一種清潔型薄壁異型件夾具設(shè)計(jì)*
2016-07-21 06:11:52邢圓圓賀辛亥董紅坤程稼稷張志毅
現(xiàn)代機(jī)械 2016年3期
關(guān)鍵詞:設(shè)計(jì)
邢圓圓,賀辛亥,董紅坤,程稼稷,張志毅
(西安工程大學(xué)機(jī)電工程學(xué)院,陜西西安710048)
?
一種清潔型薄壁異型件夾具設(shè)計(jì)*
邢圓圓,賀辛亥,董紅坤,程稼稷,張志毅
(西安工程大學(xué)機(jī)電工程學(xué)院,陜西西安710048)
摘要:對(duì)薄壁異型件夾具進(jìn)行了設(shè)計(jì)。充分考慮到薄壁零件剛度低,加工工藝差的特點(diǎn),針對(duì)零件的特殊要求,提出了相應(yīng)的定位和夾緊方案。通過(guò)Pro/ENGINEER軟件環(huán)境下對(duì)零件和夾具進(jìn)行了三維模型設(shè)計(jì),使得該夾具的設(shè)計(jì)直觀化。并通過(guò)對(duì)其定位誤差和夾緊力的理論計(jì)算分析,證明該設(shè)計(jì)能夠滿足此薄壁零件的加工工藝要求。
關(guān)鍵詞:薄壁異型件夾具設(shè)計(jì)定位誤差?yuàn)A緊力
眾所周知,工裝夾具是工藝裝備的重要組成部分,是工藝過(guò)程中最活躍的因素之一,并直接影響產(chǎn)品的質(zhì)量,生產(chǎn)效率及加工成本[1-2]。在機(jī)床夾具中,專用夾具的設(shè)計(jì)過(guò)程是一項(xiàng)周期長(zhǎng),投資較大并且其結(jié)構(gòu)隨著產(chǎn)品的更新而變化的過(guò)程,薄壁異型件由于其剛度低,易變形的特點(diǎn)[3],設(shè)計(jì)一種薄壁異型件的專用夾具就顯得尤為重要。針對(duì)異形件的獨(dú)特性,專用夾具的針對(duì)性強(qiáng),結(jié)構(gòu)緊湊,操作方便迅速的優(yōu)點(diǎn)使得在加工中專用夾具得到廠家的青睞。本文即是設(shè)計(jì)了一種保證薄壁異型件在加工過(guò)程中不受切削熱和鐵屑的影響,達(dá)到一種清潔型的目的夾具。
1加工工藝分析
薄壁零件如圖1所示,材料為鋁合金。鋁合金薄壁件剛度低,加工工藝性差是本工序的加工難點(diǎn)。本工序要求去掉紅色輔助定位凸臺(tái),加工時(shí)零件加工精度TA如圖1(b)所示在±0.1 mm范圍內(nèi)且切屑不能進(jìn)入零件內(nèi)部。從零件形狀及材料分析,采用端面銑削方法;從精度要求分析,其要求相對(duì)較低,加工步數(shù)可相對(duì)減少;從排屑的特殊要求分析,運(yùn)用覆蓋加工法進(jìn)行加工[3]。
銑削加工時(shí)切削用量和切削力較小,而且是連續(xù)切削,因此產(chǎn)生的沖擊和振動(dòng)也較輕[4],所以本次專用夾具設(shè)計(jì)主要考慮工件夾緊的可靠性。
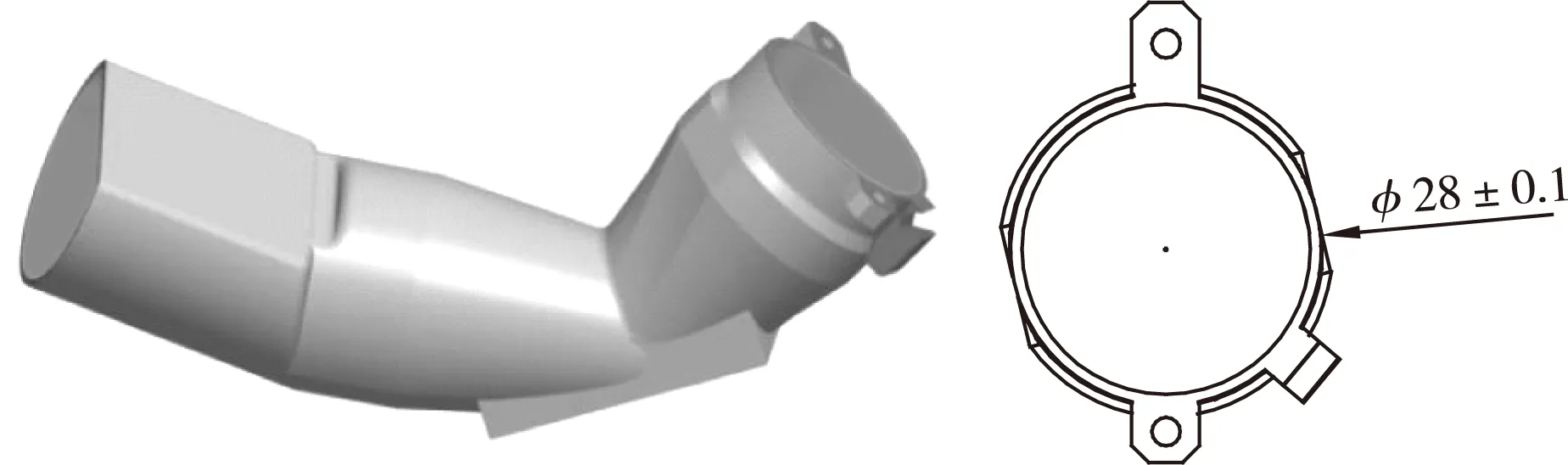
(a)薄壁件三維實(shí)體圖 (b)薄壁件的側(cè)視圖圖1 薄壁件三維實(shí)體圖和薄壁件的側(cè)視圖
2夾具的結(jié)構(gòu)
經(jīng)過(guò)對(duì)加工零件的工藝分析和研究,本文設(shè)計(jì)出了一套專用夾具,該夾具的三維結(jié)構(gòu)示意圖如圖2所示。
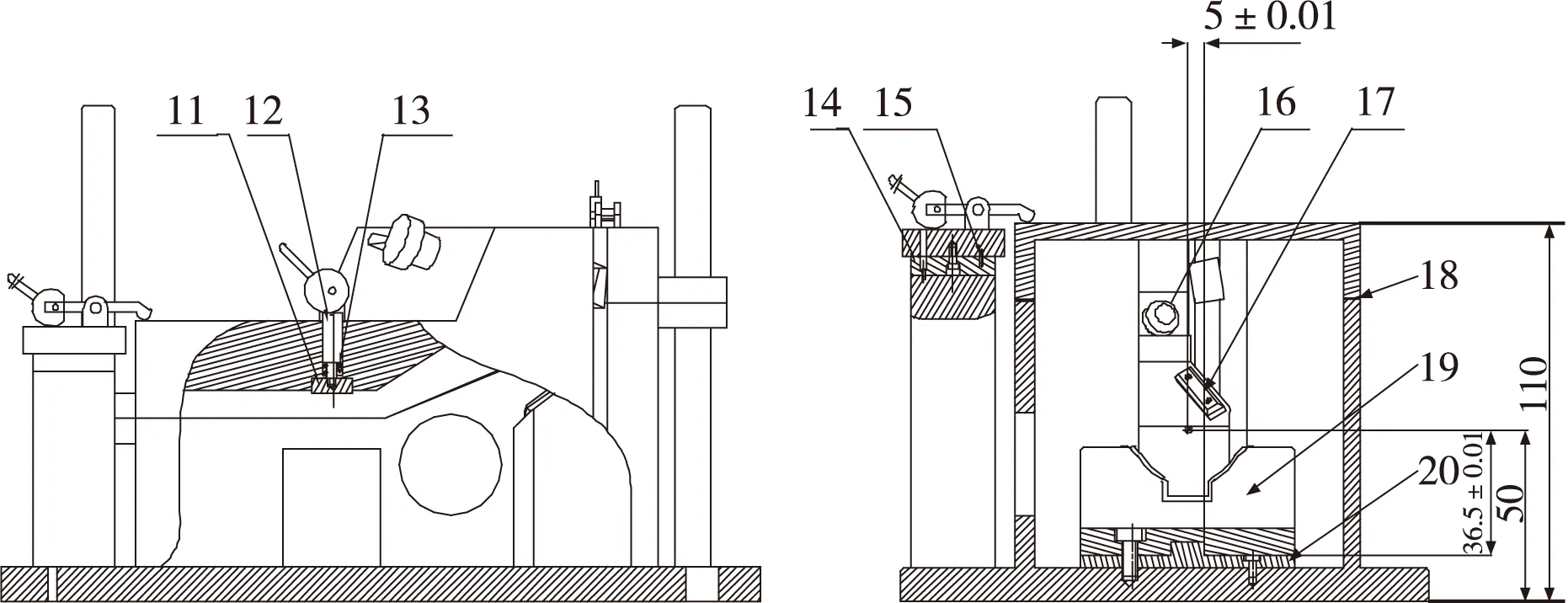
(a)夾具的剖視圖 (b)夾具的剖視圖11.壓板;12.移動(dòng)柱塞;13.彈簧;14.墊塊;15.旋轉(zhuǎn)定位銷;16.輔助支撐釘;17.定位板;18.密封墊片;19.弧形V型塊;20.導(dǎo)向塊。圖3 夾具的剖視圖
薄壁零件在夾具里通過(guò)弧形V型塊19,窄定位板16完成空間六個(gè)自由度的完全定位。考慮到薄壁件的空間形狀以及加工難度故增加輔助支撐釘17用以輔助定位夾緊。用過(guò)偏心輪夾緊機(jī)構(gòu)10和螺旋夾緊機(jī)構(gòu)1對(duì)零件夾緊。由于對(duì)零件變形度要求較高,因此在夾具工作過(guò)程中從吹氣孔8一直持續(xù)以固定流速向夾具體里吹冷氣,減小因加工而產(chǎn)生的熱變形。此外夾具結(jié)構(gòu)還包括旋轉(zhuǎn)臺(tái)3、墊塊14、導(dǎo)向塊20等部分。
3夾具定位夾緊分析計(jì)算
3.1夾具定位精度分析計(jì)算
定位誤差是由于工件在裝夾過(guò)程中定位不準(zhǔn)確引起的加工誤差。引起定位誤差的原因有兩個(gè):一是由于定位基準(zhǔn)與工序基準(zhǔn)不重合,叫基準(zhǔn)不重合誤差ΔB;另一個(gè)是由于定位基準(zhǔn)在夾具中定位不一致,叫定位基準(zhǔn)位移誤差ΔY。定位誤差ΔD是二者的綜合,可表示為[2](以下精度分析都是在考慮誤差最大和最差的情況下進(jìn)行的):
ΔD=ΔY±ΔB[5]
(1)
弧形V型塊產(chǎn)生的移動(dòng)誤差計(jì)算如下


=0.31
(2)
式中:R——薄壁零件直筒部分外部半徑的基本尺寸(mm);
R1、R2——薄壁零件直筒部分外圓最大、最小極限偏差(mm);
d1、d2——弧形槽弧形上、下極位點(diǎn)尺寸(mm)。
基準(zhǔn)不重合誤差計(jì)算如下:
ΔBV=2×51.5×sin0.025=0.044
(3)
定位板產(chǎn)生的移動(dòng)誤差為:
ΔYP=0
(4)
定位基準(zhǔn)與工序基準(zhǔn)不重合誤差為:
ΔBP=2×51×sin0.025=0.044
(5)
將兩個(gè)定位元件產(chǎn)生的定位基準(zhǔn)投影到工序尺寸方向,其代數(shù)和即為定位誤差[6],可得:
ΔD=(ΔYV×cos18.5×sin9.3-ΔBV)+ΔBP
=0.047
(6)
綜合公式(1)-(6)有:
(7)
分析可見精度能夠達(dá)到要求。
3.2夾具主要部分的夾緊力分析計(jì)算
精確計(jì)算夾緊力比較困難,但為確保夾具設(shè)計(jì)的合理、可靠仍然要對(duì)所需的夾緊力盡可能的估算[7]。經(jīng)過(guò)查手冊(cè)得到切削力Fs為10.7N。其加工為端面銑,因此工件受力偶矩,靜力平衡時(shí)為一空間力偶系。
采用BILZ提供的算法,計(jì)算得切削扭矩為:
(8)
式中:d為加工面最大直徑,a為切削寬度(mm)。
由空間力偶系平衡方程[8]得出:

(9)
∑My(F)=F1×6+F2cos69.7×50.2-→
←Mcos57.5=0
(10)
式中:F1為槽型V型塊夾緊部分夾緊力(N);F2為輔助定位部分夾緊力(N);D為零件直筒部分外直徑半徑(mm);l為壓板11尺寸(mm);μ為摩擦系數(shù),這里取0.25。
綜合公式(8)(9)(10)就得:
F1=2.7N
(11)
F2=0.7N
(12)
計(jì)算出理論夾緊力F,再乘以安全系數(shù)K,作為實(shí)際所需夾緊力F0。即:
F0=KF[9]
(13)
式中:F0——實(shí)際所需的夾緊力N;
F——按力的平衡條件計(jì)算出的夾緊力N;
K——安全系數(shù)。根據(jù)生產(chǎn)經(jīng)驗(yàn),一般取 1.5~3,因薄壁件剛度差,這里取1.5。則實(shí)際夾緊力:
F10=4.05N
(14)
F20=1.05N
(15)
3.3偏心杠桿夾緊裝置夾緊力的分析計(jì)算
螺旋夾緊機(jī)構(gòu)在垂直方向上的分力為[10]:
F′=F20sin29.5cos69.7=0.26N
(16)
則偏心杠桿夾緊裝置夾緊力:
FP=K(F10+ F′)/2=6.5N
(17)
這里K取3。
4總結(jié)
1)通過(guò)該套夾具的設(shè)計(jì)解決了同本文介紹的這一類薄壁異型件在機(jī)床上難以加工的工藝難題,也為其他的薄壁異型件的加工提供了實(shí)際生產(chǎn)經(jīng)驗(yàn)。
2)該夾具采用偏心杠桿夾緊機(jī)構(gòu),保證了工件的定位精度及夾緊強(qiáng)度,同時(shí)也大大縮短了加工薄壁異型件零件的裝夾時(shí)間。
3)該夾具采用覆蓋加工法,避免了加工后的鋁屑對(duì)于薄壁異型件表面的刮傷。
4)該夾具工作過(guò)程中從吹氣孔一直持續(xù)以固定流速向夾具體里吹冷氣,減小薄壁件因加工而產(chǎn)生的熱變形。
參考文獻(xiàn)
[1]黃劍波.數(shù)控機(jī)床夾具的發(fā)展[J].電子機(jī)械工程,2011,27(5):33-36.
[2]吳拓.現(xiàn)代機(jī)床夾具設(shè)計(jì)[M].北京:化學(xué)工業(yè)出版社,2009.
[3]李建勛.微細(xì)加工技術(shù)的發(fā)展與應(yīng)用[J].現(xiàn)代機(jī)械,2007.
[4]徐灝.機(jī)械設(shè)計(jì)手冊(cè):2版[M].北京:機(jī)械工業(yè)出版社,2000.
[5]郭安斌.變速箱體兩側(cè)面鉆孔組合機(jī)床夾具設(shè)計(jì)[J].科技致富向?qū)?2012(33)344-346.
[6]劉代瑞. ZF差殼專機(jī)夾具設(shè)計(jì)[J].汽齒科技,2008(1)29-35.
[7]朱耀祥,蒲林祥,等.現(xiàn)代夾具設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2010.
[8]張建中.機(jī)械制造工藝學(xué):第2版[M].北京:國(guó)防工業(yè)出版社,2009.
[9]李慶余,孟廣耀,等.機(jī)械制造裝備設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2012.
[10]符煒.機(jī)構(gòu)方案設(shè)計(jì)的創(chuàng)造性構(gòu)思法[J].現(xiàn)代機(jī)械,1995(02)6-10.
中圖分類號(hào):TH122
文獻(xiàn)標(biāo)識(shí)碼:A
文章編號(hào):1002-6886(2016)03-0015-03
基金項(xiàng)目:陜西省科學(xué)技術(shù)研究發(fā)展計(jì)劃項(xiàng)目(2013K07-20);中國(guó)紡織工業(yè)聯(lián)合會(huì)科技指導(dǎo)項(xiàng)目(2015116)。
作者簡(jiǎn)介:邢圓圓(1990-),男,漢族,湖北隨州市人,在讀碩士研究生,主要從事三維編織機(jī)的研發(fā)。
通訊作者:賀辛亥(1971-),男,西安工程大學(xué)教授,博士,主要從事復(fù)合材料成型技術(shù)的研究。
收稿日期:2015-11-18
Design of a fixture for thin-walled special-shaped parts
XING Yuanyuan, HE Xinhai, DONG Hongkun, CHENG Jiaji, ZHANG Zhiyi
Abstract:We designed a fixture for thin-walled special-shaped parts. Considering the low rigidity and poor processing technology of thin-walled parts, we put forward corresponding positioning and clamping schemes. Through 3D modeling of the part and the fixture by Pro/ENGINEER, we visualized the design scheme. By calculating the position error and clamp force, we proved that the design could meet the processing requirements of the thin-walled parts.
Keywords:thin-walled special-shaped part; fixture design; position error; clamp force
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
