數控蝸桿砂輪磨齒機幾何誤差檢測與分析
2016-07-26 10:13:05鐘金童
裝備制造技術 2016年4期
關鍵詞:檢測
廖 琳,鐘金童
(重慶大學機械工程學院,重慶400044)
?
數控蝸桿砂輪磨齒機幾何誤差檢測與分析
廖 琳,鐘金童
(重慶大學機械工程學院,重慶400044)
摘要:分析數控蝸桿砂輪磨齒機結構,得出機床全部45項幾何誤差元素;使用球桿儀對機床平移軸及旋轉軸進行誤差檢測,得到四組機床運動圓軌跡,對機床整體幾何精度進行評估,分析得出平移軸為機床幾何誤差的主要來源,進一步得出影響平移軸精度的主要幾何誤差元素;最后基于機床幾何誤差特性,提出機床幾何誤差簡化補償策略,對快速提升機床幾何精度有一定的參考意義。
關鍵詞:數控蝸桿砂輪磨齒機;幾何誤差;球桿儀;檢測
齒輪行業向著高速、高精度化不斷發展,高端齒輪需求不斷增長。蝸桿砂輪磨齒加工作為高精度齒輪快速制造主要的手段和工藝方法正越來越受到重視。數控蝸桿砂輪磨齒機為實現蝸桿砂輪磨齒工藝的主要設備,可實現高精度、高效率的齒輪磨削加工,其加工能有效減小齒形誤差、實現齒廓修形、提高齒輪承載能力、降低傳動噪音,是小模數、大批量齒輪精加工的最佳選擇。雖然國內機床廠商在數控蝸桿砂輪磨齒機的研發上取得了突破,但在機床關鍵性能如加工精度上與國外機床有著一定的差距,市場一直為國外機床廠商所主導。機床誤差決定了機床的加工精度,由機床部件制造、裝配與運動等引起的幾何誤差占據機床誤差的20%~30%[1],對機床實際加工精度有著重要的影響,因此對數控蝸桿砂輪磨齒機幾何誤差進行研究具有重要的意義。
數控機床幾何誤差問題經過多年的不斷研究,研究人員提出了誤差防止與誤差補償這兩種基本方法[2]。誤差防止技術是通過提高零部件設計、制造和裝配精度來消除或減少可能出現的誤差源[3],但受到精度與成本的限制,該方法存在很大的局限性。現在機床誤差補償技術愈加受到重視,理論已經越來越成熟,但研究大多針對三軸數控機床,對于五軸加工中心及數控蝸桿砂輪磨齒機等含多個旋轉軸運動的五軸機床,幾何誤差補償技術尚未成熟。五軸數控機床相比傳統三軸機床結構更為復雜,在為加工帶來便利的同時,也會增加相應的技術難題[4]。這類機床幾何誤差模型過于復雜,模型解耦尚未形成統一有效的方法,幾何誤差元素的測量難度很大,缺乏快速高效的測量方法,同時在商用數控系統中實現旋轉軸誤差誤差補償也存在著困難,這些問題阻礙著幾何誤差補償技術在數控蝸桿砂輪磨齒機上的實際應用。
針對這些問題,對機床進行誤差檢測與分析,提出可快速應用于數控蝸桿砂輪磨齒機的幾何誤差簡化補償方案。首先分析數控蝸桿砂輪磨齒機結構,得出機床幾何誤差元素;然后使用球桿儀對機床幾何誤差進行快速測量,得出機床的主要誤差軸與主要幾何誤差元素;最終根據機床幾何誤差特性,簡化機床幾何誤差,提出可在機床上快速實現的幾何誤差補償方案。
1 機床幾何誤差元素
1.1數控蝸桿砂輪磨齒機結構分析
數控蝸桿砂輪磨齒機一般由齒輪磨削系統、砂輪修整系統與在機測量系統三部分組成,本文所研究數控蝸桿砂輪磨齒機具體結構如圖1所示,限于篇幅,只針對其齒輪磨削系統進行研究。
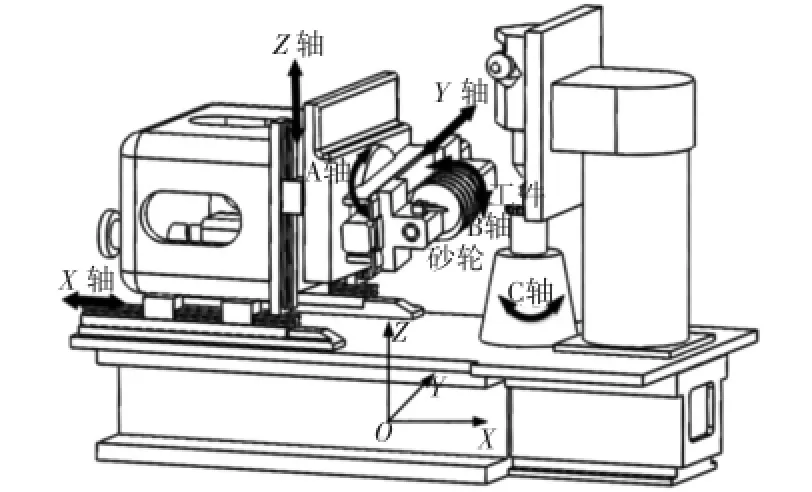
圖1 數控蝸桿砂輪磨齒機結構示意圖
數控蝸桿砂輪磨齒機通過蝸桿砂輪刀具與工件之間的相對運動實現齒輪高效磨削,蝸桿砂輪與工件的相對運動基于機床各個運動副的直線移動和旋轉轉動,機床磨削主要運動包括X向直線運動、Z向直線運動、A向擺動(調整蝸桿砂輪安裝角,加工時保持靜止)、Y向直線運動、B向旋轉運動以及C向旋轉運動。根據多體系統理論分析,機床拓撲結構有兩個分支:刀具分支和工件分支。刀具分支:床身-X向拖板-Z向拖板-A向擺動軸(A軸)-Y向拖板-刀具主軸(B軸)-滾刀;工件分支:床身-工件軸(C軸)-工件。上述機床運動件與機床床身、立柱等支撐件、刀具及工件一起構成它們和機床床身、滾刀、工件共同構成數控蝸桿砂輪磨齒機的基本機械結構。
1.2數控蝸桿砂輪磨齒機幾何誤差元素
對于一個運動的物體,存在著6個自由度,因此,也就相應存在6個幾何誤差元素,分為平動誤差與轉角誤差,平動誤差包括運動方向的定位誤差及兩個方向的直線度誤差,轉角誤差包括滾轉誤差、偏轉誤差及俯仰誤差。數控蝸桿砂輪磨齒機含X、Y、Z、A、B、C共計6個運動軸,以X軸為參考基準,機床6個運動軸各含6項幾何誤差元素,3個平移軸之間的3項垂直度誤差,每個旋轉軸存在著2個平行度誤差,因此機床幾何誤差元素共計45項,如表1所示。表中誤差變量符號中表示誤差,第一個字母表示誤差方向,下標表示誤差相關軸。
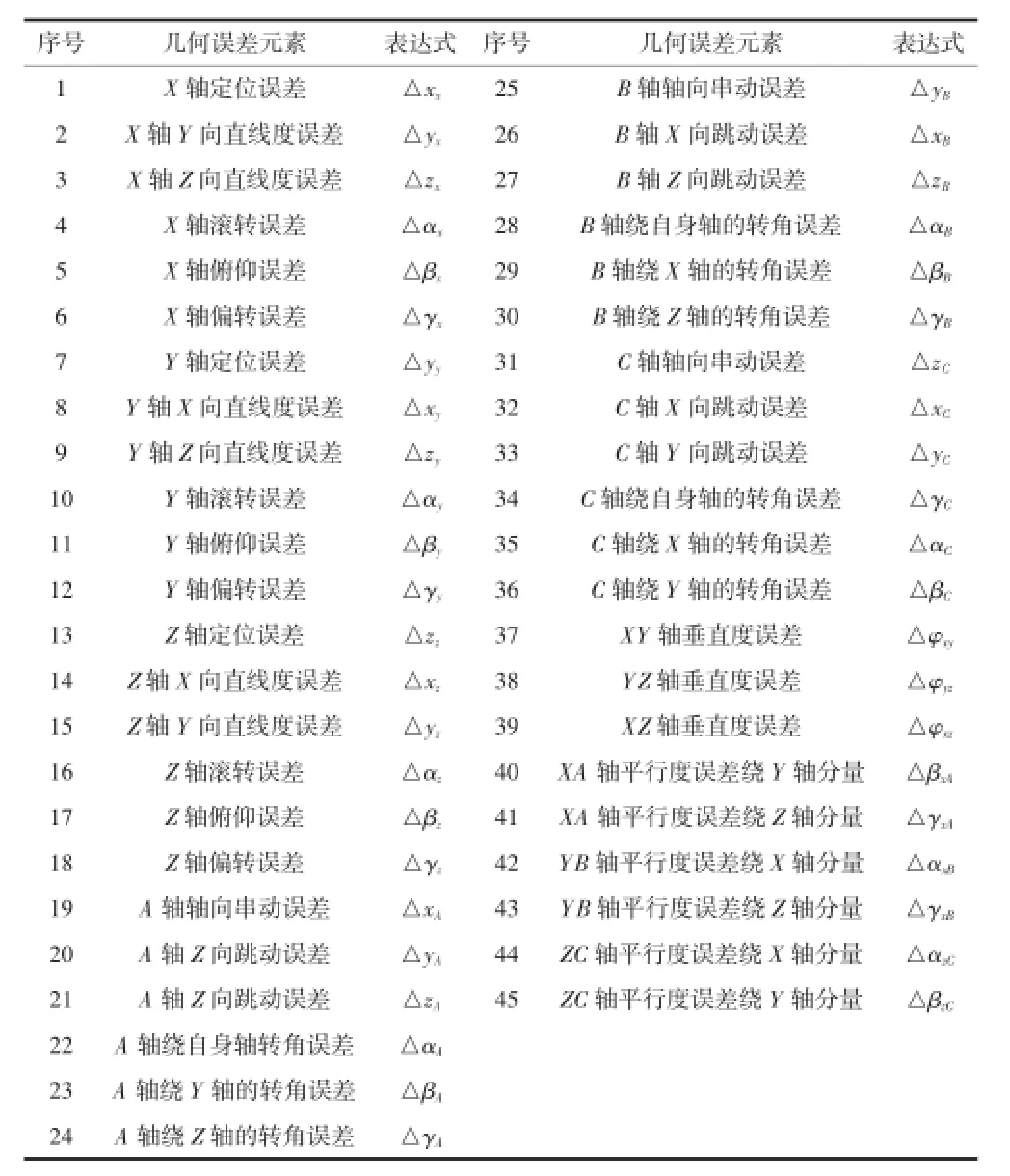
表1 數控蝸桿砂輪磨齒機幾何誤差元素
2 機床幾何誤差測量
目前針對多軸數控機床的幾何誤差檢測方法較多,主要測量工具有激光干涉儀、球桿儀、平面光柵。激光干涉儀測量精度高,但操作難度高,耗時長,同時設備成本高;平面光柵采用非接觸式測量,對環境適應性強,測試精度較高,但設備成本很高;球桿儀測量精度高,操作方便,檢測速度快,同時設備成本較低。綜合考量,選擇球桿儀對數控蝸桿砂輪磨齒機進行誤差測試。
2.1球桿儀測試原理
近年來,球桿儀被廣泛應用于數控機床動態精度評價和診斷[5],通過球桿儀圓測試能夠對機床整體精度進行評估,同時可識別出機床運動軸的多項幾何誤差元素。球桿儀基本結構如圖2所示,球桿儀通過兩個磁性球座與可伸縮球桿連接起來,球桿內部安裝有精密位移傳感器,位移傳感器兩端連接精密小球,在安裝完成后,球桿儀可精確感應兩小球球心距離的變化。將球桿儀一端安裝在主軸上,另一端固定于機床工作臺上,機床多軸聯動繞磁性球座端小球中心走圓軌跡,即可測試出機床實際運動圓軌跡,分析其與理想運動圓軌跡的偏差,即可對機床精度有一個整體的評估,同時得出機床運動軸誤差分布情況。
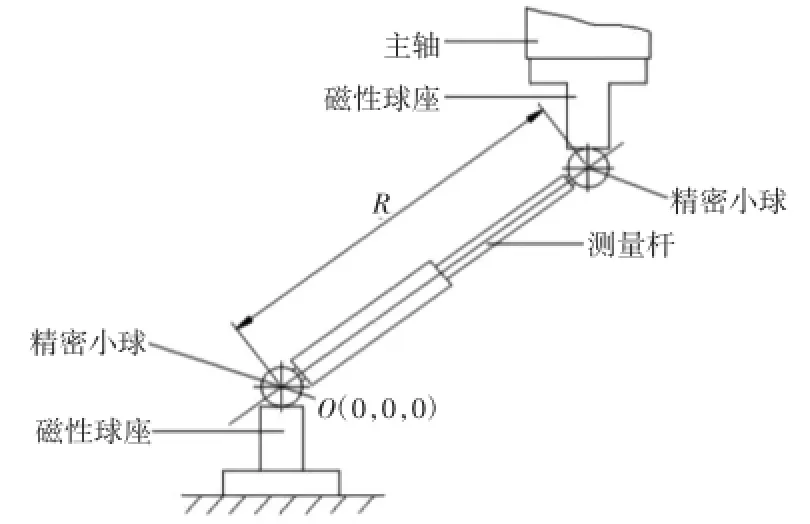
圖2 球桿儀基本結構及安裝示意圖
以工作臺端精密小球球心為原點O(0,0,0),主軸端小球球心位置為檢測位置,其機床指令位置為P (x,y,z),球桿儀實際檢測位置為P'(x',y',z'),假設工作臺端小球球心處于原點這個理想位置,沒有誤差,則機床空間誤差矢量可用PP'(Δx,Δy,Δz)來表示,球桿儀兩小球球心之間理想長度為R,測試中實際長度變化為ΔR,于是可得:

展開上式并忽略二階以上的高次誤差項,式(1)可整理為:

上式為球桿儀空間誤差分析基本公式,球桿儀通過圓測試得到機床運動實際圓軌跡,然后球桿儀測試軟件利用空間誤差分析基本公式對其分析,通過擬合的方式分離出直線度誤差、垂直度誤差等幾何誤差元素。
2.2球桿儀誤差測試
數控蝸桿砂輪磨齒機共有6個運動軸,三個平移軸,三個旋轉軸。采用reinishuaw公司QC10球桿儀對機床進行誤差測試。
在保證外界環境穩定的情況下,首先對機床平移軸展開測試。根據蝸桿砂輪磨齒工藝的特性,機床實際加工齒輪過程中X、Z軸行程較小,Y軸行程較大,但也不超過200 mm,機床加工路徑集中在一個比較小的空間中,球桿儀平移軸圓測試圓心就選擇在這個加工空間的中心附近,保證圓軌跡測試覆蓋整個加工空間。球桿儀測試名義長度100 mm,進給率為1000 mm/min,分別對XY、YZ、ZX三個平面進行球桿儀圓軌跡測試,檢測結果如圖3-圖5所示。

圖3 XY平面球桿儀測試結果
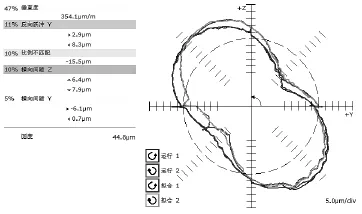
圖4 YZ平面球桿儀測試結果
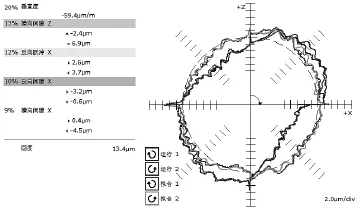
圖5 ZX平面球桿儀測試結果
對于機床A、B、C三個旋轉軸,機床A軸在實際加工過程中為保持剛性,是鎖死的,誤差很小,且為常值性誤差,故可忽略其誤差,不對其進行測量;而刀具主軸B軸由于安裝有難度,無法使用球桿儀進行圓測試,另一方面由于B軸為電主軸,制造精度極高,相比與其他運動軸,在保證平行度的情況下,可忽略其幾何誤差元素,認為B軸沒有誤差,故不對B軸進行球桿儀測試。只對C軸進行球桿儀圓軌跡測試,將球桿儀主軸端小球中心置于C軸回轉軸線之上,球桿儀另一端置于C軸工作臺面之上,球桿儀測試名義長度100 mm,進給率為1000 mm/min,得到檢測結果如圖6所示。

圖6 C軸球桿儀測試結果
3 機床幾何誤差分析
3.1球桿儀測試結果分析
對機床球桿儀測試結果進行分析,機床XY、YZ、ZX三個平面圓度誤差較為相近,分別為27.5、44.8 及13.4,而旋轉軸C軸圓度誤差相比之下非常小,只有2.6(單位符號用正體)。在保證旋轉軸平行度誤差足夠小的情況下,可以推斷機床平移軸為機床幾何誤差主要來源,在對機床進行誤差評估時,可將旋轉軸誤差忽略,只考慮平移軸誤差。于是對機床最大空間幾何誤差可以有一個評估,其與三個平面測試中的最大圓度誤差相近,處在50水平。
平移軸球桿儀圓軌跡得到之后,球桿儀自帶分析軟件通過擬合的方式可將綜合誤差分離成幾何誤差、間隙誤差與動態誤差,其中幾何誤差由垂直度、直線度、比例不匹配及周期誤差構成,間隙誤差由反向間隙與橫向間隙等運動軸運動方向發生改變時產生的間隙誤差構成,而動態誤差由伺服系統誤差與振動誤差構成,其中伺服系統誤差包括反向躍沖誤差與伺服不匹配誤差(兩個軸運動不同步)。
分析平移軸球桿儀圓測試結果可知,XY平面圓測試圓度27.5,主要誤差元素為伺服不匹配、橫向間隙、反向躍沖及垂直度,YZ平面圓測試圓度44.8,主要誤差元素為垂直度、伺服不匹配、橫向間隙及反向躍沖,ZX平面圓測試圓度13.4,主要誤差元素為垂直度、反向躍沖、反向間隙及橫向間隙。
因此可以發現,影響平移軸幾何精度的誤差主要是垂直度、橫向間隙、反向間隙、反向躍沖及伺服不匹配等誤差,其他誤差如直線度、周期誤差、振動誤差及比例不匹配等誤差可忽略。而球桿儀測試所得反向間隙、橫向間隙、反向躍沖及伺服不匹配等誤差的表現形式主要是機床運動軸的定位誤差,因此可認為平移軸主要幾何誤差元素為垂直度及定位誤差。
通過球桿儀誤差分析,可以分析得數控蝸桿砂輪磨齒機平移軸為主要幾何誤差來源,可忽略旋轉軸誤差,而垂直度誤差及定位誤差為機床主要幾何誤差元素。
3.2機床幾何誤差補償策略
通過球桿儀測試可以發現機床幾何誤差主要來自三個平移軸,旋轉軸在保證其相對平移軸的平行度誤差足夠小的情況下,旋轉軸誤差可忽略不計。平移軸誤差主要來自于垂直度、橫向間隙、反向間隙、反向躍沖及伺服不匹配等誤差,因此應該針對這些誤差元素來提升機床的精度。
對于反向躍沖及伺服不匹配等伺服系統誤差,主要通過控制系統自帶的調整功能調整相關伺服參數,將誤差消除或控制在一個可接受的范圍之內。對于垂直度、橫向間隙、反向間隙等誤差,由于機床的制造及裝配精度已經達到相對較高的水平,誤差防止的方法對其效果不佳,主要通過幾何誤差補償的手段來消除誤差的影響。
為解決前文所述幾何誤差補償在數控蝸桿砂輪磨齒機上應用的阻礙,選擇通過簡化幾何誤差模型的方法來克服阻礙,可讓幾何誤差補償在機床上快速實現。由前文可知數控蝸桿砂輪磨齒機主要誤差軸為平移軸,主要幾何誤差元素為垂直度及定位誤差,因此基于多體系統理論與齊次坐標變換對機床進行幾何誤差建模時,可忽略旋轉軸誤差,平移軸的直線度誤差與三項轉動誤差也可以忽略,只考慮平移軸垂直度誤差與定位誤差,機床幾何誤差模型可以得到大幅簡化,同時避開誤差解耦的難題,而幾何誤差補償效果不會因為簡化受到太大影響;由于只需要測試垂直度與定位誤差,因此誤差測試也得到簡化,測試效率提升;同時由于幾何誤差模型簡化,忽略了旋轉軸誤差,在數控系統中實現旋轉軸補償的難題也被避開。
綜上所述,通過分析數控蝸桿砂輪磨齒機的幾何誤差特性,可建立只考慮平移軸垂直度誤差與定位誤差的數控蝸桿砂輪磨齒機幾何誤差簡化模型,快速實現機床幾何誤差補償,提升機床精度。
4 結束語
本文通過分析數控蝸桿砂輪磨齒機結構,得出機床所有45項幾何誤差元素。然后通過對機床平移軸與旋轉軸進行球桿儀圓測試,得到4組機床運動圓軌跡,分析得出機床幾何誤差主要源自平移軸,在旋轉軸平行度誤差較小的情況下,可忽略旋轉軸幾何誤差。同時分析得到平移軸主要誤差元素為垂直度及定位誤差,可忽略平移軸其他誤差元素。最終根據數控蝸桿砂輪磨齒機幾何誤差特性,提出只考慮平移軸垂直度誤差及定位誤差的機床幾何誤差補償策略。研究對快速評估與提升數控蝸桿砂輪磨齒機幾何精度有一定的參考意義。
參考文獻:
[1]盛伯浩,唐華.數控機床誤差的綜合動態補償技術[J].制造技術與機床,1997,(06):19-21.
[2]倪軍.數控機床誤差補償研究的回顧及展望[J].中國機械工程,1997,(01):29-33,122.
[3]李小彭,劉春時,馬曉波,等.數控機床加工精度提高技術的進展及其存在的問題[J].組合機床與自動化加工技術,2010,(11):1-4.
[4]何振亞.五軸數控機床幾何與熱致空間誤差檢測辨識及模型研究[D].杭州:浙江大學,2014.
[5]商鵬,阮宏慧,張大衛.基于球桿儀的三軸數控機床熱誤差檢測方法[J].天津大學學報,2006,(11):1336-1340.
中圖分類號:TH161
文獻標識碼:A
文章編號:1672-545X(2016)04-0009-04
收稿日期:2016-01-20
基金項目:重慶市集成示范計劃項目(cstc2013jcsf C00001);國家科技支撐計劃項目(2014BAF08B02)
作者簡介:廖琳(1992-),男,江西興國人,重慶大學機械工程學院研究生,研究方向機電一體化。
Geometric Error Measuring and Analysis of the CNC Worm Wheel Gear Grinding Machine
LIAO Lin,ZHONG Jin-tong
(College of Mechanical Engineering,Chongqing University,Chongqing 400044,China)
Abstract:By studying the structure of CNC worm wheel gear grinding machine,45 geometry error elements of the machine tool were obtained.Then results of the circular test for the machine tool were gotten with the help of Ball Bar test to evaluate the geometric accuracy of the machine tools,and the main source of geometric error of the machine tool were studied based on the test results,besides the test results further indicated the main geometric error elements influencing the accuracy of the machine tool.Finally,based on the characteristics of geometric error of the machine tool,a simplified strategy of geometric error compensation of the machine tool were proposed,which is significant to quickly promote the geometric accuracy of the machine tool.
Key words:CNC worm wheel gear grinding machine;geometric error;ball bar;measuring
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48