簡述上海汽輪機660 MW機組汽輪機低壓缸安裝技術
2016-07-22 05:44:04王幸文
科技與創新 2016年13期
關鍵詞:汽輪機
王幸文
摘 要:在火力發電廠運行中,汽輪機猶如人體心臟般重要,維持著整個發電廠的連續運行,而低壓缸安裝是汽輪機安裝的重中之重,因為低壓缸的安裝質量往往也決定整個汽輪發電機組的安裝質量。確保汽輪機低壓缸的安裝質量,對發電廠運行安全有著重要意義。以廣東某電廠上海汽輪機廠生產的660 MW汽輪發電機機組為例,簡述汽輪機低壓缸的安裝技術,以期為同類工程施工提供借鑒,為電廠建設提供幫助。
關鍵詞:電廠;汽輪機;低壓缸;安裝技術
中圖分類號:TM621.2 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2016.13.150
1 上海汽輪機660 MW機組安裝項目概述
本項目為廣東某電廠“上大壓小”2×660 MW新建工程,其中,汽輪機采用上海汽輪機有限公司制造的超超臨界、一次中間再熱、單軸、四缸四排汽、凝汽式、八級回熱抽汽汽輪機(N660-25/600/600)。機組采用串聯布置:包括一個單流圓筒型高壓缸、一個雙流中壓缸、兩個雙流低壓缸。汽輪機四根轉子分別由5只徑向軸承來支承,除了高壓轉子由2個徑向軸承支承外,其余3根轉子,即中壓轉子和2根低壓轉子均只有1只徑向軸承支承。
2 汽輪機低壓缸安裝分析
2.1 施工前設備、配件檢驗
在安裝設備前,需要先對設備、部件以及相關配件等進行嚴格的質量檢驗,避免設備或配件質量問題給安裝帶來隱患,具體檢查內容有:①對于氣缸,要檢查其外觀與各結合面、加工面,確保外觀的完整,無裂紋或夾渣等損傷,結合面和法蘭、活動承力面等要表明光潔,無其他附著物或者銹蝕、污垢等情
況;②對于合金部件,需要嚴格檢查其材質,通過光譜材質復查的方式,確保合金部件達到圖紙設計的要求。
2.2 低壓外缸安裝要點
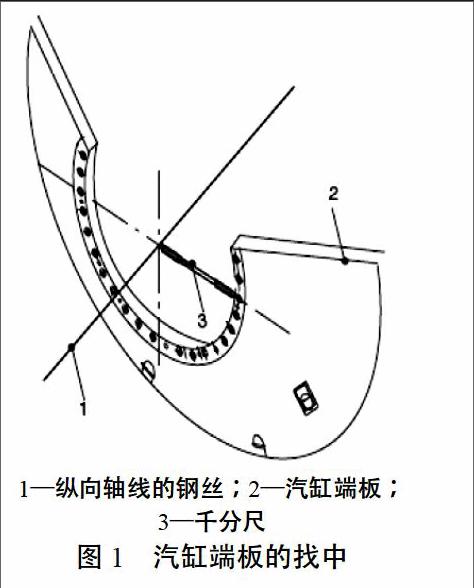
在低壓缸安裝時,低壓外缸左右找中以軸承座調閥端及電機端兩側的油擋洼窩為基準。前后找中以軸承中心線為基準,標高調整以軸承箱面標高為基準。然后,安裝前后端板,割掉端板面向混凝土的吊耳,使用鋼絲繩和卸扣吊起前/后端板,移到安裝處,緩慢落至軸向的支撐腳落到軸承座和汽缸端板上。在支撐腳落下以后,擰入調節螺釘,直到它們齊平,然后進行找中:通過使用放在鋼絲(縱向軸線)和膨脹接頸安裝孔之間的千分尺來確定汽缸端板的位置,將端板與縱向軸線對中,如圖1所示。通過置于軸承座和端板之間的液壓千斤頂在徑向移動端板。解除軸向的固定裝置以后,移動端板,固定裝置位于軸承座上通過液壓千斤頂來調整與橫向軸線之間所需的間隙。軸向找中以后,再一次檢查垂直方向的對中情況和徑向位置。
找中完成后,進行側板的安裝。將兩側側板吊入后,用壓板將其固定于端板上,調整水平和垂直位置,使用輔助夾具固定,按照相應焊接規范進行定位焊。
安裝支架與支撐管,通過點焊初步固定支撐管,然后對外缸進行找中檢查。使用液壓千斤頂來移動外缸,達到準確位置后,按照相應焊接規范焊接鋼架上支撐管。
安裝圓弧支撐,使用行車吊鉤將圓弧支撐移到安裝位置,并落到外缸下半上就位。在找正后,擰緊螺絲,起到穩定低壓外缸下半的作用,控制焊接操作引起的扭曲變形。
安裝低壓外缸下半。在焊接時,采取分段、分層、小電流的焊接方式。從四個角開始,控制焊接速度,每隔30 cm進行下一段焊接,減小焊接變形;在貓爪孔和中心導向銷孔處架百分表,全程監測,發現超出0.05 mm百分表變化,需及時處理變形。在焊接前后,均需要對其進行測量和找中,最后進行分面密封槽的銑削。焊接完成后,對低壓外缸下半進行找中,并固定就位。
安裝低壓外缸上半,按上述方法做好圓弧支撐安裝、找中后,再安裝殼、法蘭板,其流程與圓弧支撐相同,按照與下半相同焊接方式進行焊接。
低壓外缸下半與凝汽器連接板焊接,其焊接方法、要點與低壓外缸下半相同。
裝配低壓外缸膨脹接頸,用合適的鋼絲繩和卸扣將膨脹接頸系于行車吊鉤上。使用合適的螺栓,將膨脹接頸靠在支撐臂配合密封面上的內環、中心導向銷同時安裝,不裝 O 形圈。然后,將外環安裝,同樣使用合適的螺釘,不裝 O形圈。焊接膨脹接頸環,確保與焊接工藝的要求一致。
2.3 低壓內缸安裝要點
低壓內缸安裝要點有以下三點。
2.3.1 低壓內缸就位
通過合適的鋼絲繩將內缸下半部分系于吊鉤上。用水平尺儀檢查內缸下半部分的縱向和橫向的水平,通過調節鋼絲繩來修正水平位置;將內缸移動到安裝的位置并且落下,直到支撐臂支承于軸承座上,拆除鋼絲繩。內缸就位縱橫中心線偏差≤0.5 mm,標高偏差±0.5 mm。
2.3.2 低壓內缸找中
使用水平儀,以#3軸承座的零位為準調整標高;使用千分尺,以代表縱向軸線的鋼絲與內缸下半汽機端靜葉持環間距為準縱向找中,以#3軸承座中的軸承中心線和低壓內缸中心線為準軸向找中。
2.3.3 對低壓內缸下半做半實缸負荷分配
找中完成后,對低壓內缸下半做半實缸負荷分配。采用液壓千斤頂在貓爪處頂起缸體0.30 mm,記錄壓力表的數值。如果左右壓力表數值偏差較大,則增減貓爪處的墊片。依次扣合靜葉持環、隔板上半,緊固中分面螺栓,用塞尺檢查其中分面間隙應≤0.05 mm。
2.4 汽封體下半及低壓轉子安裝
汽封體下半及低壓轉子安裝的具體步驟如下:①將汽封體下半縛至行車,將汽封體移至軸承座并放置到位,安裝固定裝置并用螺栓固緊。②低壓轉子安裝前,應把轉子放到轉子支架,并用溶解性清洗劑及清洗酸去除轉子上的保護覆層。清潔轉子軸頸時,只能用塑料工具及木制墊塊。任何情況下,都不允許使用刮刀、銼刀及類似的硬質工具。清洗完成及測量完相關數據后,使用起吊橫梁及所需的專用繩縛至行車吊鉤,在繩子與轉子接觸處用皮套筒套住繩子,將低壓轉子安裝到位。③低壓轉子找中。通過旋動支承裝置調整轉子進行橫向找中與標高確定。
2.5 對轉子找中
對轉子找中的具體步驟為:①低壓內缸下半對汽輪機轉子找中。用塞尺測量汽輪機轉子和內缸下半之間的4個測點的間隙,通過移動、抬高、降低內缸下半部分調整偏差來徑向找中、軸向找中。②汽封體下半對轉子找中。通過裝入到下半支撐臂的金屬板來軸向找中,利用支頂螺絲可以改變汽封體的位置來徑向找中。
2.6 汽封體上半安裝
汽封體上半安裝的具體步驟為:①汽封體清潔。對于清潔汽封體上半和下半,分別用壓縮空氣吹凈,并檢查接觸面損壞情況,如有損壞,需用油石及銼刀修整。②安裝汽封體上半。將汽封體上半移至安裝位置,并小心放低直到落于汽封體下半。在放低過程中,確保汽封片及密封件不被損壞。在對應準確后,裝上錐銷及螺栓,按指定擰緊力矩擰緊螺栓。用塞尺檢查其中分面間隙應≤0.05 mm。
2.7 測量、調整低壓缸通流間隙
測量、調整低壓缸通流間隙的步驟如下:①在半實缸狀態下,分別測量汽封的軸向間隙、徑向間隙、左右兩側間隙以及低壓轉子軸向竄動量檢查。對于不符或超標情況,要及時處理。②在全實缸狀態下,分別測量各汽封頂部徑向間隙、負荷分配和低壓轉子軸向竄動量檢查,并采取對應處理措施。
2.8 安裝低壓進汽口膨脹接頸
安裝低壓進汽口膨脹接頸的操作步驟為:①根據設計圖紙以及實際安裝情況,火焰切割低壓進汽口穿孔,并打磨光滑;然后安裝進汽口法蘭,固定后進行定位焊。②將膨脹接頸吊起并進行清潔。內缸法蘭上放置相應厚度的墊片來代替襯墊,在低壓缸進汽口進汽法蘭處旋入引導螺栓;將膨脹接頸移至安裝位置并將它放低到位,使法蘭對準后固定;最后,截去膨脹接頸管端突出部分并裝上中間環,按照焊接規范進行焊接,并檢查焊接質量,確保焊接合格。
3 結束語
綜上所述,在電廠中,汽輪機低壓缸安裝質量是汽輪機運行效率的重要影響因素,掌握其安裝技術要點,提高汽輪機低壓缸安裝質量水平,是一項有著重要現實意義的工作。
參考文獻
[1]單宏威,韓劍波,朱浩.1 000 MW核電機組HD1080A型汽輪機安裝技術[J].電力建設,2012(10):106-109.
[2]呂會穎.汽輪機無墊鐵安裝技術改進[J].電站系統工程,2014(02):65-66.
〔編輯:胡雪飛〕
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
當代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機電信息(2015年6期)2015-02-27 15:55:15
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40