鉻系合金鑄鋼材料熱處理工藝研究
2016-08-11 11:13:30鄒純明張華鋒
大科技 2016年13期
鄒純明 張華鋒
(大連華銳重工鑄鋼有限公司技術(shù)部 116000)
鉻系合金鑄鋼材料熱處理工藝研究
鄒純明 張華鋒
(大連華銳重工鑄鋼有限公司技術(shù)部 116000)
工業(yè)上廣泛應(yīng)用的鑄件矯直機是一種新興的機器。它具有將彎曲的鑄件拉直的功能。它是在輥式拉直機和拉伸拉直機的基礎(chǔ)上研究發(fā)明出來的。它的核心部件是立柱,在使用時,要求能夠承受足夠的載荷,具備很高的力學(xué)性能,即優(yōu)良的強度和塑性。立柱的原材料是鉻系合金鑄鋼材料ZG30CrMnMo。但是現(xiàn)在的工業(yè)發(fā)展生產(chǎn)的鉻系合金鑄鋼材料在強度上達不到要求。因此,本文主要對鉻系合金鑄鋼材料熱處理工藝研究,通過合理的熱處理工藝設(shè)計和試驗,提高鉻系合金鑄鋼材料的強度,生產(chǎn)出合格的立柱,從而滿足實際的鑄件矯直機的正常工作需要。
鑄件矯直機;鉻系合金鑄鋼材料;工藝
1 鑄件矯直機的生產(chǎn)工藝
1.1 立柱的原材料
立柱的原材料選擇含碳量較低的鉻系合金鑄鋼,這種材料鑄造性能、塑性和焊接性能良好。ZG30CrMnMo的性能要求為σs≥387MPa,σb≥682MPa,S≥16%,ψ≥32%。
1.2 生產(chǎn)工藝
一天鑄件矯直機需要的立柱的個數(shù)為28個,生產(chǎn)是采用冶煉的方法,通過不同噸位(5t,10t)的高溫爐冶煉出鋼水,澆筑在模子里冷卻后形成鑄件。生產(chǎn)工藝為使用大功率的高溫率將鋼坯融化,初步練出粗鋼,然后轉(zhuǎn)爐進行提純、精化、向爐內(nèi)通入氧氣降低碳含量,并加入石灰等含有Si元素的物質(zhì)進行還原,加入微量的合金元素對鋼的成分進行調(diào)整,進一步精煉鋼,最后出爐。
ZG30CrMnMo的化學(xué)成分如表1所示。
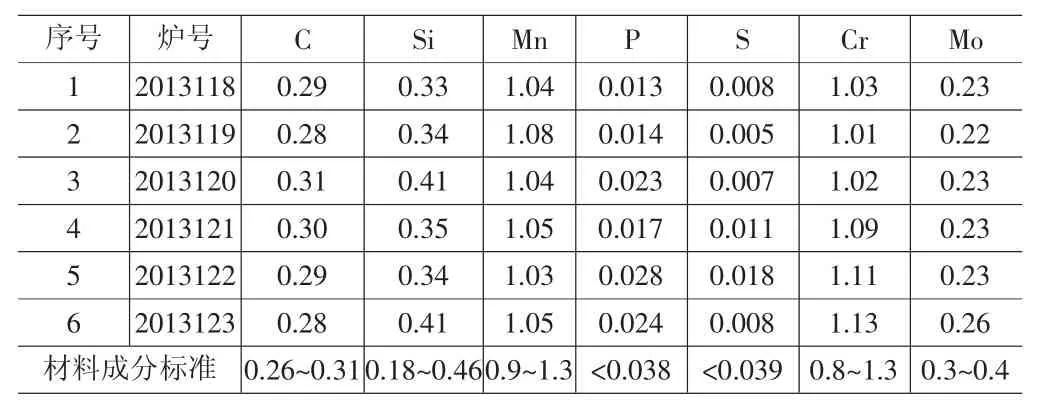
表1 ZG30CrMnMo的化學(xué)成分
1.3 生產(chǎn)結(jié)果分析
由表1的數(shù)據(jù)得出,ZG30CrMnMo的中所有的元素的化學(xué)成分均在標準成分范圍的中部。不同元素在鑄鋼中所起的作用不同,比如Cr,Mo元素可以使鋼的流動性降低,在冶煉的過程中,需要較高的溫度,容易造成鑄件缺陷,從而降低鑄件的性能。為了提高ZG30CrMnMo的使用性能,需要改進ZG30CrMnMo的生產(chǎn)工藝,并對它的熱處理工藝進行相應(yīng)研究。從工藝實踐經(jīng)驗可以得知,在鑄鋼的高溫狀態(tài)下吹入氧氣,降低碳元素對鋼進行精煉提純,減少鋼中的夾雜物和成分偏析,在高溫下鋼出爐這些措施均能提高鑄件的質(zhì)量。本文主要采取控制鋼渣量和加入適當?shù)暮辖鸪煞值姆椒ㄟM行鋼的冶煉,提高鑄鋼的使用性能和質(zhì)量。
2 熱處理工藝
由于鑄鋼件比較脆,因此不采取浸入液體里淬火的方式進行熱處理,以防止鑄鋼的形狀改變和出現(xiàn)裂紋。從工業(yè)生產(chǎn)的實際經(jīng)驗出發(fā),本文采取了正火+高溫回火的熱處理工藝。這種調(diào)質(zhì)的熱處理工藝能過有效的改善鑄鋼件的性能,提高鑄鋼件的質(zhì)量。進行熱處理時,要注意測量鑄鋼件的臨界溫度,以為實際的生產(chǎn)做理論指導(dǎo)。同時參考其它鉻系合金鑄鋼材料的熱處理工藝,制作試驗計劃,實驗后獲得適宜的熱處理工藝參數(shù)和流程。
2.1 熱處理實驗設(shè)備
熱處理實驗采取箱式電阻爐。箱式電阻爐的主要技術(shù)參數(shù)為:工作溫度:S型1200℃,最高工作溫度1350℃。K型1000℃,溫度升高速度≥900℃/h。
2.2 控溫方式
箱式電阻爐主要采取數(shù)字調(diào)節(jié)的全自動溫度控制的方式。通過數(shù)字比例,積分,微分等方式控制溫度。采用計算機程序?qū)囟冗M行調(diào)節(jié)。所應(yīng)用的程序為日本千野公司生產(chǎn)的KP1131R的程序。這種程序的功能為可以同時調(diào)節(jié)和控制加熱和冷卻的程序,根據(jù)數(shù)值范圍和參數(shù)進行整定,可自動選擇或者調(diào)用相應(yīng)功能。可執(zhí)行程序,存儲數(shù)據(jù),連接和重復(fù)的作用。
2.3 實驗設(shè)備軟件
通過箱式電阻爐的軟件可以對熱處理的實驗進行情況進行實時的觀察分析,并可以及時存儲實驗的溫度曲線。
2.4 實驗方案
初步擬定四種熱處理的實驗方案:
方案1:加熱至(870~890)℃保溫3h正火后在空氣中冷卻+(680~700)℃保溫2.5h后回火在空氣中冷卻。
方案2:鑄件回火后在空氣中冷卻,其余步驟參照方案1。
方案3:加熱至(890~910)℃保溫3h正火后在空氣中冷卻至(710~730)℃保溫3h回火在空氣中冷去。
方案4:鑄件回火后在空氣中冷卻,其余步驟參照方案3。2.5熱處理實驗結(jié)果
熱處理實驗數(shù)據(jù) σs≥387MPa,σb≥682MPa,S≥16%,ψ≥32%。
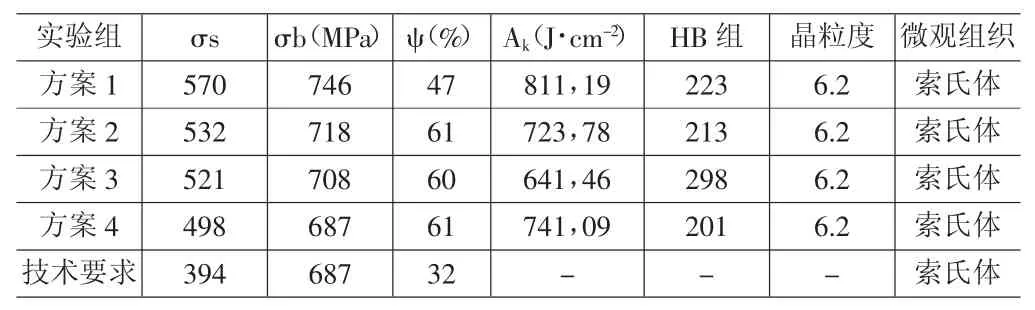
表2 熱處理工藝實驗結(jié)果
從表2的實驗數(shù)據(jù),可以看出ZG30CrMnMo的正火熱處理溫度范圍比較大,從680~730℃,熱處理組織可以得到6.2級大小的晶粒,當回火溫度的溫度超過710℃時,強度下降比例較大,塑性沒有明顯變化。方案4的強度最低498MPa,但也能夠達到技術(shù)上的要求。
3 立柱的熱處理工藝研究
但是實際生產(chǎn)情況和試驗情況還有一定的差距。比如,試驗時采取的鑄件都是小件,而實際生產(chǎn)時會有大型鑄件。因此,需要在試驗結(jié)果的基礎(chǔ)上,結(jié)合實際生產(chǎn)經(jīng)驗,對熱處理工藝進行適當改變。
3.1 加速正火后的冷卻速度
實際生產(chǎn)時,采用風(fēng)機對工件強力吹風(fēng),以增大工件出爐后的冷卻速度。這樣做的目的是減小晶粒的大小,控制鐵素體的數(shù)量,從而增加鑄件的質(zhì)量。
3.2 計算機程序調(diào)整熱處理溫度
采用日本千野公司生產(chǎn)的KP1131R的程序?qū)︺t系合金鑄鋼材料的正火、回火溫度進行調(diào)整和控制,在實際生產(chǎn)的基礎(chǔ)上進一步優(yōu)化熱處理工藝。此外,選擇合理的生產(chǎn)工藝和適當?shù)牟僮饕彩潜WC鑄件力學(xué)性能的重要條件。
4 結(jié)論
鉻系合金鑄鋼材料以其優(yōu)良的力學(xué)性能和焊接性能被應(yīng)用在拉矯機的立柱中,本文討論了鉻系合金鑄鋼材料ZG30CrMnMo的生產(chǎn)工藝和熱處理工藝,大幅度的提高了材料的力學(xué)性能和鑄件質(zhì)量,不但提高立柱的使用性能,也推動了熱處理工藝的發(fā)展,擴大了鉻系合金鑄鋼的應(yīng)用范圍。
[1]李 耕,楊舒拉,劉承山.引進四輥軋機輥系的改造[J].山東冶金,2001,23(2):14~15.
[2]王選送.機械制造工藝學(xué)[M].北京:機械工業(yè)出版杜,1995.
[3]馬春雨,袁軍平,薄海瑞.熱處理工藝對Cr12MoV精密冷鍛模具鋼組織和性能的影響[J].熱加工工藝,2012,41(20):152~154.
[4]王 華.80kHz大功率串聯(lián)諧振感應(yīng)加熱電源的研究[D].西安:西安理工大學(xué),2004:174~186.
TG161
A
1004-7344(2016)13-0230-02
2016-4-15
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03