預切槽鏈刀切削溫度場分布特性
2016-08-02 03:26:26譚青易亮田澤宇陳力姚萍屏夏毅敏
鐵道科學與工程學報 2016年6期
關鍵詞:有限元
譚青,易亮,田澤宇,陳力,姚萍屏,夏毅敏
(1.中南大學 高性能復雜制造國家重點實驗室,湖南 長沙 410083;2.中國鐵建重工集團有限公司,湖南 長沙 410100;3.中南大學 粉末冶金研究院,湖南 長沙 410083)
?
預切槽鏈刀切削溫度場分布特性
譚青1,易亮1,田澤宇2,陳力2,姚萍屏3,夏毅敏1
(1.中南大學 高性能復雜制造國家重點實驗室,湖南 長沙 410083;2.中國鐵建重工集團有限公司,湖南 長沙 410100;3.中南大學 粉末冶金研究院,湖南 長沙 410083)
摘要:為了研究預切槽設備切削過程中鏈刀的溫度場特性,基于傳熱分析理論,運用了ABAQUS軟件建立鏈刀切削巖土介質的有限元模型,對其溫度場進行瞬態仿真,研究不同切削速度以及切削深度下鏈刀的溫度場分布。同時,在鏈刀切削性能測試試驗臺開展鏈刀切削巖土試驗,并利用紅外線溫度測溫儀對鏈刀切削溫度進行測量,以驗證預切槽鏈刀的溫度分布特性。仿真結果表明:切削巖土時,在刀刃前方和下方溫度變化明顯,刀尖部分溫度最高,整個溫度場由刀尖部分向刀內梯度減少;當切深一定時,速度越大,刀尖處的溫度越高;當切削速度一定時,切深越大,刀尖處溫度越高;切削巖土過程中,對一定速度不同切深下鏈刀前刀面和后刀面的溫度分布進行對比。對于前刀面,溫度的增量隨著切深的增加而減少;對于后刀面,溫度變化基本保持線性增加。
關鍵詞:預切槽刀;溫度場;有限元;切削

隧道預切槽機是80年代在法國、日本發展起來的隧道預切槽施工技術中的關鍵設備,其作用是用特制的鏈刀沿隧道斷面周邊連續切割出一條厚約數十厘米深的窄槽,同時應用和切刀一體化的混凝土灌注設備注入混凝土,從而形成一個連續的起預先支護作用的混凝土殼體。然后在該混凝土殼體的支護下進行工作面機械挖掘。鏈刀是預切槽機上進行巖槽開挖的關鍵部件,其工作狀況直接關乎開挖效率以及開挖的可靠性和安全性;在開挖過程中,鏈刀因與巖土發生摩擦而產生摩擦熱,使得鏈刀溫度升高,在刀體內部產生溫度梯度和不均勻熱膨脹,鏈刀溫度過高也會造成預切槽鏈刀內產生很高的熱應力并出現熱裂紋,導致刀具回火變軟,焊接合金塊受熱不均勻脫落,甚至出現斷刃現象,這些因素綜合導致鏈刀的失效。掌握鏈刀切削過程中刀具溫度場分布特性,提高刀具使用壽命是研究的一個重點。目前,關于刀具切削的熱應力問題主要集中在研究金屬的切削[1-5],而對切削巖土時刀具的溫度場分析很少,邵芳[6]對難加工材料切削刀具磨損的熱力學特性進行了研究。陽啟華等[7]通過數值仿真技術對直角自由切削過程中刀具的溫度場進行了模擬,通過改變刀具前角得到刀具前角對切削溫度的影響規律。Cho等[8-9]利用有限元法對TBM刀具切削過程中的受力、能耗等進行了數值研究,并通過直線切割實驗臺進行了相關驗證。譚青等[10]研究了盾構滾刀切削過程中的熱力耦合作用,并得出相關結論。上述關于刀具切削時溫度場以及熱應力的研究對于鏈刀的研究具有很好的參考價值,但由于鏈刀的切削方式、切削工況以及自身結構均不同于金屬切削過程。文中采用數值分析法[11-12],建立鏈刀切削巖土二維模型,從微觀出發,研究鏈刀在不同切深以及速度下切削巖土介質的動態過程,揭示預切槽鏈刀切削時熱應力分布,為預切槽鏈刀的設計和工程施工提供指導。
1鏈刀切削溫度分布模型的建立
預切槽刀具按一定方式布置在工作頭上的鏈板上,如圖1(a)所示。在工作頭的帶動下鏈刀對巖土介質進行切削。鏈刀切削巖土時,熱量的產生主要是由于切削過程中鏈刀的前刀面與切屑、后刀面與巖土表面之間的摩擦以及巖土的少量塑性變形耗散能量造成的。局部能量耗散產生的熱量在切削過程中沒有足夠的時間擴散出去,也會導致鏈刀溫度升高。切削過程熱傳導模型如圖1(b)所示。在鏈刀內部的溫度總結為以下4個因素決定:1)預切槽的初始溫度;2)由于巖土與鏈刀的摩擦消耗機械功而引起的溫升;3)由于來自巖土的熱傳導而引起的溫升;4)由于對流和熱輻射引起的溫度降低。

(a)鏈刀實物圖;(b) 鏈刀切削過程的熱源模型圖1 鏈刀Fig.1 Chain cutter
在連續穩定的切削過程中,根據Jaeger[13]的分析和實驗驗證,可以近似認為切削破碎產生的熱量在工作面上均勻分布,鏈刀與巖屑接觸區可以看作穩定的面熱源,而且鏈刀內部并無內熱源存在(Q=0)。根據Fourier傳熱定律和能量守恒定律,可以建立傳熱分析問題的控制方程,即鏈刀的瞬態溫度場導熱微分方程
(1)
根據預切槽鏈刀的實際工況和三類傳熱邊界條件來求其定解
初始條件,也叫Dirichet條件,在邊界上給定初始溫度值:
T(x,y,z)=T0
(2)
給定對流換熱的Neumann條件,鏈刀與水霧發生傳熱:
(3)
在鏈刀與巖土的摩擦面上,給定熱流密度的Neumann條件:

2鏈刀切削溫度場分析
2.1有限元建模
采用ABAQUS有限元軟件對鏈刀切削巖土進行模擬分析,數值模擬計算時假定:鏈刀和巖土均為均質各向同性;巖土介質采用擴展的Drucker-Prager材料模型[14]。在建立有限元模型時對鏈刀和巖土均采用八節點熱耦合六面體形式的三維實體單元(C3D8RT),為了減少計算量,提高效率和精度,只對工件切削附近部分的網格進行了細化。考慮接觸問題,在鏈刀的前后刀面與巖土表面之間設置通用接觸。定義一個參考點,將鏈刀與參考點綁定,以保證鏈刀的速度和切深都能均勻有效他加載。巖土底部采用Encastre完全約束。鏈刀和工件的初始溫度都為室溫20 ℃。
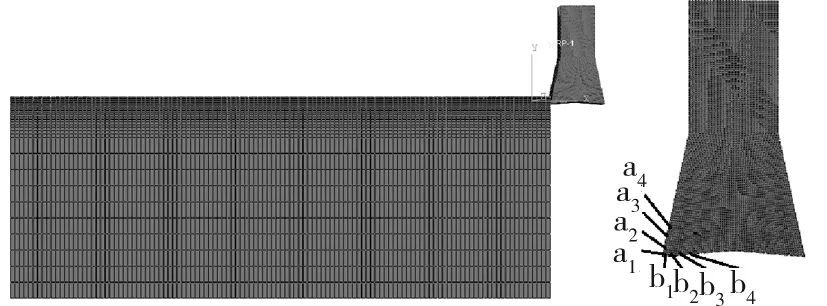
圖2 切削模型Fig.2 Model of cutting
由于鏈刀在切削過程中其內部的熱量和溫度不斷發生變化,所以在進行鏈刀溫度場分析時采用瞬態溫度分析法。本文主要研究的是鏈刀切深以及速度對鏈刀溫度場的影響,為與試驗情況一致,數值模擬分析時,切深分別為:3,6,9和12mm;切削速度分別為:15,20,30和40mm/s。
2.2仿真結果及其分析
根據預切槽鏈刀切削模型,得到鏈刀在不同切削速度,不同切深下的溫度分布如圖3~4所示。溫度變化劇烈處主要集中在刀尖,只對鏈刀的刀尖部分進行放大觀察。圖3所示切深為6mm時不同速度下的鏈刀溫度分布。圖4所示切削速度為20mm/s時不同切深下的鏈刀溫度分布。從圖3~4中明顯可以看出,在相同切深下,切削速度越大鏈刀的刀尖最高溫度越高;相同速度下,切深越大鏈刀刀尖的溫度越高;速度一定時切深的增加會導致鏈刀刀尖處被巖土包裹,散熱相對變得困難,從而也會造成溫度的升高。從仿真圖中可以看出,當速度增加到40mm/s或切深增加到12mm時,后刀面的高溫范圍比前刀面要大,且接近刀尖溫度。對于切深和速度的增加,會使得后刀面的溫度不容易擴散出去,在表面集聚后溫度升高。

(a)切削速度=15 mm/s;(b)切削速度=40 mm/s圖3 切深=6 mm時不同速度下的鏈刀溫度變化Fig.3 Temperature change of the cutter under different cutting speed at cutting depth of 6 mm
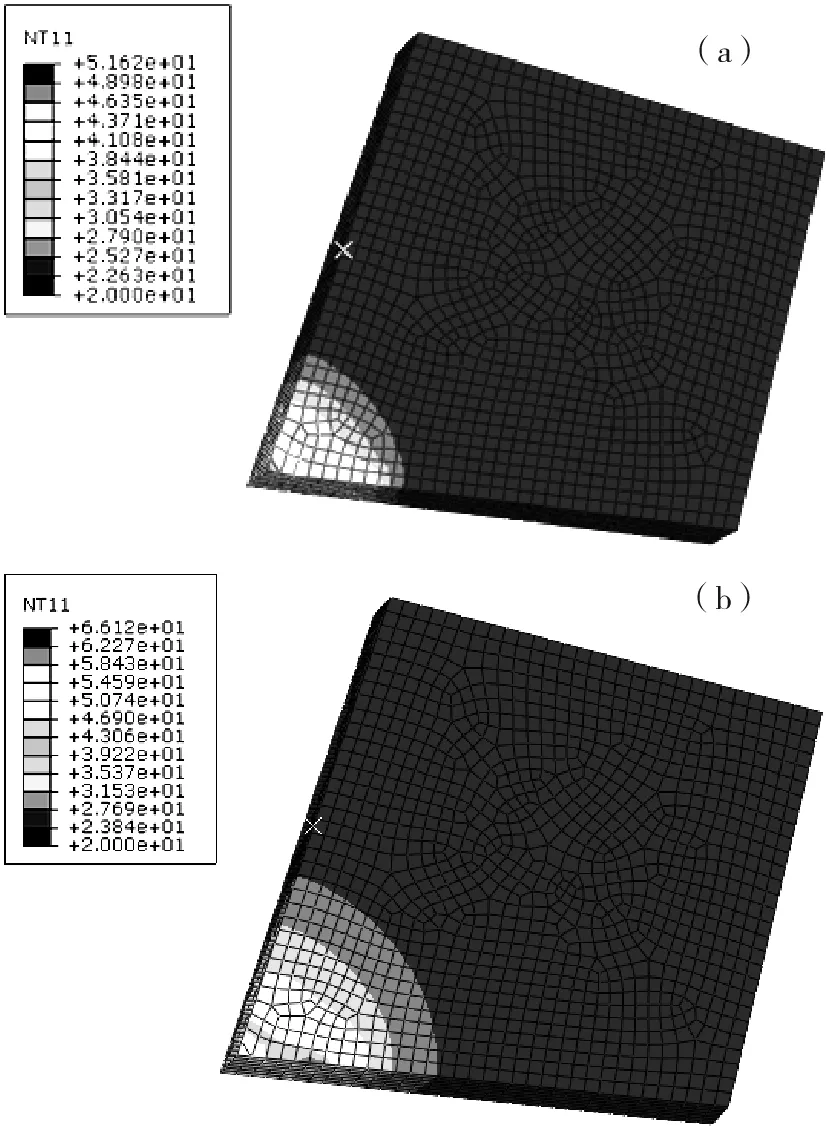
(a)切深=3 mm;(b)切深=12 mm圖4 切削速度=20 mm/s時不同切深的鏈刀溫度變化Fig.4 Temperature change of the cutter under different cutting depth at cutting speed of 20 mm/s
為了研究鏈刀的前后刀面溫度的變化規律,在鏈刀的前刀面設置a1~a44個采樣點,后刀面設置b1~b44個采樣點。采樣點的分布從刀尖向前后刀面等間距延伸,并處于同一個平面內,前后刀面的1號采樣點在同一個單元的不同表面上,見圖2。通過這些點的溫度來間接的了解預切槽刀的溫度分布變化情況。圖5~6所示為不同切深和速度下前刀面4個采樣點的溫度變化曲線。隨著切深以及切削速度的增加,鏈刀前后刀面的溫度都有明顯的升高。如圖5(a)所示,當切削速度為20mm/s時,前刀面溫度的增長量隨著切深的增加而逐漸減小,比如當切深從3mm升到6mm時,溫度增量為6.03 ℃;切深從9mm升到12mm時,溫度增量為3.85 ℃,溫度增量減少了2.18 ℃;對于不同點的溫度變化趨勢大體相同,不同節點之間雖然距離一樣,但從圖中可以看出不同節點之間的溫度差從刀尖往外越來越大;圖5(b)所示,對于同樣情況下的后刀面溫度增長基本保持恒定;后刀面隨著切深的增加溫度也基本呈線性增加,并且越靠近刀尖,溫度曲線斜率越大,溫度的增長速度也就越大。
如圖6所示,當切深一定切削速度變化的時候,前后刀面的溫度基本與同一速度下不同切深時溫度的變化規律一致。呂丹[15]研究認為,在切削過程中摩擦對熱量的影響遠遠大于剪切對熱量的影響。當切削速度一定,切深增加的時候,溫度的變化量主要來自于巖土與鏈刀之間的摩擦。鏈刀前刀面的溫度增量隨著切削速度的增加而線性變小。鏈刀后刀面的升溫主要來源于鏈刀后面與巖土之間的摩擦熱,從而可近似看作鏈刀后刀面的溫度與切削速度和切深呈正比關系。所以,當切削速度或切深增加時,鏈刀后刀面溫度呈線性增加。
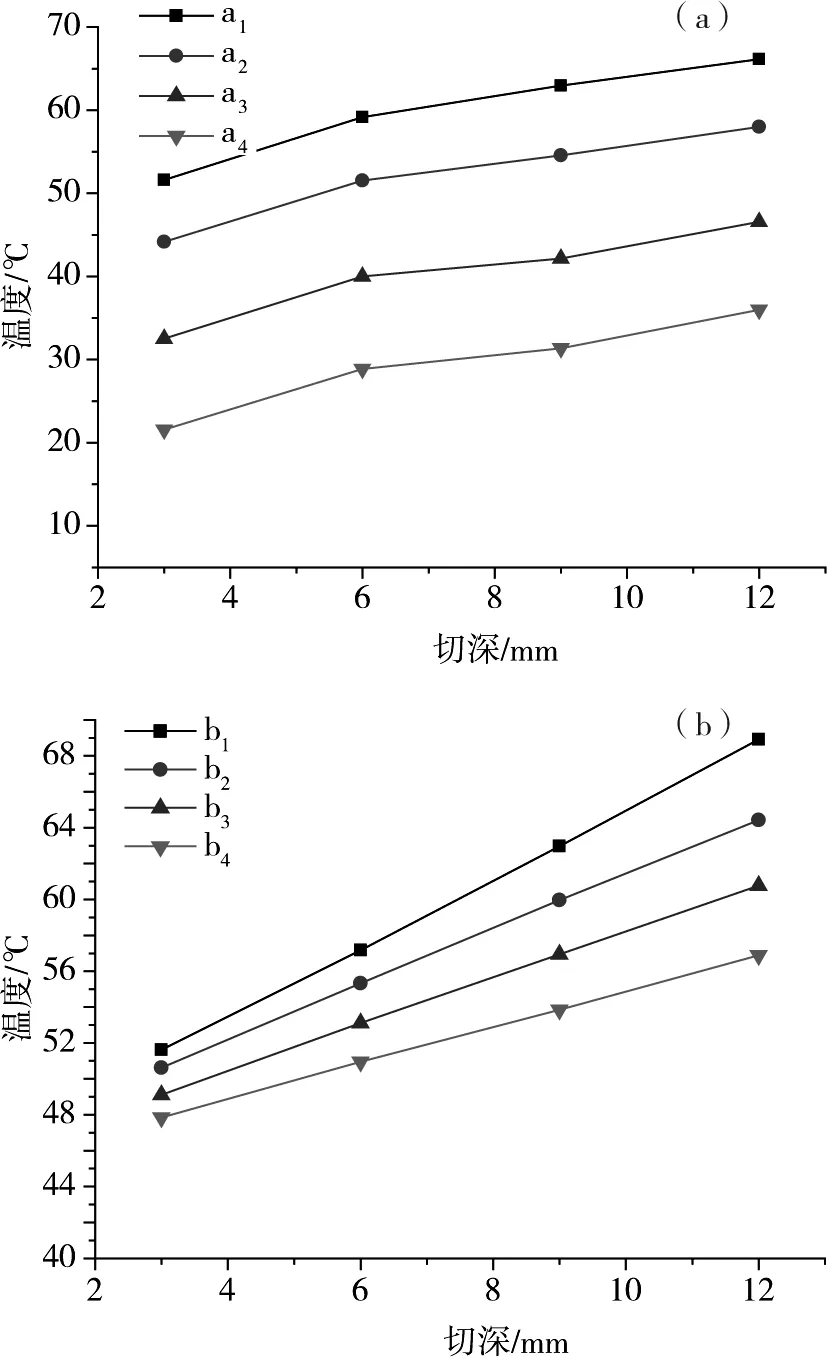
(a) 鏈刀前刀面溫度;(b) 鏈刀后刀面溫度圖5 切削速度=20 mm/s時不同切深的鏈刀溫度變化Fig.5 Temperature change of the cutter under different cutting depth at cutting speed of 20 mm/s
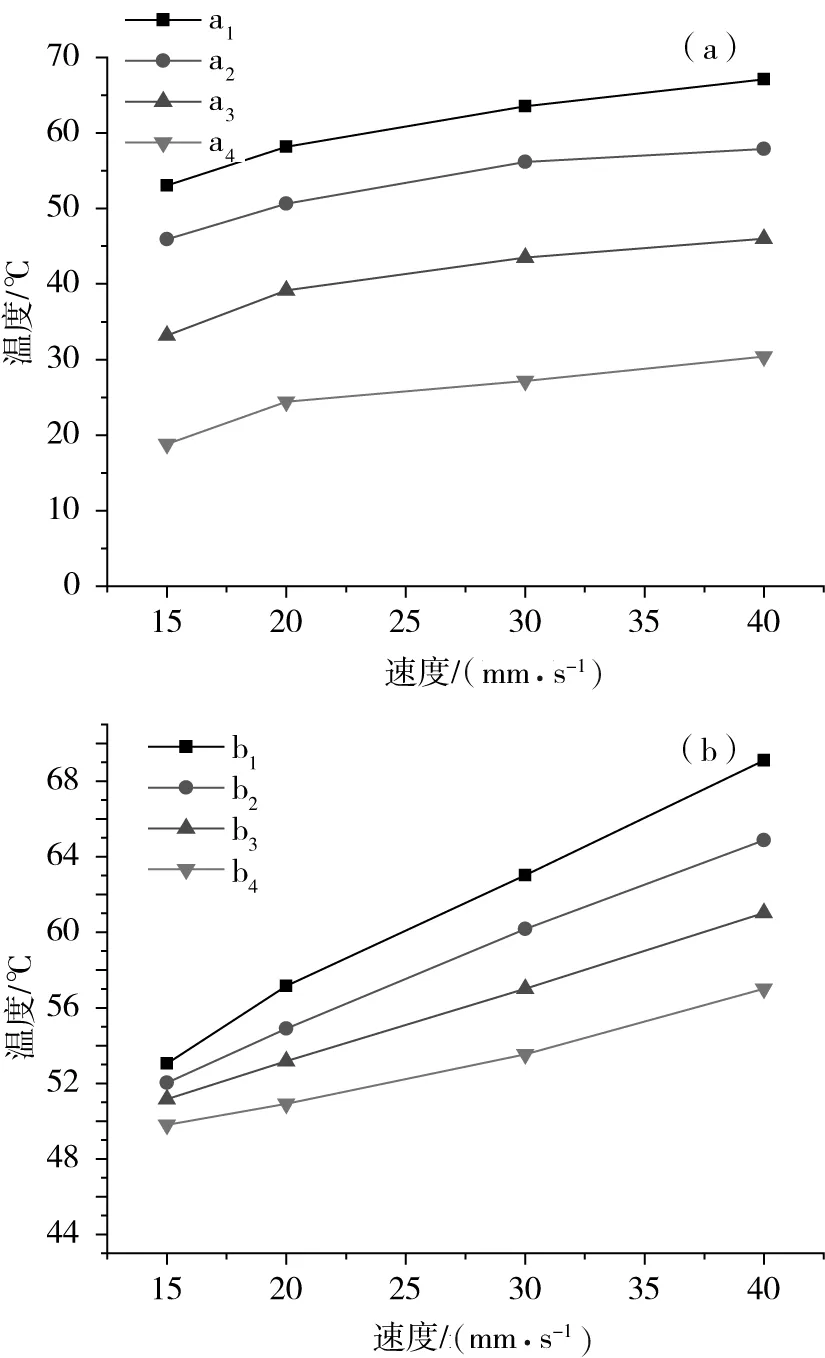
(a) 鏈刀前刀面溫度;(b) 鏈刀后刀面溫度圖6 切深=6 mm時不同切削速度的鏈刀溫度變化Fig.6 Temperature change of the cutter under different cutting speed at cutting depth of 6 mm
3試驗驗證
3.1試驗裝置
由于巖土掘進過程中鏈刀工作條件十分惡劣,想要直接而準確地獲取鏈刀工作面的溫度十分困難。紅外能量特征差異可以反映溫度差異,根據這一物理現象,本文將滾刀試驗臺進行改進開展了鏈刀切削巖土的試驗,并利用紅外線溫度測溫儀對鏈刀切削的溫度進行了測量,如圖7所示。
3.2試驗結果及其分析
在溫度測量中,利用紅外熱像儀對不同切深以及切削速度下鏈刀溫度進行了測量。得到不同切深以及速度下鏈刀表面的溫度場分布,以驗證鏈刀的溫度模型以及仿真結果。切深取值為3,6,9和12mm。切削速度取值為15 , 20, 30和40mm/s。由于鏈刀在切削過程中,掘進產生的熱量集中在尺寸有限的刀刃部分,致使刀刃溫度急劇升高,為了觀察鏈刀在不同切深下的溫度值,在盾構試驗臺上進行了4種不同切深下的巖土切削實驗,在鏈刀切削相同距離后,分別用紅外成像儀測量刀刃切削區域的平均溫度和最高溫度。統計不同工作參數下預切槽鏈刀切削時溫度場的分布情況如圖8~9所示。

(a) 整體實驗臺;(b) 單個鏈刀切削放大圖圖7 實驗設備Fig.7 Laboratory equipment
為了測量的精確性,在鏈刀充分接觸巖土即將切削時開始測量拍照。圖8所示,最高溫度主要集中在刀尖切削巖土處,并由刀尖向刀體內逐漸減 弱。當切深一定時,隨著切削速度的增加,鏈刀刀尖處的最高溫度明顯增加,切削速度從15mm/s上升40mm/s時,刀尖最高溫度由49.4 ℃上升到57.4 ℃;并且隨著切削速度的增加,溫度升高速度變緩。圖9所示,當切削速度一定時,切深的不斷增加同樣也導致預切槽刀尖處溫度的增加;并且切入一定深度后,預切槽刀的溫度達到一定的穩定狀態,這是由于切入一定深度后,切入巖土中的刀體被巖土包住,不便于散熱,溫度達到一個相對較高的穩態值。
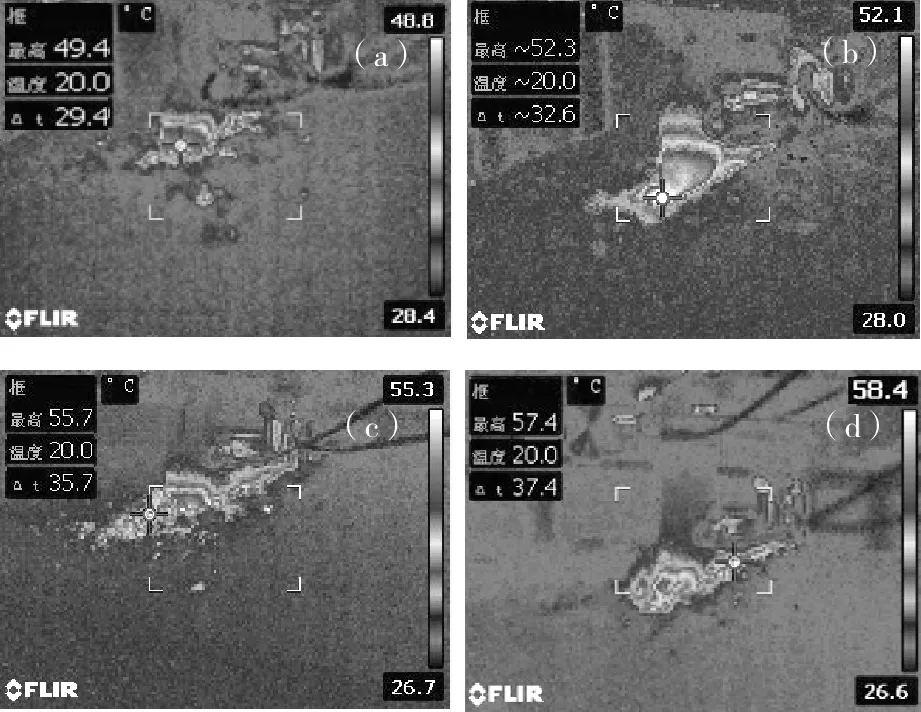
(a)切削速度=15 mm/s;(b)切削速度=20 mm/s;(c)切削速度=30 mm/s;(d)切削速度=40 mm/s圖8 切深=6 mm時不同切削速度預切槽刀溫度場分布圖Fig.8 Temperature change of the cutter under different cutting speed at cutting depth of 6mm

(a)切深=3 mm;(b)切深=6 mm;(c)切深=9 mm;(d)切深=12 mm圖9 切削速度=20 mm/s時不同切深預切槽刀溫度場分布圖Fig.9 Temperature change of the cutter under different cutting depth at cutting speed of 20 mm/s
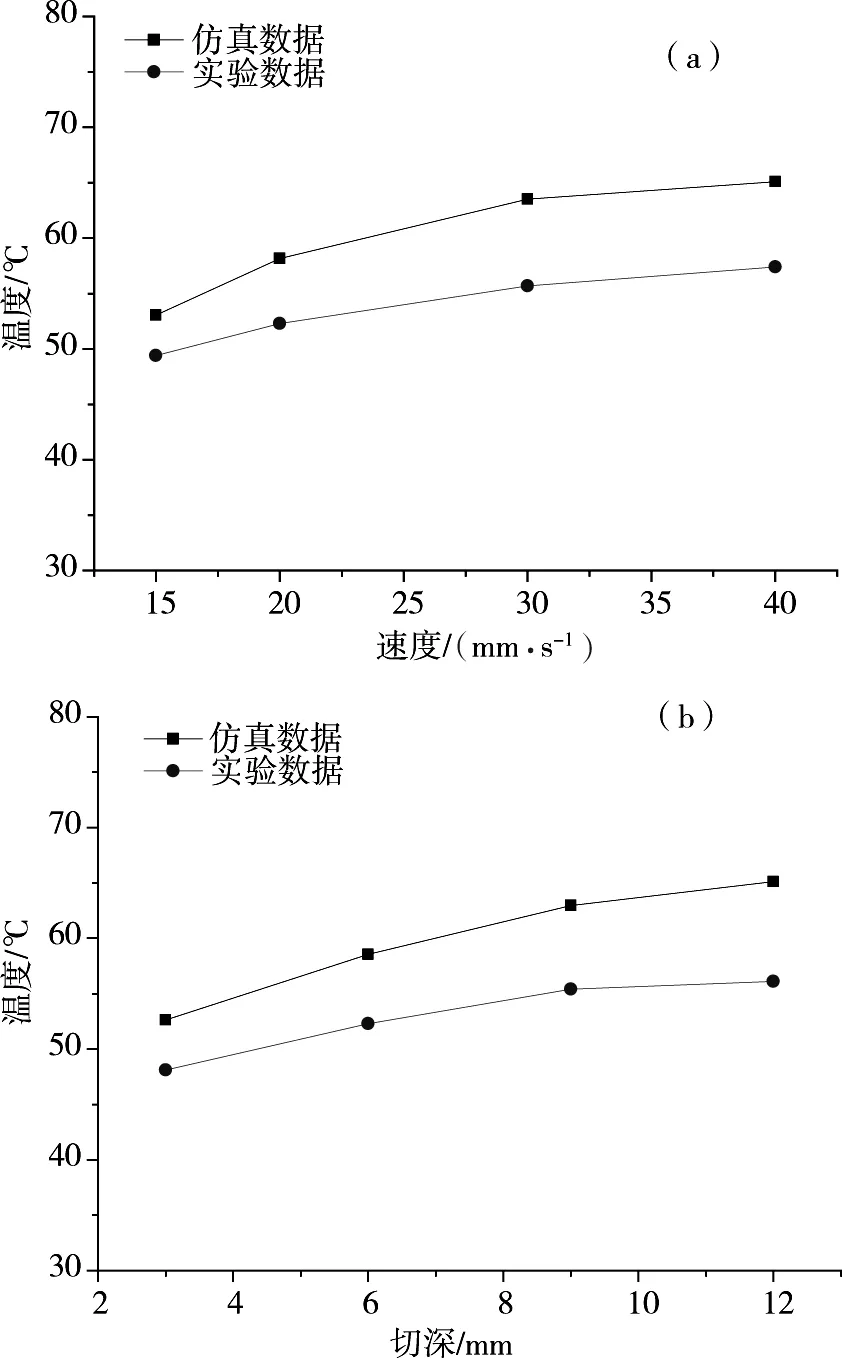
(a) 切深=6 mm;(b) 速度=20 mm/s圖10 仿真數據和實驗數據的鏈刀溫度場分布對比圖Fig.10 Contrast of simulation data and experimental data of cutting temperature
上述測量結果與相應仿真得到的溫度對比見圖10。由圖10(b)可知鏈刀刀體的溫度隨著切深的增大而升高。仿真的溫度總體走勢與實驗基本保持一致,仿真值平均高于測量值5 ℃左右。原因可能是仿真中各個參數都理想化,溫度變化不會受環境影響,而實驗數據受環境影響較大所致。
4結論
1)鏈刀切削巖土時,在刀刃前方和下方都有巖土發生破壞且溫度有明顯上升,刀尖部分溫度最高,溫度由刀尖向刀內逐漸降低;
2)鏈刀切削巖土過程中,鏈刀的切削速度和切深都能影響鏈刀的溫度場,主要影響規律為:當切深一定,切削速度越大,刀尖處的溫度越高,切削速度從15mm/s上升40mm/s時,刀尖溫度由49.4 ℃上升到57.4 ℃;當切削速度一定,切深越大,刀尖處溫度越高,切深從6mm增加到12mm時刀尖溫度升高了15 ℃。
3)鏈刀切削巖土過程中,對于前刀面,溫度的增量隨著切深的增加而減少;對于后刀面,溫度變化基本保持線性增加。
參考文獻:
[1]FazarA,PaulTM,SheikhMA.Anexperimentalandcoupledthermo-mechanicalfiniteelementstudyofheatpartitioneffectsinmachining[J].TheInternationalJournalofAdvancedManufacturingTechnology,2010, 46(5-8):491-507.
[2] 汪世溢,滿忠偉,方勇.金屬切削刀具后刀面的切削熱研究[J].工藝與檢測,2011(1):92-96.
WANGShiyi,MANZhongwei,FANGYong.Researchoncuttingheatoftheflankinmetalcutting[J].TechnologyandTest,2011(1):92-96.
[3] 胡艷艷. 高速切削溫度場建模仿真與試驗研究[D].南京:東南大學,2009.
HUYanyan.Modelingandsimulationofhighspeedmachiningtemperaturefield[D].Nanjing:SoutheastUniversity,2006.
[4] 劉立強,趙剛.切削溫度的理論計算[J].佳木斯大學學報,2008,26(5):608-610.
LIULiqiang,ZHAOGang.Thetheoreticalcalculationofcuttingtemperature[J].JournalofJiamusiUniversity, 2008,26(5):608-610.
[5] 孫雅洲,劉海濤,盧澤生.基于熱力耦合模型的切削加工殘余應力的模擬及試驗研究[J].機械工程學報,2011,47(1):87-193.
SUNYazhou,LIUHaitao,LUZesheng.Finiteelementsimulationandexperimentalresearchofresidualstressesinthecuttingbasedonthecoupledthermo-mechanicalmodel[J].JournalofMechanicalEngineering, 2011,47(1):187-193.
[6] 邵芳.難加工材料切削刀具磨損的熱力學特性研究[D].濟南:山東大學,2010.SHAOFang.Thermodynamicscharacteristicsoftoolwearwhencuttingdifficult-to-machinematerials[D].Jinan:ShandongUniversity, 2010.
[7] 陽啟華,杜茂華,蔣志濤.基于ABAQUS的金屬切削過程中刀具溫度場模擬研究[J].工具技術,2008,42(11):31-33.
YANGQihuaDUMaohua,JIANGzhitao.IntheprocessofmetalcuttingtooltemperaturefieldbasedonABAQUSsimulation[J].JournalofToolTechnology, 2008,42(11):31-33.
[8]ChoJ,JeonS,JeongH,etal.EvaluationofcuttingefficiencyduringTBMdisccutterexcavationwithinaKoreangraniticrockusinglinear-cutting-machinetestingandphotogrammetricmeasurement[J].TunnellingandUndergroundSpaceTechnology, 2013, 35: 37-54.
[9]PrajapatlVK.ModelingofrockfailureunderPDCcutterbasedonlabexperiments[D].Lubbock:TexasTechnologyUniversity, 2011.
[10] 譚青,呂丹,夏毅敏,等.泥餅工況下盾構刀盤熱-力耦合分析[J].重慶大學學報,2013,36(10):61-66.TANQing,LüDan,XIAYimin,etal.Thermo-mechanicalcouplinganalysisofshieldcutterheadundermudcakecondition[J].JournalofChongqingUniversity, 2013,36(10):61-66.
[11] 孔祥謙.有限元法在傳熱學中的應用[M].北京:科學出版社,1998:4-9.
KONGXiangqian.Finiteelementmethodintheapplicationofheattransfer[M].Beijing:SciencePress,1998:4-9.
[12]PaulGehwolf.Numericalmodellingofthesmallscalerockcuttingtest[J].BHMBergundHüttenm?nnischeMonatshefte,2015(11).
[13]JaegerJC.Movingsourcesofheatandthetemperatureatslidingcontacts[J].ProcRoyalSocofNewSouthWales, 1942,76:2103-2138.
[14] 賈彥杰,蔣 平,童 華.基于Drucker-Prager準則的擴孔器單齒正交切削巖土三維力學模型[J].巖土力學, 2013,5,34(5):1429-1436.
JIAYanjie,JIANGPing,TONGHua. 3DmechanicalmodelingofsoilorthogonalcuttingunderasinglereamercutterbasedonDrucker-Pragercriterion[J].RockandSoilMechanicsMay2013,34(5):1429-1436.
[15] 呂丹.盾構切刀摩擦磨損特性研究[D].長沙:中南大學,2012.
LüDan.Frictionandwearcharacteristicsresearchofshieldmachinecutter[D].Changsha:CentralsouthUniversity,2012.
* 收稿日期:2015-10-30
基金項目:國家科技支撐計劃項目(2013BAF07B06)
通訊作者:譚青(1955-),男,湖南長沙人,教授,博士,從事巖石切削機理研究工作;E-mail:jds-share@163.com
中圖分類號:TP391.9;U25
文獻標志碼:A
文章編號:1672-7029(2016)06-1199-07
The analysis of the cutting temperature field by pre-cutting machine cutter
TAN Qing1, YI Liang1, TIAN Zeyu2,CHEN Li2, YAO Pingping3, XIA Yimin1
(1.StateKeyLaboratoryofHighPerformanceComplexManufacturing,CentralSouthUniversity,Changsha410083,China;2.ChinaRailwayConstructionHeavyIndustryCo.Ltd,Changsha410100,China;3.PowderMetallurgyResearchInstituteofCentralSouthUniversity,Changsha410083,China)
Abstract:To study the cutting tools’ thermal characteristics of groove pre-cutting devices in the process of cutting work, a cutting geo material FE model is set up by applying FE method with the basic theory of heat transfer analysis of cutter. A method of transient simulation of the thermal field is presented, and the thermal field distribution of cutting tools is obtained with the different cutting speed and cutting depth. At the same time, chain cutter cutting performance test experiment platform is used to carry out the experiment of chain cutter.Infrared temperature thermometer was used to measure the cutting temperature so as to verify the cutting temperature field. The simulation results show that when cutting rock and soil, in front and bottom of the cutting edge,the temperature goes up apparently, with highest in the front and decreasing from the point to inside in a gradient shape. When the depth of cutting is fixed, the faster the speed, the higher temperature of the point. when the speed is fixed , the deeper the cutting depth, the higher temperature of the point. This paper has compared rake face with flank under the same speed with different cutting depth. It is found that the increment of temperature decreased with the increase of cutting depth for the rake face; while for the flank, temperature increases linearly.
Key words:pre-cutting machine cutter;temperature field; infinite element;cutting
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18