 2005, 15(5): 1-4.)
[32]張小鋒, 于磊, 楊震曉, 等. 大氣等離子噴涂制備低氧含量厚鎢涂層[J]. 材料工程, 2014(5): 23-28.
(ZHANG X F, YU L, YANG Z X,etal. High thickness tungsten coating with low oxygen content prepared by air plasma spray [J]. Journal of Materials Engineering, 2014(5): 23-28.)
[33]王躍明, 熊翔, 解路, 等. 鎢異形件等離子噴涂近凈成形技術(shù)研究[J]. 中南大學(xué)學(xué)報(自然科學(xué)版), 2012, 43(4): 1267-1275.
(WANG Y M, XIONG X, XIE L,etal. Near-net-shape tungsten parts produced by plasma spray forming [J]. Journal of Central South University (Natural Science Edition), 2012, 43(4): 1267-1275.)
[34]WANG Y M, XIONG X, MIN X B,etal. Near-net-shape refractory metal products produced by plasma spray forming [C]∥ Powder Metallurgy World Congress & Exhibition 2010. Florence, Italy: Institute of Powder Metallurgy Italy Ltd., 2010, 2: 617-625.
[35]閔小兵, 王躍明, 夏光明, 等. 一種新型難熔金屬異型件的制備技術(shù)及其應(yīng)用[J]. 粉末冶金技術(shù), 2010, 28(4): 297-301.
(MIN X B, WANG Y M, XIA G M,etal. Preparation and applications of a new heterotypical refractory metal part [J]. Powder Metallurgy Technology, 2010, 28(4): 297-301.)
[36]KHOR K A, MURAKOSHI Y, TAKAHASHI M,etal. Microstructure changes in plasma sprayed TiAl coatings after hot isostatic pressing [J]. Journal of Materials Science Letters, 1996, 15(20): 1801-1804.
[37]胡賡祥, 蔡珣, 戎詠華. 材料科學(xué)基礎(chǔ)[M]. 2版.上海: 上海交通大學(xué)出版社, 2006.
[38]FAN J L, GONG X, HUANG B Y,etal. Densification behavior of nanocrystalline W-Ni-Fe composite powders prepared by sol-spray drying and hydrogen reduction process [J]. Journal of Alloys and Compounds, 2010, 489(1): 188-194.
Near-net-shape Tungsten-Rhenium Alloy Parts Produced by Shrouded Plasma Spray Forming
WANG Yueming1, 2, 3,CHEN Menghua3,LI Yue3,TANG Kewen3,DING Wangwang3, XIONG Xiang4,SHI Qilong5,XIE Lu4,XU Xuan6
(1.Hunan Provincial Key Defense Laboratory of High Temperature Wear-resisting Materials and Preparation Technology, Hunan University of Science and Technology, Xiangtan 411201, Hunan China; 2.Hunan Provincial Key Laboratory of High Efficiency and Precision Machining of Difficult-to-Machine Material, Hunan University of Science and Technology, Xiangtan 411201, Hunan China; 3.College of Mechanical and Electrical Engineering, Hunan University of Science and Technology, Xiangtan 411201, Hunan China; 4.State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China; 5.Manganese Industry Group of Resources Institute, Changsha Research Institute of Mining and Metallurgy Co., Ltd., Changsha 410012, China; 6.Research and Development Center, Winner Tungsten Products Co., Ltd., Shenzhen 518048, Guangdong China)
W-5% (mass fraction) Re composite powder was fabricated by a new cladding method. W-5%Re nozzles used for solid rocket motor (SRM) were produced by shrouded plasma spray forming (PSF). The change regularity with the sintering time for the compact density, structure, micro-hardness, tensile strength and compression strength of the nozzel under 2300 ℃ vacuum sintering was studied. The study result indicates that the lamellae structure, and vertical columnar grains, micron-sized pores and rough interlamellar contacts with gaps of sub-micron sizes between lamellaes are found in PSF deposits. The relative density, micro-hardness, ultimate tensile strength (UTS) and compressive strength of PSF deposits are 87.5 %, 321.4 HV0.025, 57.9 MPa and 390.2 MPa respectively. With the sintering time prolonged from 2 h to 6 h and 8 h, the relative density and mechanical properties of W-Re alloy parts increase with the initial lamellar structure transformed into granular structure.After vacuum sintering for 8 h, the relative density, micro-hardness, UTS, compressive strength and yield strength increase to 98.6 %, 529.7 HV0.025, 384.7 MPa, 1466.5 MPa and 879.6 MPa respectively. For the addition of Re element, the recrystallization temperature and grain size of W-Re alloy are improved and effectively refined respectively. Thus, the strength and plasticity of the alloy can be improved remarkably, and the Re effect is revalidated and double checked in W-Re alloy fabricated by PSF and Vacuum sintering.
W-Re alloy part; shrouded plasma spraying; near-net-shape; vacuum sintering; mechanical property
(責(zé)任編輯:齊書涵)
2015-11-13;
2015-12-23
湖南省自然科學(xué)湘譚聯(lián)合基金項目(2016JJ5029);中國博士后科學(xué)基金第53批面上資助項目(2013M531804);中國博士后科學(xué)基金第7批特別資助項目(2014T70784);材料復(fù)合新技術(shù)國家重點實驗室(武漢理工大學(xué))開放基金(2015-KF-14);粉末冶金國家重點實驗室(中南大學(xué))開放基金(2014-SKL-33);材料成形與模具技術(shù)國家重點實驗室(華中科技大學(xué))開放基金(P2016-20);湖南省教育廳科學(xué)研究一般項目(13C314);湖南科技大學(xué)博士啟動基金(E51355)
王躍明(1979—),男,博士,講師,主要從事熱噴涂技術(shù)及粉末冶金新材料方面的研究,(E-mail)wym_@163.com。
10.11868/j.issn.1005-5053.2016.4.004
TG146.4+11
A
1005-5053(2016)04-0024-11