鋁及鋁合金硬質陽極化影響因素解析
2016-08-07 16:15:34曲延龍
大科技 2016年1期
曲延龍
(哈爾濱東安發動機(集團)有限公司 黑龍江哈爾濱 150066)
鋁及鋁合金硬質陽極化影響因素解析
曲延龍
(哈爾濱東安發動機(集團)有限公司 黑龍江哈爾濱 150066)
針對鋁及鋁合金硬質陽極氧化工藝在我國航天航空事業中的廣泛應用,尤其本身獨有的高硬度、強耐磨性、電絕緣性好和良好的結合力等特征在許多航空領域達到廣泛的應用,本文基于生產實際并結合理論數據分析,簡單闡述了影響硬質陽極化的諸多因素,旨在進一步提高硬質陽極化膜層性能指標。
鋁及鋁合金;硬質陽極化;零件;硬度
1 前言
鋁及鋁合金的硬質陽極化又稱厚膜陽極化,厚度可達100~200μm,呈灰色或黑灰色。鋁合金的硬質陽極化配方及工藝條件為:
硫酸:(H2SO4)250g/L~300g/L;
溫度:-2~-6℃;
電流密度:2.5~5A/dm2。
鋁合金經硬質陽極化處理后除獲得厚膜外,膜層還具有硬度高、耐磨性好、等一系列特殊性能,因此在航空工業中得到廣泛應用。
1.1 硬度和耐磨性
經硬質陽極化處理的鋁合金零件,具有很高的硬度(作為硬膜層其顯微硬度Hv至少大于250)和耐磨性。其硬度值隨合金中合金元素含量(特別是銅)的升高而下降。由于膜層具有大量的微小孔隙,可吸附各種潤滑劑,使氧化膜的耐磨性又有提高,其耐磨性比氰化鋼還要好。
1.2 耐蝕性
一般情況下,鋁合金經硬陽極化后耐蝕性優于普通陽極化。硬質陽極化膜在海洋大氣、鹽水噴霧、潮濕箱試驗及在一般工業大氣中均表現出良好的耐蝕性能,如可耐數千小時的鹽霧試驗。用LY-12鋁合金制造的WP-6發動機壓氣機葉片,原工藝采用鉻酸陽極化,在強氣沖刷下極易引起晶間腐蝕,嚴重時導致葉片斷裂,改用硬質陽極化后問題便得到了解決。
2 硬質陽極化膜的形成條件
在硫酸電解液中進行鋁臺金的硬質陽極化的機理,與普通硫酸陽極化一樣,也是在兩種相矛盾的過程中進行的,即電化學反應生成氧化膜與氧化膜的化學溶解的過程,不同的是硬陽極化要取得較厚的硬膜必須在較低的溫度下進行陽極化,以降低氧化膜的溶解速度。氧化溫度的高低對氧化膜的生成和加厚起決定作用。因此膜層電阻較大,這將直接影響電流密度和氧化作用。所以在進行硬質陽極化時,必須采取冷凍設備強制降溫和攬拌電解液的方法,才能保證電解液正常工作。
3 硬質陽極飯化膜形成特點
研究硬質氧化膜成長過程無疑與普通陽極化一樣,仍可以通過對膜層生長的電壓-時間曲線進行分析。圖1描述了普通陽極化與硬質陽極化的電壓-時間曲線,以便于比較及分析硬膜的成長過程。
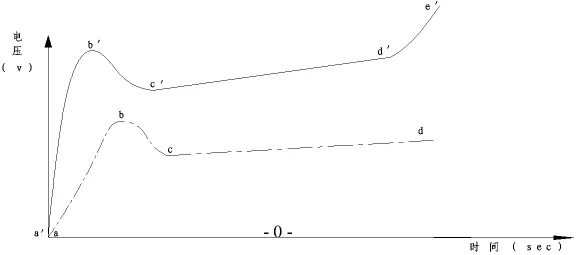
圖1 普通陽極化(虛線)與硬質陽極化(實線)的電壓-時間關系曲線示意圖
由圖1可見,氧化膜生長的最初階段,即ab與bc兩段都表示無孔層的生成及多孔層出現,其規律是一致的,所不同的只是硬膜的形成電壓b'點較高,表示氧化電壓高,說明多孔層在加厚時孔隙率不大,隨著膜層加厚,電阻增大較快,因此電壓也明顯上升。cd段的時間越長,達到動態平衡的時間也越長,膜層就越厚。de段硬質陽極化時,由于膜層較厚,電壓升至一定值后,使得電阻增加,電壓又升高,在較高的電壓作用下,膜孔內產生熱量增加,引起氧的氣體放電,出現火花,破壞了膜層。因此正常的氧化時間應在cd段結束,才不致影響氧化膜的質量,而普通氧化,膜層較薄,不會出現這種現象。
4 影響硬膜成長及性質的因素
4.1 硫酸濃度的影響
用硫酸電解液進行鋁的硬質陽極化時,可用10~30%的濃度范圍。濃度較低時,氧化膜成長率高,膜較硬,純鋁更明顯。但是對于含銅最較高的鋁合金(如LY-12),銅常以CuAl2金屬間化合物形式存在,它在氧化時溶解較快,易燒毀零件,故這類鋁合金不適用低濃度的電解液,同時為維持龜解液有合適的導電性,保證各類鋁合金的陽極化,一般還是采用20%左右的硫酸濃度為多。
4.2 氧化溫度的影響
隨著氧化溫度的提高,到達極限氧化時間推遲,對取得厚膜有利,但膜的硬度明顯下降。由于氧化溫度升高,膜的溶解速度加快,所以氧化膜成長率下降。因此要從各方面綜合考慮,合適的氧化溫度要視電解液濃度、陽極電流密度和合金材料而定,一般在-5~10℃之間氧化效果較好,溫度太低膜硬而變脆。為保證在該溫度范圍內正常陽極化,必須備有冷凍設備及有效的攪拌措施。
4.3 陽極電流密度的影響
在一定溫度及一定濃度的電解液中,隨著陽極電流密度的升高,達到極限氧化時間縮短,允許通過的電量減少,對形成厚膜不利,但膜成長率卻有所增加。說明陽極電流密度對形成厚膜及成長率有相反的影響。雖然隨電流密度的增加,膜成長率有所增加,但在太大的氧化電流下,將產生大量的焦耳熱,使膜層硬度和耐磨性下降。因此,在實際生產中電流密度控制在2~5A/dm2之間。
4.4 合金成分的影晌
銅是影響硬氧化膜質量的主要合金成分,含銅鋁合金具有較高的機械性能,在工業上獲得越來越廣泛的應用,如LD3、LD5、LD10、LD12等工業合金,這些合金中銅含量在2~7%范圍內變動。合金中的一系列金屬化合物,特別是CuAl2的存在,將對研究這類鋁合金的氧化膜形成和增長的機理,產生很大的困難。因此,為了在含銅鋁合金上獲得物理-化學性能和機械性能良好的硬陽極化膜,應采用新型的電解液或改進電源的方法加以改善。
5 結束語
在實際工作中我們發現,陽極氧化前的前處理工序對陽極化后的膜層質量控制也起到相當大的作用,如除油不徹底,零件陽極化后膜層必然發花、黑點和顏色不一致,溫度控制不得當,不同槽的零件可能顯現出顏色差別相當大,所以,基于表面處理工種的獨特性、不可間斷性,所以我們從事表面處理專業人員必須嚴格按工藝執行,嚴格控制中間過程,只有這樣才能獲得滿意的膜層質量,才能使生產效率得到大大提高。
[1]電鍍工藝學.北京化學工業出版社.
[2]鋁合金鉻酸陽極化工藝研究.東南大學學報(自然科學版),2004.
[3]鋁合金鉻酸陽極化工藝改進.無機材料學報,2004,19(6):128.
TG146.21
A
1004-7344(2016)01-0316-01
2015-12-25
