高光注塑模具研究
2016-08-02 16:41:34凌中水孫亭亭張秀俠
卷宗 2016年6期
凌中水 孫亭亭 張秀俠
摘 要:為滿足利用高溫蒸汽直接加熱模具型腔的高光注塑技術,研發了高光注塑模具,此模具具有直接進出模具型腔的通道,此通道可按照注塑需要進行開合,其工作機制:首先通道打開,經過凈化的高溫水蒸氣進入模具型腔,當模具型腔打到高光注塑溫度時,高溫水蒸氣停止進入同時高溫干空氣進入高光模具,去除模具殘余水蒸氣,達到高光注塑效果。此模具具有加熱冷卻速度快,注塑效率高,注塑件表面質量優等特點。
關鍵詞:高光注塑技術;高光注塑模具;高溫水蒸氣;高溫干空氣
1 引言
高溫高壓水蒸汽通入模具型腔加熱模具的高光注塑技術[1]是一項全新的高光注塑技術。在具備將高溫水蒸汽通入模具型腔加熱模具的模具溫控機[2]與高光模具的條件下,利用模具溫度控制機將具有高溫高壓的水蒸氣直接通入具有通氣道的高光模具型腔,使高光模具[3]的溫度提高,當模具的表面溫度達到高光注塑所需要的溫度時,停止通入水蒸氣,并立即向高光模具型腔通入高溫干空氣,去除由于高溫水蒸氣遇冷液化產生的附著在模具型腔表面的水,然后進行射膠、保壓等注塑環節,完成高光注塑。此方法直接加熱高光模具型腔表面及以下1mm左右厚度的模芯,因此大大縮短了模具加熱與冷卻的時間,提高了高光注塑的效率。通過大量實驗表明,此技術很好地解決了注塑件的各種缺陷,例如熔接痕、縮水、翹曲、流痕等[4],而且大大地節約能源,降低注塑成本,而且設備易于制造,價格便宜,易于進行全面推廣。
2 高溫水蒸汽直接加熱型腔的高光模具
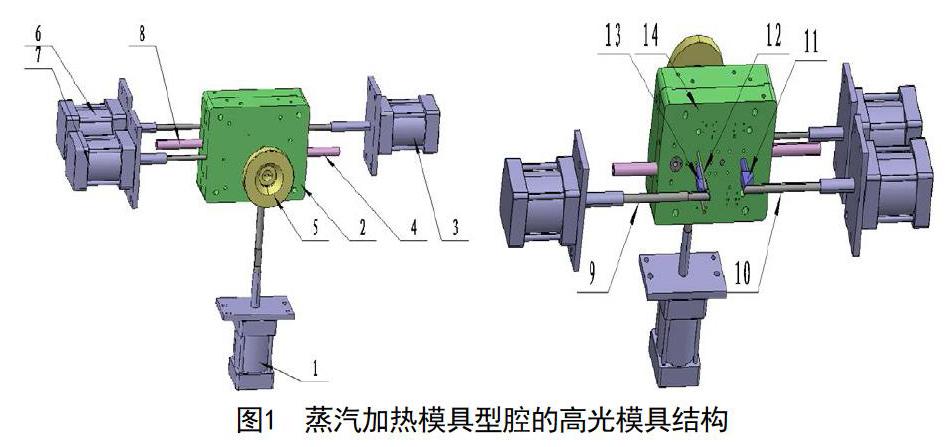
結構:蒸汽直接通入模具型腔的高光模具在結構上采用了一模一腔三板模的形式,其中高光模具模架采用45鋼,模芯采用高光模具鋼;圖1為高光模具詳細結構,其中圖1中的射嘴開關氣缸1、進出氣(汽)開關氣缸3、6和氣缸7都由高溫水蒸汽通入模具型腔加熱模具的模具溫度控制機控制,其中注塑件與注膠口之間通道的開合由氣缸7的動作控制;氣(汽)管8、4是高溫干空氣和水蒸氣的出口、進口通道;出口與進口的頂桿與封桿間為間隙配合,一般地此間隙為常用值0.04mm[6]。
工作原理:蒸汽通入模具型腔加熱模具的模具溫度控制機首先啟動進口通道與出口通道氣缸3、6,關閉控制射嘴通口的氣缸1和氣缸7,使由模具溫度控制機中產生的高溫水蒸汽直接進入高光模具模腔的表面,在加熱高光模具模腔一段時間以后,當模具型腔達到設定的溫度時,開啟小氣缸7,由模具溫度控制機產生的高溫干空氣由射嘴通入模具,將殘留在注膠口流道中的冷凝水吹除干凈,然后從進氣口繼續通入高溫干空氣,進一步將殘留在模腔表面的冷凝水完全吹除干凈,為了防止水分由注膠口噴出,通常需要使從進氣(汽)口通入高溫干空氣的時間比從注膠口通入高溫干空氣的時間晚一些,一般取1至2秒,干空氣必須通入兩次,第一次為氣缸3、6開啟帶動頂桿與封堵桿回位時,吹除其間隙中的水分,第二次為氣缸3、6閉合時帶動頂桿與封堵桿堵住進出氣(汽)口時,再從注膠口進氣(汽)口通入干空氣,防止頂桿、封堵桿間隙中的水分回流到模腔表面。當高光模具型腔中殘留水完全被去除后,把熔融狀態原料射入模腔,并進行保壓等注塑環節,直到注塑結束。在模具設計中為了減少預熱時間,或提高加熱速度,定模芯部分開設有兩條直流道,在預熱階段或高溫蒸汽通入模腔表面的時候,同時將高溫蒸汽通入流道中,待模具溫度達到穩定狀態時,可以適量減少蒸汽流量或關閉通道。這樣可以節省大量的熱能。
3 高光模具的制作技術
通過研究頂針孔與頂針、進排氣(汽)口與汽(氣)口封堵桿的間隙、型腔中模面面積與蒸汽用量的關系、進排氣(汽)孔位置與模面溫度分布、蒸汽加熱時間與高溫干空氣吹除時間的關系、細長比較大的定位柱與長形膠位及環形膠位對冷凝水殘留的影響等參數,得以下結論:
(1) 由于各種鋼材本身的熱脹系數有一定差別,如果按照傳統模具中頂針孔與頂針間隙取2個絲,那么自模面以下2mm厚度距離內,頂針孔對頂針將產生輕微的阻滯作用。對多種材料如45鋼、S136、NAK80、718、T80等鋼材互相配對的頂針與頂針孔的間隙進行注塑測試,發現在模面溫度100-115℃下,頂針孔間隙取3-4個絲既可保證不漏膠,又可保證頂針孔對頂針不產生運動阻礙,并且該間隙尺寸公差采用鉸刀就能夠很容易得到保證。
(2) 對模面面積與蒸汽用量之間關系進行的實驗表明,型腔容積大小和模面形狀對蒸汽需求量的影響不大,但模面面積與蒸汽需求量基本上成正比的關系。
(3) 進排氣(汽)孔位置對模面溫度分布有較大影響,并且排氣(汽)口位置直接決定型腔內是否有蒸汽冷凝水殘留。實驗發現,當進排氣(汽)口位置分別位于型腔的兩個對邊附近(汽/氣口邊與型腔邊緣保持不大于15mm)時,型腔內完全沒有水蒸汽或冷凝水殘留。
4 結論
高光注塑中,直接加熱高光模具型腔表面及以下1mm左右厚度的模芯,因此大大縮短了模具加熱與冷卻的時間,提高了高光注塑的效率。通過大量實驗表明,此技術很好地解決了注塑件的各種缺陷,例如熔接痕、縮水、翹曲、流痕等,而且大大地節約能源,降低注塑成本,而且設備易于制造,價格便宜,易于進行全面推廣。同時高溫水蒸汽通入模具型腔加熱模具技術得到的注塑件表面光澤度比要高很多,表面缺陷完全消除。該現使得模具加工時間減少,從而節約成本。目前的高光模具技術中,模面需拋光到鏡面級(Ra0.012);而本項目提出的蒸汽直接控溫加熱模面技術,模面拋光后的粗糙度為Ra0.8左右,基本上與傳統模具模面粗糙度相當。
參考文獻
[1]凌中水,余春暉,柴金龍,等.蒸汽直接加熱模具型腔的溫度控制系統的研究.機械科學與技術[J],2012,31(6):964-967.
[2]凌中水,李春波,孫亭亭,等.基于流體傳熱的高光注塑模溫機的開發.鹽城工學院學報[J],2015,28(3):21-25.
[3]伍曉宇,梁雄,李積彬,等.節能型無痕注塑模具及工藝[J].中國塑料,2009,23(5):110-112
[4]葛娜.高光注塑成型工藝及制品表觀質量控制研究〔D〕.南昌大學碩士論文,2009,06
[5]梁業興,余春暉,柴金龍等.蒸汽直接加熱模腔的高光注塑技術研究[J].工程塑料應用. 2013,39( 12):35-38
[6]蘆亞萍.熔接痕的形成機理及控制方法[J].模具工業, 2006,32(12): 61-64.