基于視覺(jué)的微細(xì)對(duì)接焊縫檢測(cè)方法
2016-07-22 10:50:52崔紅星王曉軍山東科技大學(xué)電子通信與物理學(xué)院山東青島266590
電子測(cè)試 2016年11期
崔紅星,王曉軍(山東科技大學(xué)電子通信與物理學(xué)院,山東青島,266590)
?
基于視覺(jué)的微細(xì)對(duì)接焊縫檢測(cè)方法
崔紅星,王曉軍
(山東科技大學(xué)電子通信與物理學(xué)院,山東青島,266590)
摘要:本文將機(jī)器視覺(jué)和圖像處理技術(shù)融入到緊密對(duì)接焊縫的檢測(cè)系統(tǒng)中,提出一種采用LED光源照明的焊縫檢測(cè)方法。第一步采用Canny算法對(duì)焊縫進(jìn)行邊緣處理,第二步采用概率Hough變換提取焊縫中心線。實(shí)驗(yàn)結(jié)果表明,該方法魯棒性強(qiáng),可以精確檢測(cè)出焊縫中心線,達(dá)到了期望的檢測(cè)精度,解決了微細(xì)對(duì)接焊縫檢測(cè)問(wèn)題,結(jié)果令人滿意。
關(guān)鍵詞:焊縫中心線;LED光源;Canny算法;概率Hough變換
1 自主設(shè)計(jì)視覺(jué)傳感系統(tǒng)
主動(dòng)光視覺(jué)系統(tǒng)一般是由特定結(jié)構(gòu)光源與攝像機(jī)組成,其利用具有某種結(jié)構(gòu)光源將光線投射到工件表面,由攝像機(jī)獲取工件表面的圖像并進(jìn)行處理。微細(xì)對(duì)接焊縫視覺(jué)跟蹤系統(tǒng)主要由三部分組成:視覺(jué)傳感系統(tǒng)、機(jī)器人系統(tǒng)、主控計(jì)算機(jī),如圖1 所示。視覺(jué)傳感系統(tǒng)是本文自主設(shè)計(jì)的,由數(shù)字?jǐn)z像機(jī)和結(jié)構(gòu)光光源組成,本實(shí)驗(yàn)選用的是加拿大的Point Grey攝相機(jī),峰值波長(zhǎng)為660nm帶寬為20nm的LED光源,中心波長(zhǎng)為660nm帶寬為10nm的一字型激光發(fā)生器。數(shù)字?jǐn)z像機(jī)安裝于焊槍前方50mm處,為了使焊縫圖像較好地反映焊槍偏離焊縫的情況,數(shù)字?jǐn)z像機(jī)的光軸中心垂直于薄鋼板平面。LED光源位于攝像機(jī)的兩側(cè),傾斜一定角度打向工件,確保攝像機(jī)獲取清晰圖像。激光發(fā)生器由定位支架固定于數(shù)字?jǐn)z像機(jī)的前方,并傾斜一定的角度,確保其打出的激光帶在攝像機(jī)的攝像視野范圍內(nèi)。

圖1 微細(xì)焊縫視覺(jué)跟蹤系統(tǒng)
2 改進(jìn)Canny算法提取焊縫邊緣
Canny 算子是基于最優(yōu)算法的邊緣檢測(cè)算子,該算法具有檢測(cè)位置精度高、邊緣檢測(cè)為單像素等優(yōu)點(diǎn),在工程實(shí)踐中得到廣泛應(yīng)用。傳統(tǒng)Canny算子進(jìn)行邊緣提取時(shí)會(huì)提取出由弧光及工件污漬引起的邊緣,這些干擾邊緣對(duì)后續(xù)圖像處理非常不利,增加后續(xù)數(shù)據(jù)處理計(jì)算量。針對(duì)攝像機(jī)采集的焊縫圖像研究分析后發(fā)現(xiàn)具有以下特點(diǎn):焊縫中心線處像素點(diǎn)灰度值遠(yuǎn)小于其左右方向上像素點(diǎn)處灰度值;焊縫中心線處像素點(diǎn)灰度值與其上下方向上像素點(diǎn)灰度值變化不大。本文根據(jù)以上焊縫特點(diǎn)采用灰度值做差方法剔除干擾邊緣,其原理是在進(jìn)行邊緣連接后,在原始圖像中計(jì)算邊緣點(diǎn)像素四鄰域內(nèi)灰度平均值,并用該灰度值分別與位于其上下十行位置像素灰度值做差得到d1、d2,同時(shí)分別與位于其左右三十列位置像素灰度值做差得到d3、d4。若d1和d2同時(shí)小于閾值T1,且d3或d4大于閾值T2,則該像素所對(duì)應(yīng)邊緣點(diǎn)保留,否則該像素所對(duì)應(yīng)邊緣點(diǎn)去除,灰度值做差公式如下式所示:

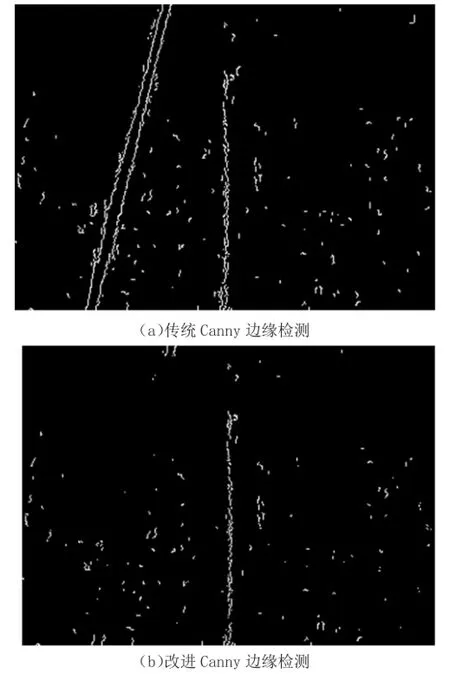
圖2 Canny算子邊緣檢測(cè)
圖2(a)中可以看出傳統(tǒng)Canny算子進(jìn)行邊緣檢測(cè)時(shí),未能夠有效剔除干擾信息,檢測(cè)出弧光等干擾邊緣。圖2(b)中可以看出改進(jìn)Canny算法能夠去除干擾邊緣,且對(duì)不同焊接圖像都有比較好的邊緣提取效果。由于焊接環(huán)境復(fù)雜,焊縫特征不明顯,改進(jìn)Canny算法雖會(huì)遺漏部分邊緣信息,也沒(méi)有去除全部干擾信息,但并未對(duì)后續(xù)焊縫中心線提取產(chǎn)生不利影響,反而會(huì)縮短圖像處理時(shí)間,因此改進(jìn)Canny算法有效,能夠滿足系統(tǒng)的工作要求。
3 改進(jìn)Hough變換提取焊縫中心線
檢測(cè)到焊縫邊緣后,需要用一條直線擬合焊縫中心,即提取出焊縫中心線。Hough變換對(duì)數(shù)據(jù)不完全或噪聲不是非常敏感,具有良好魯棒性及抗干擾性,已成為模式識(shí)別中提取直線的重要工具。結(jié)合焊縫圖像邊緣檢測(cè)實(shí)際特征及整個(gè)系統(tǒng)實(shí)時(shí)性要求,本文使用概率Hough變換提取焊縫中心線。由于概率Hough變換在進(jìn)行直線提取時(shí)會(huì)檢測(cè)出多條直線,或檢測(cè)出偽直線,然而焊縫檢測(cè)時(shí)只需要檢測(cè)出一條準(zhǔn)確焊縫中心線,故結(jié)合焊縫圖像特點(diǎn)對(duì)概率Hough變換進(jìn)行改進(jìn),使其檢測(cè)出一條能夠代表焊縫真實(shí)位置直線。由于焊縫中心線是豎直方向,并且焊縫中心線上像素點(diǎn)灰度值與其周?chē)袼攸c(diǎn)灰度值差異較大,根據(jù)這些特征我們?cè)诟怕蔋ough變換中對(duì)檢測(cè)直線斜率和檢測(cè)直線端點(diǎn)灰度值進(jìn)行約束,從而去掉干擾直線,僅保留一條焊縫中心線,具體算法實(shí)現(xiàn)概括如下:
(1)采用概率Hough變換算法檢測(cè)直線,隨機(jī)抽取檢測(cè)直線端點(diǎn),如果該直線端點(diǎn)已被抽取,則繼續(xù)在剩下直線中隨機(jī)抽取,抽取直線端點(diǎn)后進(jìn)入步驟(2);若直線都抽取完則進(jìn)行步驟(4)。
(2)計(jì)算直線端點(diǎn)斜率,若斜率小于閾值,則標(biāo)記為正確直線并進(jìn)行步驟(3),否則回到步驟(1)。
(3)選取該直線的起始端點(diǎn)k及分別位于其前、后10列的像素點(diǎn)k1、k2,把k像素點(diǎn)灰度值分別與k1、k2像素點(diǎn)灰度值做差并取其絕對(duì)值,計(jì)算差值的和,存入數(shù)組并進(jìn)入步驟(4)。
(4)若不是最后一組直線端點(diǎn),則進(jìn)入步驟(1),否則尋找數(shù)組中的最大值,找出最大值所對(duì)應(yīng)的直線端點(diǎn),輸出該端點(diǎn)所在直線,算法結(jié)束。

圖3改進(jìn)累計(jì)概率Hough變換檢測(cè)效果圖
圖3看出改進(jìn)算法能有效去除干擾直線,準(zhǔn)確保留一條最優(yōu)直線;并且保留直線緊緊位于焊縫中心線處,直線準(zhǔn)確度較高,能夠代表焊縫的真實(shí)位置信息;因此改進(jìn)算法效果較好,能夠滿足焊縫中心線檢測(cè)要求。
4 結(jié)束語(yǔ)
本文利用自主設(shè)計(jì)的視覺(jué)傳感系統(tǒng),成功地實(shí)現(xiàn)了微細(xì)對(duì)接焊縫中心線提取工作,該方法簡(jiǎn)單快速并且檢測(cè)精度和準(zhǔn)確度較高。首先同時(shí)采用LED光源和激光器搭建視覺(jué)傳感系統(tǒng),并利用該系統(tǒng)進(jìn)行焊接實(shí)驗(yàn)并獲取焊接圖像,利用改進(jìn)的Canny算法實(shí)現(xiàn)焊縫中心線邊緣檢測(cè),然后采用改進(jìn)概率Hough變換提取焊縫中心線,進(jìn)而提取出焊縫信息。實(shí)驗(yàn)結(jié)果表明,文中提出的方法能夠高精度的進(jìn)行焊縫中心線提取,取得了令人滿意的效果。
參考文獻(xiàn)
[1]岳彥剛.Shearlet變換在圖像邊緣檢測(cè)中的應(yīng)用研究[D].西安:西安建筑科技大學(xué),2013.
[2]黃惠迪,官洪運(yùn),鄧昶,薛節(jié).基于Android平臺(tái)的車(chē)道線檢測(cè)系統(tǒng)設(shè)計(jì)[J].電子設(shè)計(jì)工程,2015,15:99-102.
[3]余佶.多焦面紡織纖維圖像融合的研究[D].上海:東華大學(xué),2011.
[4]金剛.自適應(yīng)Canny算法研究及其在圖像邊緣檢測(cè)中的應(yīng)用[D].杭州:浙江大學(xué),2009.
Micro Butt Welding Seam Detection Method Based on Vision
Cui Hongxing,Wang Xiaojun
(College of Electronic Communication and Physics,Shandong University of Science and Technology,Qingdao Shandong,266590)
Abstract:In this paper,the machine vision and image processing technology are integrated into the close butt weld inspection system,and a method of welding seam detection using LED light source is proposed. In the first step,the Canny algorithm is used to deal with the edge of the weld.Second step,using probabilistic Hough transform to extract the centerline of the weld.The experimental results show that the method is robust and can accurately detect the center line of the weld seam,which can achieve the desired detection accuracy,and the results are satisfactory.
Keywords:the center line of the weld;the LED light source;Canny algorithm;probabilistic Hough transform
中圖分類號(hào):TP242.62.
文獻(xiàn)標(biāo)志碼:A
