35?kV?GW5型隔離開關觸頭發熱缺陷處理
2016-08-05 02:48:15尚光偉蘇長寶
電力安全技術 2016年6期
關鍵詞:變電站
孫 更,尚光偉,蘇長寶,王 輝
(國網河南省電力公司南陽供電公司,河南 南陽 473000)
35?kV?GW5型隔離開關觸頭發熱缺陷處理
孫 更,尚光偉,蘇長寶,王 輝
(國網河南省電力公司南陽供電公司,河南 南陽 473000)
介紹了某變電站隔離開關的發熱情況及處理過程,對隔離開關導電部分的發熱誘因進行了分析總結,制定了具體處理方案,提出了預防措施,為處理類似隔離開關發熱缺陷提供了實踐經驗。
隔離開關;觸頭發熱;氧化;導電桿
0 引言
隔離開關是變電站重要的設備之一,出線間隔運行時,起到接通電路的作用;出線間隔檢修時,起到斷開電路的作用,并形成明顯的斷開點,保護工作人員和運行設備的安全。但近年來隨著用電負荷的增長和外部環境的污染,隔離開關出現的缺陷越來越多,特別是出線間隔運行時隔離開關觸頭發熱現象更為明顯。
1 隔離開關觸頭發熱基本情況
2014年5-7月,某變電站對該其35 kV GW5型隔離開關進行紅外測溫(見表1),發現隔離開關左右觸頭接觸處發熱點較多。
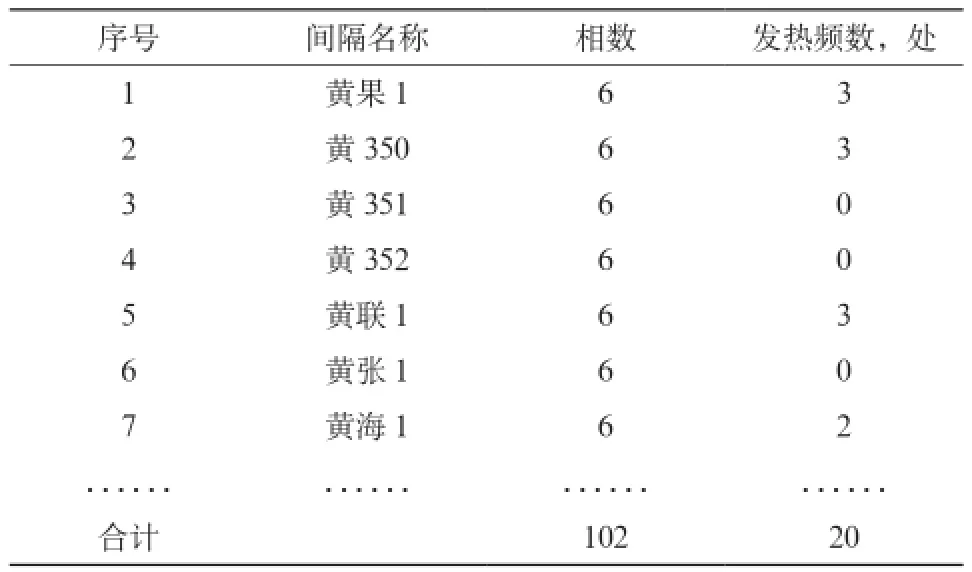
表1 35 kV隔離開關紅外測溫記錄
由表1可以看出,隔離開關觸頭發熱多達20處,占監測總數的19.61 %。隔離開關觸頭發熱已成為電網運行的重要安全隱患,如果不及時消除,勢必危及設備的安全運行。
2 隔離開關觸頭發熱原因及處理方案制定
查閱2014年5-7月某變電站及與其隔離開關數量、運行方式相近的其他2個變電站的紅外測溫記錄,并對比如表2所示。
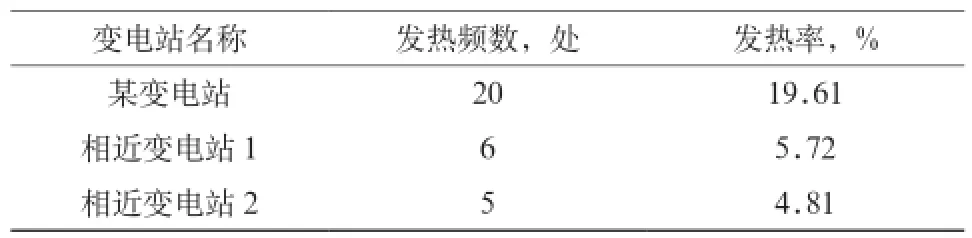
表2 35 kV隔離開關觸頭發熱率比較
通過對比條件基本相同的其他2個變電站可知,該變電站35 kV GW5型隔離開關觸頭接觸處發熱率有較大的降低空間。
2.1 隔離開關觸頭發熱的原因
隔離開關觸頭發熱的原因是左右觸頭接觸電阻增大。引起接觸電阻增大的原因主要有觸頭插入尺寸小、傳動桿件變形、運行電流大于額定電流、觸指表面氧化發生率高、觸頭表面完好率差、合閘后動作正確率低等。
這些因素會使左右觸頭接觸壓力不足或電接觸面積變小,最終造成接觸不良。另外,觸頭材料的選擇也會造成觸頭的接觸不良。
2.2 隔離開關發熱處理方案制定
2.2.1 調查分析
(1) 觸頭插入尺寸。相關規程規定觸頭插入尺寸為35±5 mm,正確率大于98 %。現場測量觸頭插入尺寸正確率為5 %,不滿足標準要求。
(2) 拉桿變形發生率。規程規定拉桿變形發生率小于3%,現場測量拉桿變形發生率為0,滿足標準要求。
(3) 運行電流。額定電流為1 600 A,運行電流均小于額定電流,滿足標準要求。
(4) 合閘后動作正確率。規程規定動作正確率應為90 %,現場測量導電回路合閘后動作正確率為95 %,滿足標準要求。
(5) 觸指表面氧化發生比例。規程規定觸指表面氧化發生比例小于3 %,現場測量觸指表面氧化發生比例為80 %,不滿足標準要求。
(6) 觸頭表面完好率。規程規定觸頭表面完好率大于95 %,現場測量觸頭表面完好率為10 %,不滿足標準要求。
2.2.2 要因確認
(1) 觸頭插入過淺。
(2) 觸指鍍銀層表面氧化。
(3) 觸頭表面完好率低,表面有麻點。
2.2.3 對策制定
根據要因,確定處理措施如表3所示。
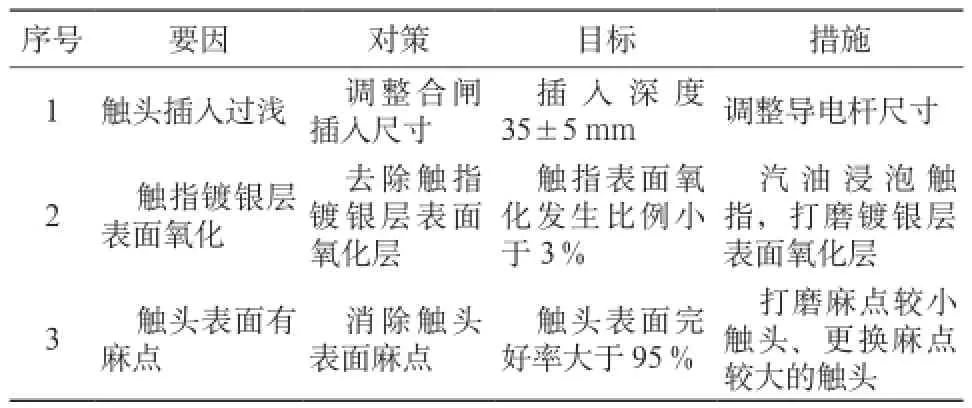
表3 處理措施
3 隔離開關觸頭發熱處理經過
3.1 調整導電桿尺寸
對20處發熱點中18處觸頭插入尺寸不合格的分布情況進行了統計。指定專人負責此項工作,確保插入尺寸保持在33-37 mm,并做了詳細的記錄。實施后對觸頭插入尺寸進行了復測,確保插入尺寸符合要求。
3.2 處理觸指鍍銀層表面氧化
由于有16處觸指鍍銀層表面氧化需要清除,工作量大,所以根據工作節點制訂計劃表,確保清除工作順利開展。在實施中經對比試驗后,選定鋼絲球為打磨鍍銀層表面氧化層的工具。在清除所有的觸指鍍銀層表面氧化層時應用了汽油浸泡后,用鋼絲球打磨鍍銀層表面氧化層的新檢修方法,確保鍍銀層表面氧化層清除,且鍍銀層完好。
3.3 提高觸頭表面完好率
按照麻點的大小進行分類,制定不同的處理措施,并準備了2個同型號的新觸頭,還準備了細銼刀等打磨麻點用工具。對麻點較大的2個觸頭進行了更換,同時處理了其他觸頭較小的麻點。處理后,觸頭完好率為100 %。
4 結束語
4.1 效果檢查
4.1.1 實施后效果檢查
2014年8-10月,變電檢修部綜合班對該變電站102相GW5型隔離開關進行紅外測溫監測,未發現發熱點,效果良好。
4.1.2 鞏固期效果檢查
2015年1-3月,變電檢修部綜合班對該變電站隔離開關再次進行紅外測溫監測,未發現發熱點。發熱率與效果檢查時保持一致,本次檢修的成效得到了鞏固。
4.2 處理隔離開關發熱的注意事項
(1) 首先應查閱有關資料,詳細了解設備的結構、性能及原理,正確判斷隔離開關發熱的類型、部位和原因并制定切實可行的措施。
(2) 進行此類隔離開關發熱處理工作時要認真、細致。對接觸部位不能簡單地只使用紗布或鋼絲刷除去氧化膜,鍍銀層損壞的要進行修復,必要時更換配件。接觸面接觸后,使用塞尺檢查左右觸頭的接觸情況,塞尺的塞入深度不超過5 mm。接觸良好后測量接觸電阻不大于100 μΩ。
4.3 預防措施
(1) 選型訂貨。應選擇具有良好經營業績和成熟制造經驗生產廠家的產品。
(2) 設備安裝。隔離開關安裝時,應把好驗收關。檢查各接觸面的材料搭接是否合適,特別是銅與鋁直接接觸時,銅端應搪錫。檢查隔離開關的合閘情況,合閘后左右觸頭是否合閘到位,測量插入深度、同期度、接觸壓力等應符合規程要求。
(3) 日常維護。每次停電,條件具備時對隔離開關做到逢停必動,對隔離開關實施分合操作3-5次;對左右觸頭接觸面用汽油清洗,清除表面的污物,禁止使用銼刀等硬性較高的工具,以免損壞鍍銀層。每次檢查維護時,必須測試導電回路接觸電阻,測試不合格時,應及時處理。
(4) 操作檢查。隔離開關在拉合過程中,容易造成電弧燒傷觸頭,或用力不當使接觸位置不正,引起壓力降低。所以在操作時應用力適當,操作后要仔細檢查觸頭接觸情況,確認接觸良好。
2015-10-20;
2016-04-05。
孫 更(1975-),男,高級工程師,主要從事高壓一次設備檢修工作,email:15839982609@163.com。
尚光偉(1979-),男,高級工程師,主要從事電網規劃工作。
蘇長寶(1974-),男,工程師,主要從事高壓電氣一次設備檢修工作。
王 輝(1970-),男,高級工程師,主要從事用電營銷工作。
猜你喜歡
電子制作(2019年10期)2019-06-17 11:44:56
電子制作(2018年8期)2018-06-26 06:43:34
電子制作(2017年8期)2017-06-05 09:36:15
電子制作(2017年24期)2017-02-02 07:14:44
現代工業經濟和信息化(2016年5期)2016-05-17 05:35:57
東北電力技術(2016年2期)2016-05-17 04:32:54
河南電力(2015年5期)2015-06-08 06:01:45
中國工程咨詢(2015年10期)2015-02-14 05:57:34
水電站機電技術(2014年1期)2014-09-26 11:59:53
中國機械(2014年15期)2014-04-29 00:09:45