高層鋼結構中管柱的制造工藝
2016-08-09 02:18:33魏建峰
大科技 2016年31期
魏建峰
高層鋼結構中管柱的制造工藝
魏建峰
(中國五冶集團有限公司 四川成都 610063)
鋼結構因其本身所具有的的自重輕、強度高、施工快等優點,與鋼筋混凝土結構相比,更具有在"高、大、輕"三個方面發展的獨特優勢,并且鋼結構建筑取材對環境破壞小,造型美觀,抗震性能好,工業化程度高,再次鋼結構材料屬于環保和可再次利用的材料,已越來越受到建筑者的青睞,隨著國家經濟建設的快速發展鋼結構在大跨度空間結構、高層、超高層、場館等領域中應用不斷擴大。中海超高層D棟和I棟就是鋼框架加混凝土核芯筒的組合結構,其混凝土核芯筒外圍鋼框架結構主要包括鋼柱和鋼梁兩大部分,其中鋼柱主要是管式鋼柱,這些鋼柱構件制造工藝復雜,精度要求高,是此類建筑中的核心構件。
1 管柱的結構特點
管柱主要圓管和牛腿兩部分組成,如圖1所示。
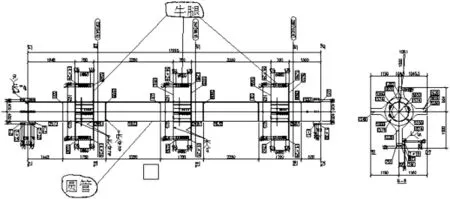
圖1 管柱組成圖示
鋼管柱內設環板加勁,采用全熔透焊;鋼管外牛腿裝配精度要求高,且牛腿與管柱壁采用全熔透焊接。
2 裝配制作工藝要求
2.1 管柱、小件的下料
(1)管柱主料下料按照排版圖將管柱長度加20mm余料下料,長度方向廠內對接的管柱兩端開20~25°坡口,現場對接段管柱上端不開坡口,下端開45°坡口;
(2)小件按照圖紙要求和小件外形允許尺寸偏差下料;內環板和外環板采用數控下料,且內環板和外環板下料一般為四合一,對接坡口開20~25°;
(3)小件鉆孔依照孔群自由端為基準鉆孔。
2.2 卷管、接長
(1)卷管、接長前應認真熟悉施工圖。并對上道工序的構件進行檢查驗收。不合格的構件退回上道工序作返工處理。
(2)卷管采用水平下調式三輥卷板機(W11X-60×3200)卷管,卷管允許偏差按照偏差表執行。
(3)鋼管的縱橫焊縫在專用轉胎上進行焊接,鋼管的縱橫焊縫打底可采用二保焊焊接,蓋面必須采用埋弧焊焊接。
(4)鋼管柱長度方向的拼接,其對接焊縫加墊板V型坡口熔透焊。坡口單邊控制在20~250,鈍邊留 2mm,間隙留5mm,墊板采用 4×40,坡口采用磁力切割機進行切割,如圖2所示。

圖2 管柱接長圖示
(5)鋼管接長后的焊接在專用胎具上用懸臂自動焊或半自動埋弧焊進行焊接。操作人員由經考試合格并持有關部門頒發的具有相應合格項目的焊工,嚴格按焊接工藝施焊并做好焊接參數記錄。焊完后應檢查焊縫外觀,補磨缺陷清除雜質,自檢合格后在鋼管端部距焊縫50mm處打上施焊者的鋼印(見表1)。
(6)鋼管柱接長后應在鋼管的上下端用樣沖打上鋼管的十字縱橫軸線,以便于節點板的螺栓孔、牛腿、筋板等準確定位。鋼管柱的總長度不能偏負,長度應控制在正偏差0~3mm以內。

表1 鋼管卷制、接長允許偏差表
(7)不同厚度的鋼板對接,當其厚度超過4mm時,應將較厚板的一面或兩面加工成斜坡,其坡度為1:2.5,見圖3。

圖3 不等厚鋼板對接連接詳圖
2.3 牛腿拼裝
(1)牛腿四合一拼接:在將外環板零件四合一組拼成環板時,要求組拼成的環板內圓直徑不得大于柱管理論外徑10mm,同時要求環板零件組拼間隙不得大于10mm;

圖4 牛腿四合一拼接圖示
(2)外環板組拼,必須在平整的組裝面上進行,在組裝平臺上將內圓圓心、內圓輪廓線、各牛腿翼緣中線等控制線全部1:1放樣劃線,并打樣沖點標記。外環板組拼前,同樣必須將牛腿翼緣中心線劃線并樣沖點標記,環板組拼時,將牛腿翼緣中線與地胎大樣中線必須重合,同時控制組拼內圓直徑與地胎樣吻合(如圖5所示);
(3)牛腿環板拼接后,對接焊縫焊接加引弧板,焊接完成后校平;
(4)裝牛腿:按照圖紙要求將拼好的環板上牛腿腹板、勁板的定位線畫出后,將腹板、勁板等裝配好(如圖6所示)。

圖5

圖6
2.4 管柱裝配
(1)裝配的管柱必須在封頭板裝配后,將構件進行端銑,保證構件的長度,裝配依據端銑面進行定位;
(2)管外壁劃線、定位點:在拼裝牛腿前,必須事先在管外壁上將十字中線、牛腿環板定位線劃出,并將這些線打樣沖點標記,同時區分標注A、B、C、D四條十字中線(定位線),圖7所示。

圖7 管壁定位點示意圖
(3)吊裝耳板的拼裝,其板厚中線應當與管外壁的十字中線重合,其偏差不得超過2mm,如圖7的2大樣所示;
(4)牛腿裝配
①由于卷管存在圓度偏差,為了確保柱牛腿安裝質量,嚴格控制牛腿腹板孔到管中心尺寸L2偏差符合要求,在拼裝牛腿時,不允許以牛腿孔距管皮尺寸來定位牛腿。如圖8所示,要求在管柱兩端分別用角鋼設置十字架,在十字架上定出管中心,嚴格以管中心點為基準點向外量取尺寸。
②為了控制好尺寸L2,在兩端的角鋼十字架上崩線(圖8所示),通過控制牛腿孔距崩線尺寸L1相等來控制牛腿孔到管中心距離。通過該崩線,同時可以檢查牛腿定位偏差尺寸大小。

圖8 裝配牛腿定位示意圖
(5)牛腿腹板拼裝前,必須復核孔距尺寸,明確哪邊靠近上翼緣,哪邊靠近下翼緣。堅決杜絕牛腿腹板裝返情況發生,圖9所示,牛腿腹板裝反(見圖9)。
3 焊接工藝要求
(1)鋼管柱內、外環板焊接要求(如圖10所示);
(2)與鋼柱牛腿翼緣對接的連接板,設計圖標注為CP焊縫(坡口全熔透焊縫),要求進行超聲波探傷檢查,圖11所示;勁板必須開坡口,保證焊接合格;
(3)鋼柱牛腿端部與腹板焊接的兩加勁板,設計圖標注為單邊坡口焊縫,如圖12所示。

圖9 牛腿腹板裝配示意圖

圖10

圖11 牛腿翼緣板焊接示意圖

圖12 牛腿腹板上勁板焊接示意圖
4 結論
鋼結構由于其“高、大、輕”三個方面發展的獨特優勢,在建筑領域中得到了廣泛的使用。以上所介紹的鋼管柱的制造工藝是經過實踐驗證的成熟技術,可供生產同類鋼結構構件時參考借鑒。
[1]楊秀雷.超高層鋼結構建筑圓管柱的制作技術探討[J].青島理工大學學報,2009,30(2):135~138.
[2]姜殿忠,何志濤,張發榮,等.多層多方向斜向托座復雜圓管柱制作工藝[J].建筑技術,2015,46(7):601~604.
[3]杜大林,徐惠如,王鵬,等.超高層建筑鋼結構安裝定位技術[J].上海建設科技,2014(5).
TU391
A
1004-7344(2016)31-0216-02
2016-10-19
魏建峰(1985-),男,工程師,本科,主要從事鋼構制作等相關工作。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國公路(2017年15期)2017-10-16 01:31:54
制造業自動化(2017年2期)2017-03-20 14:26:13