消失模白區鍋爐控制系統設計及在GCr15SiMn軸承鋼生產的應用
2016-07-29 07:46:19安陽職業技術學院河南安陽455000
安陽工學院學報 2016年4期
郭 娟(安陽職業技術學院,河南安陽455000)
消失模白區鍋爐控制系統設計及在GCr15SiMn軸承鋼生產的應用
郭 娟
(安陽職業技術學院,河南安陽455000)
摘要:根據工廠的實際水平情況實現生產設備與生產流程的優化匹配,在符合實際生產要求的情況下最大限度地降低生產成本。針對蒸汽鍋爐過熱汽溫和壓力對象較差的動態特性,基于PLC和觸摸屏技術的GCr15SiMn軸承鋼鑄造溫度與工藝控制系統,顯著細化了GCr15SiMn軸承鋼鑄造后的顯微組織,改善了GCr15SiMn軸承鋼鑄造后的力學性能和耐磨損性能,具有較好的工業應用價值。
關鍵字:消失模白區;控制系統;GCr15SiMn軸承鋼;耐磨損性能
D01:10.19329/j.cnki.1673-2928.2016.04.006
隨著現代化鑄造行業的飛速發展與改革,對鍋爐運行的安全性和經濟性提出越來越高的要求,但因為蒸汽鍋爐過熱汽溫和壓力對象較差的動態特性,具有大延遲和滯后等特征,導致在鍋爐變負荷調峰運行時,加大了蒸汽鍋爐汽溫和壓力控制的難度[1]。
1優化PI控制
以往預測和改善鑄造坯料的性能時,采用構建本構方程或進行回歸分析時誤差較大,推廣能力差,其精確度浮動性比較大。
在有“噪聲數據”的情況下,式中包括比例與積分項,而忽略了微分項,這樣有利于提高蒸汽鍋爐系統控制的穩定性。這主要是由于微分項對輸入的高頻信號有放大作用。在本文設計的控制算法中,控制系統參數辨識與優化PI控制器的設計必須是相互獨立的。

圖1 蒸汽鍋爐溫度控制系統結構框圖[3]
2溫度與壓力控制系統設計
要求蒸汽鍋爐出口蒸汽溫度不管在任何階躍擾動下具有很好自平衡能力和較高的穩定性,但是由于任何一個控制參數的改變,都有可能直接或間接影響到蒸汽鍋爐出口的蒸汽溫度,這樣就使得蒸汽鍋爐溫度控制的動態過程十分繁瑣[2],同時又可以合理分配一、二級減溫水流量;又因為蒸汽溫度隨蒸汽流量增加而下降,從而使末級蒸汽鍋爐入口蒸汽溫度降低,減少了蒸汽流量,使末級蒸汽鍋爐出口蒸汽的溫度呈現上升的趨勢,減少蒸汽流量對蒸汽鍋爐出口蒸汽溫度影響。這些方法的精度往往取決于模型選擇和參數的計算,都存在較大的計算誤差,這些工作又必須展開,因此使用新的方法研究金屬性能顯得尤為緊迫[3]。
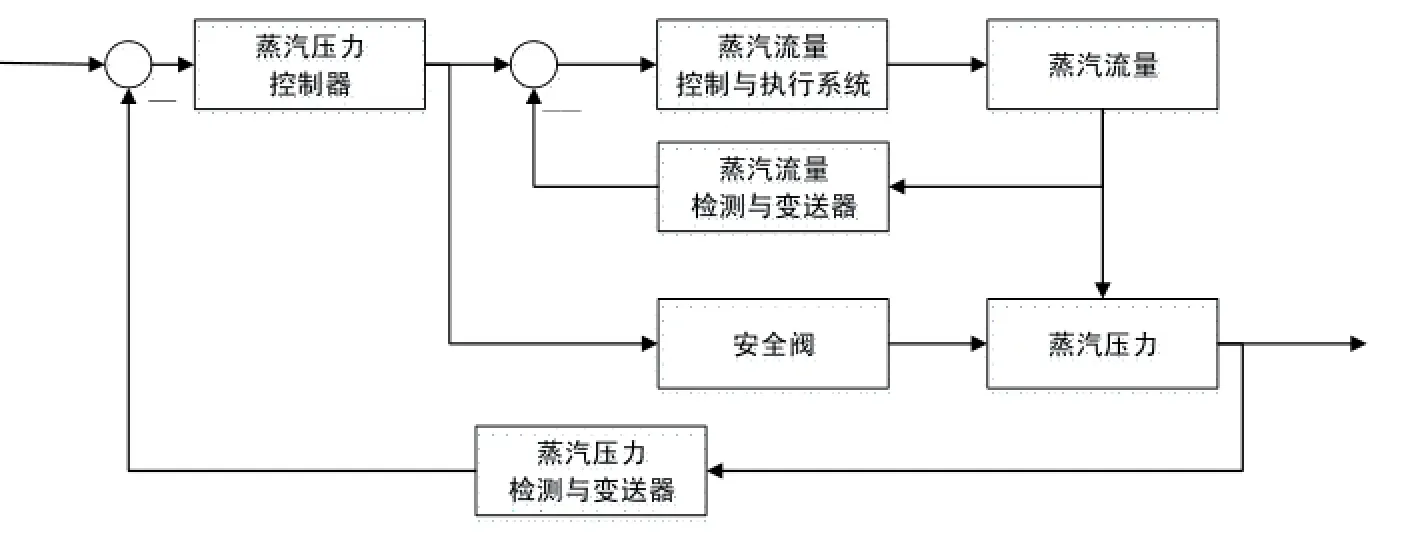
圖2 蒸汽鍋爐壓力控制系統結構框圖[3]
同時,在蒸汽溫度與流量控制與執行系統中加入了噴水降溫減壓系統,其主要目的是出于安全和輔助的角度,因此該噴水系統設計相對比較明確,即再熱汽溫和壓力設定值與測量值的偏差經PI調節器的控制輸出信號作為噴水降溫減壓閥門開度指令,這樣噴水系統的控制器也沒有必要設計SMITH預估器以及一些前饋信號。全隔離三相交流調壓模塊是由全隔離三相交流內部調壓模塊集三相電相位檢測、觸發電路、移相電路和三組反并聯單向可控硅于一體的模塊,通過4~20mA標準電流信號來自動控制和改變可控硅導通角從而實現三相負載電壓從0V到電網全電壓的無級可調,該系統中的裝置采用STY-380D35A及其配套使用的三相同步變壓器TB-3,通過上述裝置可以實現對系統溫度的連續智能控制[4]。在該系統中,由于通用A/D轉換模塊沒有溫度數據處理功能,溫度傳感器采集到的微弱模擬毫伏電信號不能直接送給PLC的A/D轉換模塊,必須通過外部溫度變送器將微弱溫度模擬信號進行放大、線性化處理和冷端補償,將處理后的信號送到A/D轉換模塊,經轉換模塊將信號轉換為可供PLC處理的規范數字信號。利用工業計算機可以實現全設備的控制,其實現基本是采用PLC連接計算機來監控和控制負載[5]。S7-300PLC是一款性價比較高的CPU,在S7-300PLC中可以將輸出的模擬量混合模塊即通用A/D轉換模塊SM332擴展,通過DIP配置單極性或雙極性的開關組態,設置A/D轉換為12位的不同輸入信號。
3控制系統對耐磨損性能的改善
未采用優化PI控制的GCr15SiMn軸承鋼鑄造試樣1和采用優化PI控制系統的GCr15SiMn軸承鋼試樣2的磨損試驗結果,如圖3所示。從圖3可以看出,與未采用控制系統的試樣1相比,采用控制系統的GCr15SiMn軸承鋼鑄造試樣2的磨損體積從72×10-3mm3減小至46×10-3mm3,減小了36%。由此可以看出,GCr15SiMn軸承鋼鑄造溫度與工藝控制系統的采用,顯著改善了GCr15SiMn軸承鋼的耐磨損性能。這主要是采用GCr15SiMn軸承鋼溫度與工藝控制系統,GCr15SiMn軸承鋼在鑄造過程中的溫度值更好的保持在設定范圍內,避免出現溫度過高造成鑄造后組織粗大。在基于PLC和觸摸屏技術的控制下,GCr15SiMn軸承鋼鑄造過程的溫度與工藝得到更為精準的控制,從而有效改善了GCr15SiMn軸承鋼鑄造后的耐磨損性能。
綜上所述,基于PLC和觸摸屏技術的GCr15SiMn軸承鋼鑄造溫度與工藝控制系統,顯著細化了GCr15SiMn軸承鋼鑄造后的顯微組織,改善了GCr15SiMn軸承鋼鑄造后的力學性能和耐磨損性能,具有較好的工業應用價值。
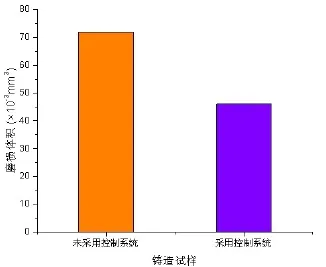
圖3 不同工藝下的GCr15SiMn軸承鋼磨損試驗結果
4結論
我國綠色鑄造技術發展戰略目標要求大力發展符合清潔生產與低碳經濟的鑄造技術,以提高生產效率,減小資源和能源消耗。本文根據工廠的實際水平情況實現生產設備與生產流程的優化匹配,基于PLC和觸摸屏技術的GCr15SiMn軸承鋼鑄造溫度與工藝控制系統,顯著細化了GCr15SiMn軸承鋼鑄造后的顯微組織,改善了GCr15SiMn軸承鋼鑄造后的力學性能和耐磨損性能,具有較好的工業應用價值。
參考文獻:
[1]言穆昀.張慶國.采用S7-200實現燃氣鍋爐自動控制[J].自動化與儀器儀表,2015,(187):20-21.
[2]劉暢.蒸汽鍋爐PLC控制系統的設計與實現[D].包頭:內蒙古科技大學.2014.
[3]盛軍.李貞.改進型消失模白區蒸汽溫度與壓力控制系統設計[J].鑄造技術,2015,36(9):2347-2349.
[4]茍元勛.鍋爐控制系統的優化設計與實現[J].蘭州:蘭州大學.2011:32-46.
[5]咸孟雄.基于PLC控制的減溫減壓裝置保護系統的研究[J].科技創新與應用.2015,(35):44.
(責任編輯:郝安林)
中圖分類號:TG249
文獻標志碼:A
文章編號:1673-2928(2016)04-0014-03
收稿日期:2016-03-01
作者簡介:郭娟(1980-),女,安陽職業技術學院講師,研究方向:材料性能及力學研究。
Design of EPC white Areas Boiler Control System and Production Applications of GCr15SiMn Bearing Steel
GUO Juan
(Anyang Vocational and Technical College,Anyang 455000,China)
Abstract:To achieve optimal matching of production equipment and production processes based on the actual situation of the factory level,in conformity with the requirements of the actual production to minimize production costs.For the dynamic characteristics of steam boiler pressure superheated steam temperature target poor,GCr15SiMn bearing steel casting temperature and process control systems PLC and touch screen technologybased,significantly refined microstructure after casting GCr15SiMn bearing steel,bearing steel casting improved GCr15SiMn after the mechanical properties and wear resistance,and has good industrial application value.
Key words:LFC white area;control system;GCr15SiMn bearing steel;wear resistance
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39