某四缸發動機缸蓋裂紋分析與解決
2016-08-06 03:40:09劉義佳王浩梁燕茹郄彥麗劉翠長城汽車股份有限公司技術中心河北保定071000河北省汽車工程技術研究中心河北保定071000
柴油機設計與制造 2016年1期
劉義佳,王浩,梁燕茹,郄彥麗,劉翠(1.長城汽車股份有限公司技術中心,河北保定071000;2.河北省汽車工程技術研究中心,河北保定071000)
某四缸發動機缸蓋裂紋分析與解決
劉義佳,王浩,梁燕茹,郄彥麗,劉翠
(1.長城汽車股份有限公司技術中心,河北保定071000;
2.河北省汽車工程技術研究中心,河北保定071000)
某發動機經過600 h交變負荷試驗后,氣缸蓋鼻梁區出現裂紋。主要對缸蓋的斷口、材料、鑄造工藝、冷卻等4個方面進行分析。經分析發現缸蓋產生裂紋的主要原因為鑄造工藝問題導致的金相變質和硬度不達標,缸蓋內部嚴重積瘤,從而導致火花塞周圍冷卻水通道截面減小,缸蓋冷卻不足,缸蓋內部溫度偏高,熱負荷偏高。通過改進鑄造工藝和缸蓋水套圓角結構優化,提高了缸蓋自身的機械性能和水套的冷卻能力,進而使缸蓋的抗熱負荷能力提高;經過對優化后的缸蓋進行試驗驗證,優化后的缸蓋在600 h交變負荷后未出現裂紋,達到了試驗需求。
氣缸蓋裂紋鑄造冷卻交變負荷
1 引言
2 缸蓋裂紋問題簡介
發動機在完成600 h交變負荷試驗后,拆解發現,氣缸蓋鼻梁區(燃燒室進氣門座圈與火花塞孔間區域)的壁面出現裂紋,見圖1。隨發動機功率和輕量化的發展,缸蓋結構愈加復雜且工作條件惡劣[5],產生裂紋的原因趨于多因素的綜合作用,下面對缸蓋裂紋原因進行分析。
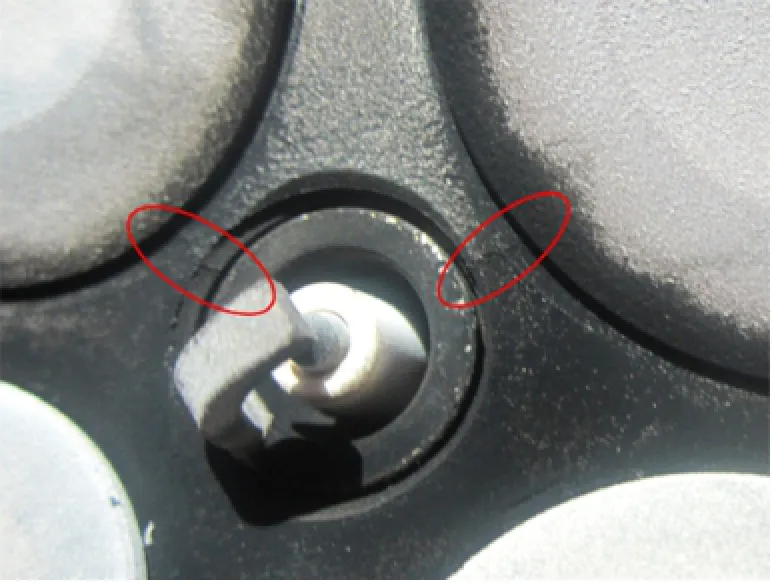
圖1 缸蓋裂紋位置
2.1斷口方面
裂紋起裂點一般在燃燒室靠近氣門鼻梁區邊緣,通過電鏡對裂紋區域的微觀形貌進行分析斷裂源在火花塞螺紋處,為脆性斷裂,見圖2。
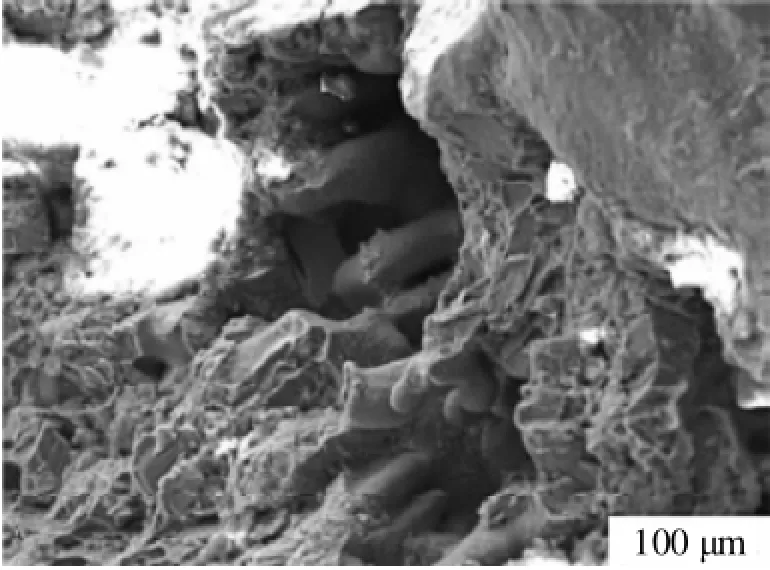
圖2 缸蓋裂紋的微觀形貌
2.2材料方面
此缸蓋材料選用ZL101A,缸蓋材料的具體化學成分和機械性能分別參見表1和表2。
由以上材料成分對比可知:

表1 標桿材料化學成分對比

表2 標桿材料機械性能成分對比
(1)AlSi10MgCu,相比其它材料,Si含量較高,能明顯改善高溫下的缸蓋的機械強度,對產生的燃燒室裂紋問題具有良性改善作用;
財稅人員在整個財稅工作的管理過程中起著至關重要的作用,而國土資源的財政稅收預算管理工作更是需要專業性極高的財稅人員去執行。
(2)AlSi7Cu3Mg,因其超高的Cu含量,具有良好的機械性能,但不易進行熱處理。
由材料性能對比所之,目前所用的材料ZL101A的機械性能不低于標桿機水平,基本滿足使用要求。
2.3金相組織分析
對隨機缸蓋的金相組織和各表面硬度進行對比分析,金相變質結果和硬度檢測如圖3、圖4所示。通過缸蓋金相組織對比顯示,缸蓋金相較大αA1枝晶+短桿狀和針狀共晶硅,組織中存有針狀鐵相夾雜和顯微疏松,說明缸蓋變質不足;缸蓋硬度檢測說明:三個樣機缸蓋硬度均未達標,缸蓋技術要求硬度范圍為90~100 HBS,尤其是缸蓋底面(測點7、8)的硬度較差。
2.4缸蓋冷卻方面
2.4.1水套溫度場計算
經CAE分析,缸蓋水套流速和均勻性滿足要求,見圖5,不存在冷卻不均現象。可以排除由于設計問題導致的以下兩種失效情況:(1)高溫位置冷卻不充分,導致局部過熱,使得缸蓋產生裂紋現象;(2)高溫冷卻不足,使得缸蓋底面承受的壓應力反復加劇、積累,最終導致缸蓋火力面產生裂紋。
2.4.2缸蓋水套內部積瘤
通過對試驗后缸蓋剖切分析,與數模缸蓋對比發現,缸蓋內部存在較多的積瘤,導致水套的流通截面減小,可能會影響冷卻水的流動,造成缸蓋局部冷卻不足,參見圖6和圖7。
2.4.3缸蓋溫度場測試
在缸蓋內有代表性的區域布置11個測點,對缸蓋燃燒室內的溫度進行了測試,見圖8。測試結果顯示,火花塞周圍(測點1~4)溫度偏高,見圖9。
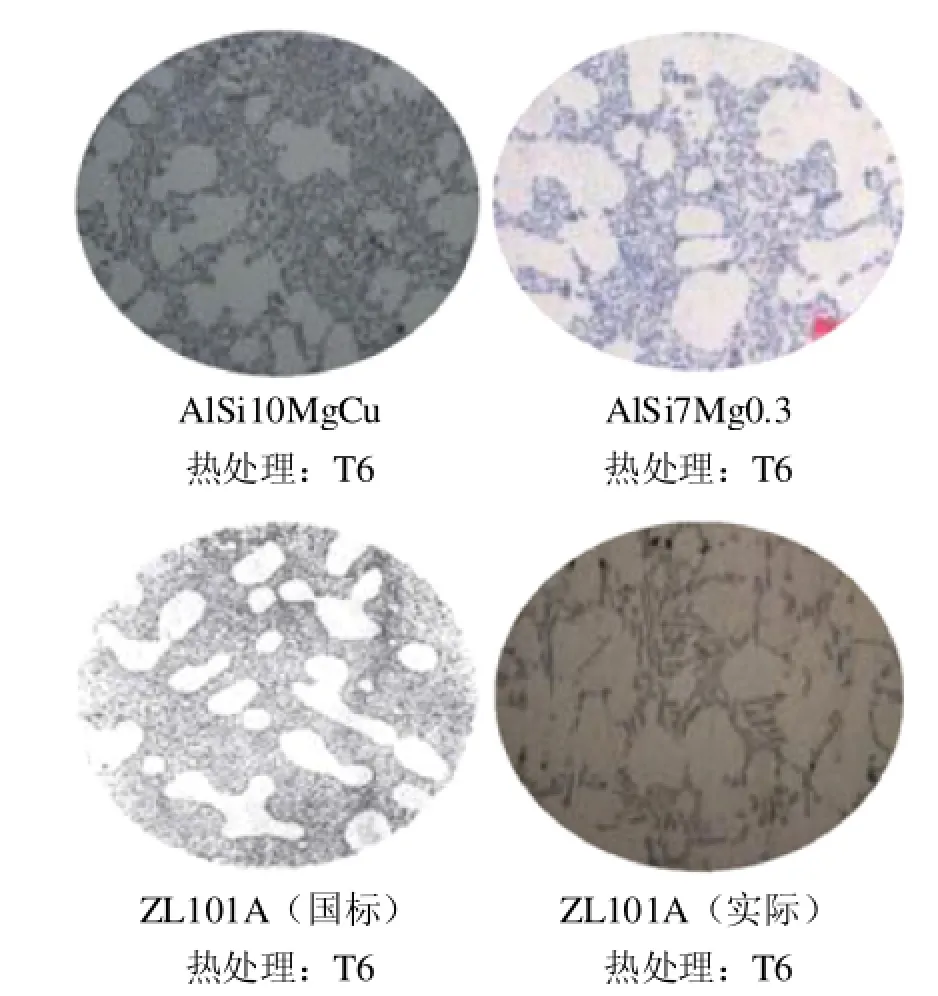
圖3 缸蓋金相變質對比
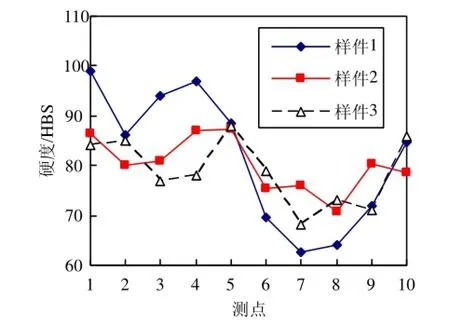
圖4 缸蓋硬度對比
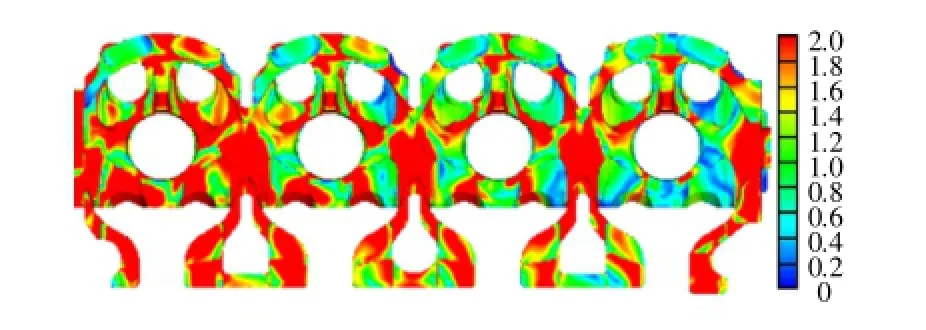
圖5 缸蓋水套流速分布
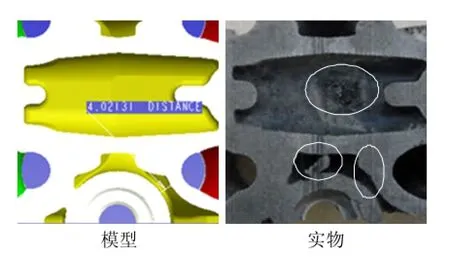
圖6 火花塞周圍間隙
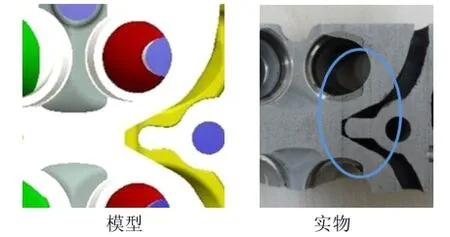
圖7 座圈周圍間隙
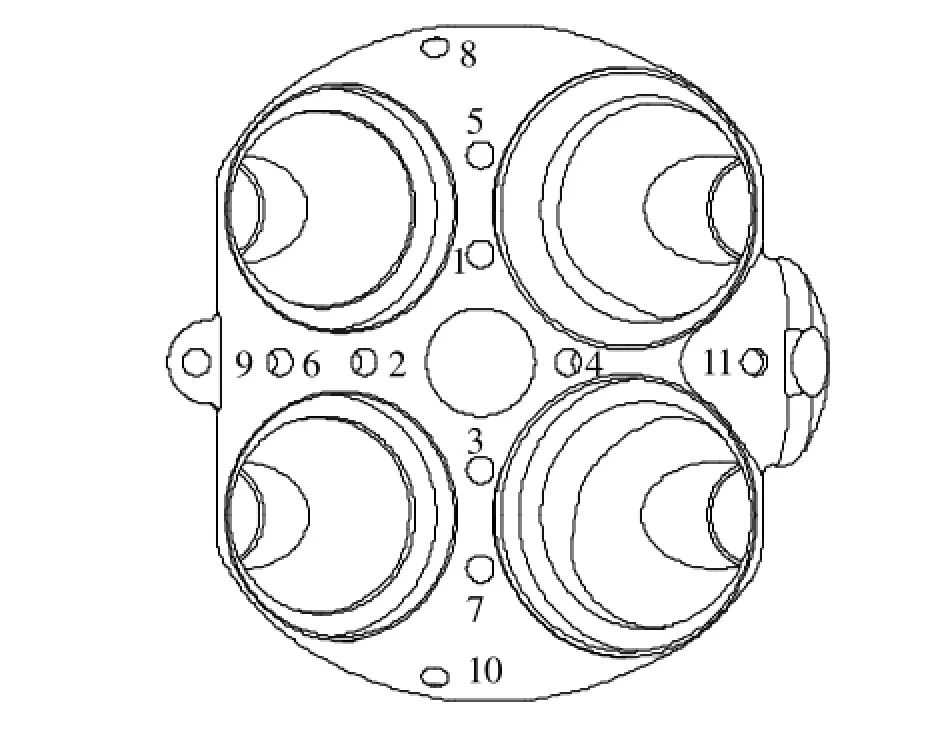
圖8 缸蓋內燃燒溫度測點布置
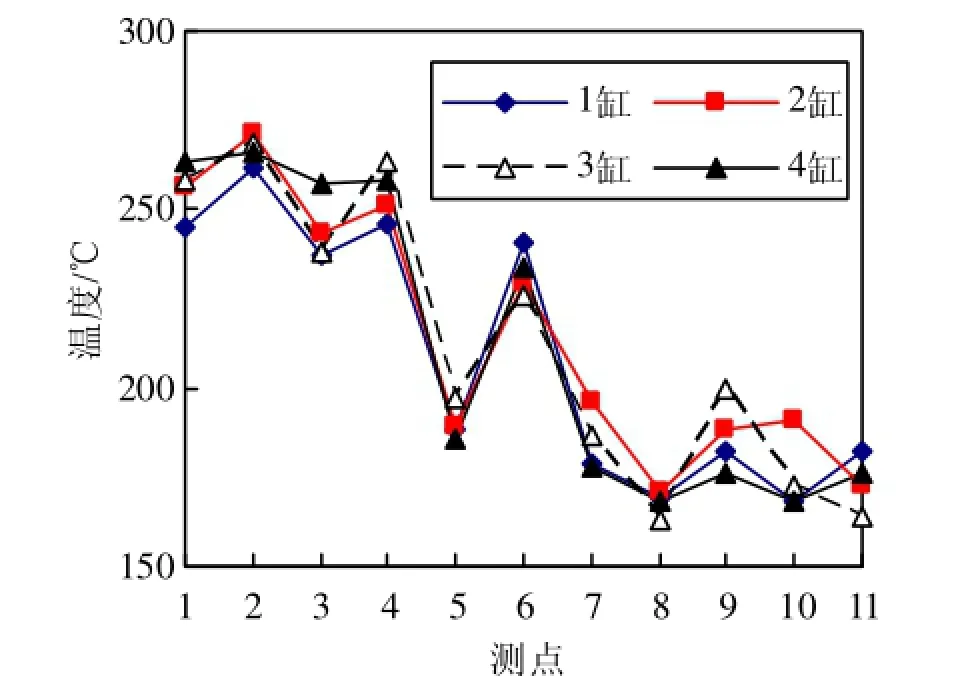
圖9 缸蓋內部溫度測量
通過以上分析,缸蓋裂紋產生的主要原因:(1)鑄造工藝問題,造成缸蓋成品金相和硬度不達標,缸蓋自身的綜合性能較差,抗熱負荷能力不足;(2)缸蓋水道表面積瘤嚴重,致使缸蓋火花塞周圍水流通道被嚴重堵塞,缸蓋冷卻不足,從而導致缸蓋溫度偏高。
3 實施措施與驗證
3.1鑄造工藝優化
缸蓋底面硬度相對較差,這與缸蓋采用低壓鑄造有關。采用低壓鑄造方式,缸蓋底面最后充型,質量相對較差。因此重新制作了缸蓋模具,將鑄造方式由低壓鑄造改為重力鑄造,并嚴格控制缸蓋熱處理過程,避免出現金相變質不足的問題。采用重力鑄造工藝之后,隨機抽取了三個氣缸蓋,缸蓋硬度達到要求,金相組織為枝晶狀α固溶體+粒狀共晶硅+少量銅相,變質正常,見圖10和圖11。
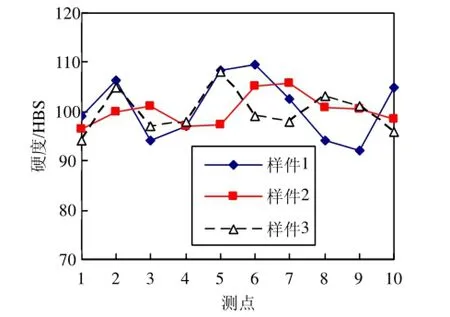
圖10 重力鑄造缸蓋溫度測量結果

圖11 重力鑄造缸蓋的金相組織
3.2缸內溫度測量
對缸蓋水套處的圓角進行加大處理,嚴格控制砂芯質量,減小缸蓋內部積瘤,保證缸蓋的冷卻效果。對改進后的缸蓋溫度測量,發現缸蓋燃燒室內部溫度有較大改善,平均降低5℃~7℃,見圖12。
3.3交變負荷試驗
優化后的缸蓋,經過交變負荷試驗后,缸蓋正常,沒有裂紋產生,達到了改善效果,見圖13。
通過優化水套圓角和鑄造工藝的改善,缸蓋裂紋問題順利解決并通過了可靠性的驗證,保證了項目的順利進行。
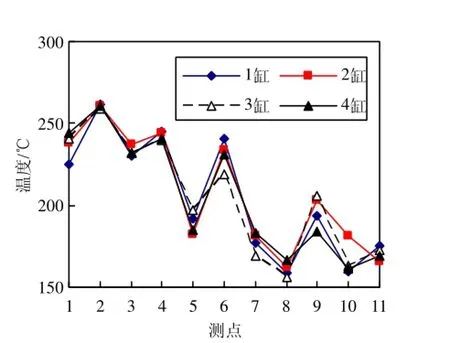
圖12 改進后缸蓋內部溫度測量

圖13 改進缸蓋試驗后照片
4 總結
(1)通過優化鑄造工藝,使缸蓋的金相組織和硬度有了較大提高,提升了缸蓋本身耐疲勞能力及抗熱負荷能力。
(2)加大缸蓋火花塞處的水套圓角,保證冷卻水的流通面積,進而保證缸蓋火花塞處的冷卻,避免熱負荷過高現象。
(3)此缸蓋裂紋的分析過程,結合CAE和試驗測試,多方位地進行分析,對類似質量問題的解決提供了很好的參考價值,能盡快找到問題的真因,縮短問題的解決時間,減少產品的開發周期。
[1]藏權同,王旭.機車柴油機氣缸蓋裂紋破損模式和機理分析[J].內燃機車,1997(9).
[2]楊連生.內燃機設計[M].北京:中國農業機械出版社,1981.
[3]賈延林,張翼,陳少林.氣缸蓋的有限元研究[J].農業裝備與車輛工程,2010(3).
[4]趙華.氣缸蓋裂紋原因分析及改進建議[J].內燃機車,2010(6).
[5]魏小飛,舒楊,況定科.氣缸蓋脆斷裂紋分析及熱處理工藝優化[J].金屬熱處理,2013(2).
Analysis and Solution of Cylinder Heads Cracks for a Four Cylinder Engine
Liu Yijia,Wang Hao,LiangYanru,Qie Yanli,Liu Cui
(1.Technical Center,Great Wall Motor Company Limited,Baoding 071000,China;2.Hebei Automobile Engineering Technology&Research Center,Baoding 071000,China)
After 600 hours of alternating load experiment,on the nose bridge of cylinder head find out cracking.Main analyzes fracture of cylinder head,material,casting,cooling condition.Through the analysis find out cracks was caused mainly by hardness which was not up to standard,due to metamorphic microstructure,there exists tumors inside of cylinder head,lead to cross-section around spark plugs cooling water channel reduce.Because of insufficient cooling,there is a little higher heat load resulted from over internal temperature of the cylinder head.Improve mechanical properties and cooling capacity of water jacket,meliorating the casting process and optimizing the structure of water jacket of cylinder head are needed.Finally,the test results show that the same problem of cracks can be solved by improving capability of enduring heat load after another 600 hours of alternating load test.
cylinder head,cracks,casting,cooling,alternating load
10.3969/j.issn.1671-0614.2016.01.011
來稿日期:2015-06-01
劉義佳(1986-),男,助理工程師,主要研究方向為發動機設計。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
建筑材料學報(2014年3期)2014-03-11 17:08:02
終身教育研究(2014年5期)2014-02-28 01:23:06
