搖臂零件數控加工工藝分析
2016-07-13 09:03:35高星湖南瀟湘技師學院湖南永州425000湖南九嶷職業技術學院湖南永州425000
橡塑技術與裝備 2016年12期
關鍵詞:工藝
高星(1.湖南瀟湘技師學院,湖南 永州 425000 ;2.湖南九嶷職業技術學院,湖南 永州 425000)
?
搖臂零件數控加工工藝分析
高星1,2
(1.湖南瀟湘技師學院,湖南 永州 425000 ;2.湖南九嶷職業技術學院,湖南 永州 425000)
摘要:本文以第六屆全國數控大賽教師組搖臂零件為例,探討其數控加工過程、數控加工工藝,對比賽及加工過程中所出現的一些問題,提出了解決辦法。
關鍵字:全國數控比賽;搖臂零件;數控加工;工藝過程
搖臂零件是第六屆全國數控大賽教師組連桿機構中三個現場加工的第一個,在6 h的比賽中,加工分配的時間大約1.5 h,它的結構較簡單,但加工精度高,加工過程中也有一些問題,通過集訓中的試加工,總結出適合比賽的數控加工工藝。
1 零件圖分析
如圖1所示,上面和下面兩個圓柱是用來連接軸承的。左邊凸出來的是用來連接連桿的,整個零件是放在鋁制盒子里面(結合總裝配圖分析)。整個零件的結構比較簡單,形狀表達清楚,尺寸完整。產品的尺寸精度為6~7級,配合部分的尺寸精度要求最高。3個圓柱的同軸度為0.02,要求較高,還有一個對稱度為0.02的要求。整個零件的工作部分及配合部分的表面粗糙度為Ra1.6,要求較高。總體來說,這是一個結構簡單但精度較高的零件。
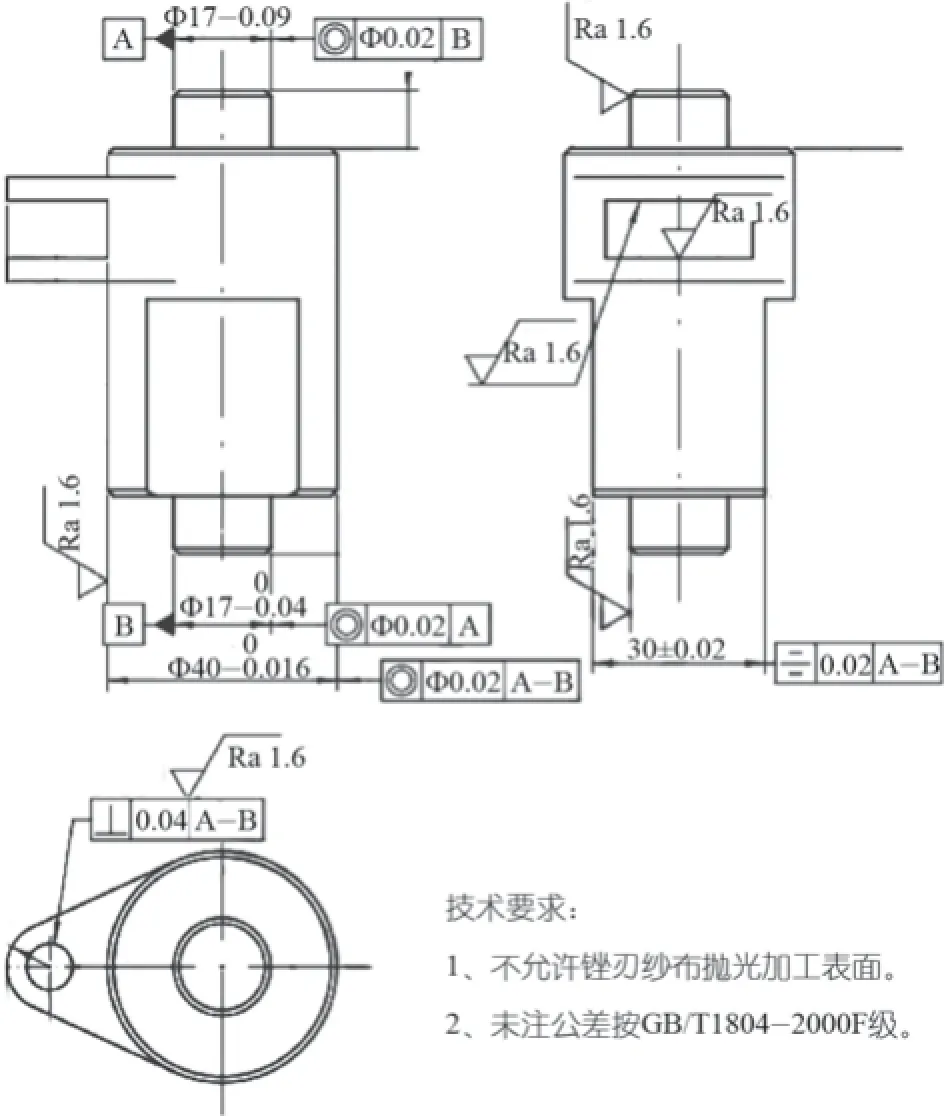
圖1 搖臂零件圖
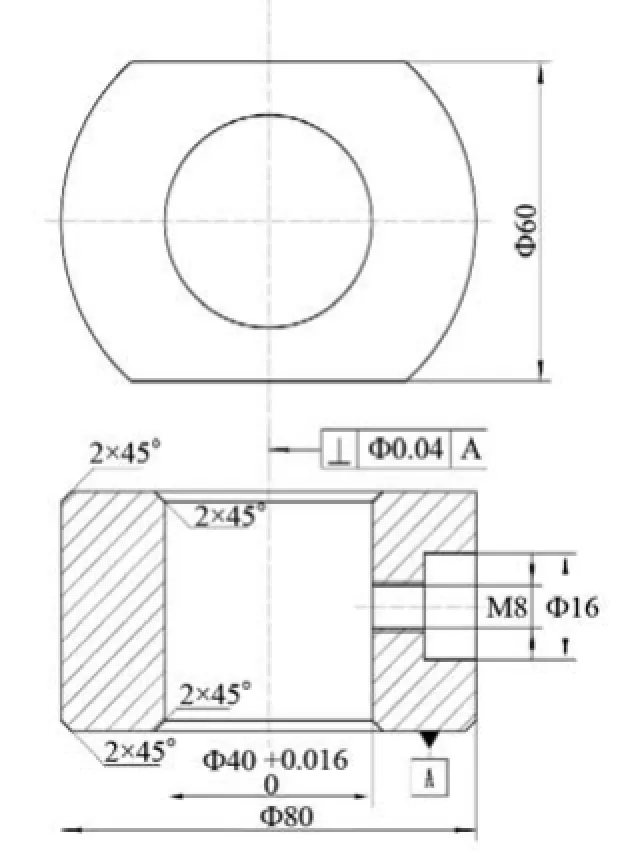
圖2 專用夾具
2 工藝分析
2.1裝夾與工件坐標系
這個零件的毛胚為44×60×84方塊,需要進行3次裝夾,分3個方向進行加工,比賽的數控機床上已經提供藍新特的專用夾具,上面提供平口鉗夾持部分,故采用平口鉗裝夾。第一次裝夾兩個毛胚面,坐標系為四面分中,以頂為零進行加工,加工零件主視圖下面部分,加工深度為47 mm;第二次為翻面加工,經過多次試驗,以30 mm的兩加工面進行裝夾,將不能把工件夾緊,加工時工件會擺動,再加上3個圓柱面的同軸度要求比較高,這樣裝夾根本保證不了精度,故翻面進行加工時,設計了一專用夾具,如圖2所示,這樣既保證加工精度,也提高了裝夾的可靠性,為了保證基準的統一性,工件坐標是設定在大圓的中心,Z方向以底為零,這樣比較容易保證總高,這一面的加工深度為33 mm左右;最后一面,把工件橫著擺放,夾30 mm的兩個平面,圓柱面緊靠,平口鉗下面基準,工件懸空在平口鉗的左邊或者右邊,坐標示以凸臺的兩個平面進行分中,Z向以頂為零,最后一粗對一下即可,加工深度為15 mm。
2.2刀具與切削用量
此零件的加工的內容包括外圓、孔、倒角、平面等,故需要開粗用的機夾刀、精加工的立銑刀、90。NC點鉆、麻花鉆、絞刀等,加工的切削用量采用輕切快跑,減少切削力,具體如表1。
2.3加工工步
本零件的加工精度比較高,為保證零件的加工精度采用粗、精加工分開,為了減小倒角所產生的變形對配合的影響,故把倒角安排在精加工之前,具體如表2。

表1 加工刀具表
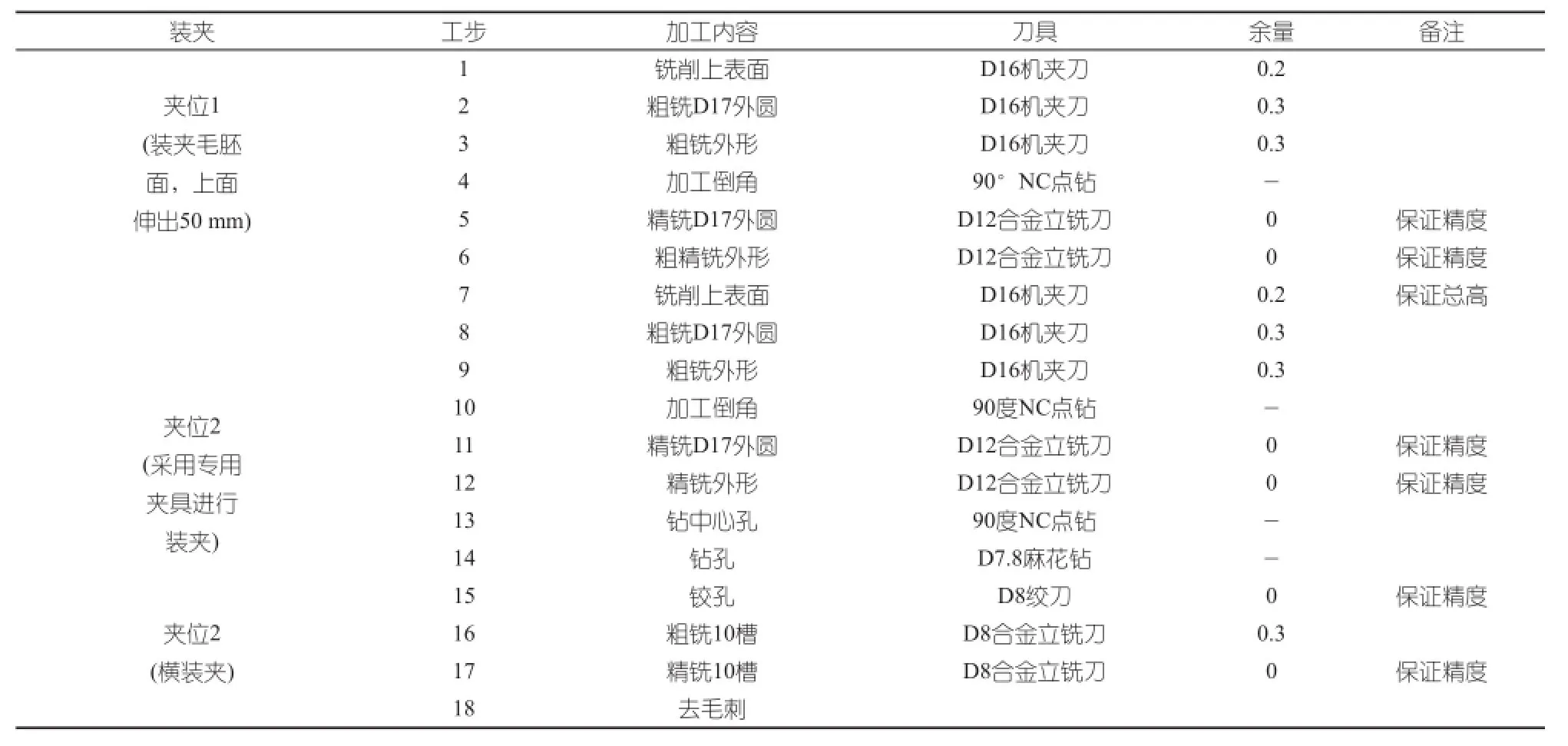
表2 加工工步表
3 零件的加工
零件的加工采用CAXA制造自動編程,為提高出程序的速度,可自己制定快捷鍵。夾位1的加工深度有47 mm,而一般的D12的刀具沒有這么長的切削刃,故可以自己把夾持刀柄部分磨掉一些,到50 mm,以免干涉加工,或者購買制定的加長刀具。夾位1的刀具在安裝時,在保證加工深度的情況下,盡可能的減少長度,以提高剛性。夾位2專用夾具上的定位孔可以留余量,在加工機床上進行鏜孔,鏜孔后在裝夾工件,這樣可進一步提高3個圓柱面的同軸度。粗加工可根據具體情況條件切削用量,提高加工效率。
精加工分兩刀,先半精加工,留0.08的精加工余量,保證余量均勻,再進行精加工,在精加工的過程中,不要調節切削用量,避免精度發生改變。比賽時要保證機床的連續性,盡量使機床不要停,提前出好程序,減小輔助時間,這樣可在預設的時間內完成加工。
4 結語
本文先對搖臂零件的零件圖進行了分析,接著對加工工藝進行了分析,選擇了合適的裝夾方案,對加工中出現的問題進行總結,提出解決辦法;這個零件的加工工藝需要考慮的問題很多,如不周全細仔的考慮,就可能加工出不合格的零件,或者不能再規定的時間內完成加工。事實證明,在單件比賽零件加工中,此加工工藝方案能較好的勝任。
參考文獻:
[1] 實用數控加工技術編委會.實用數控加工技術[M].兵器工業出版社,l995.
[2] 楊叔子.機械加工工藝師手冊[M].北京:機械工業出版社,2002.
[3] 楊偉群.數控工藝培訓教程(數控銑部分) [M].北京:清華大學出版社,2002.
[4] 王福利.易變形復雜零件加工工藝研究[J].機械工程師,2008(7):156~157.
(P-01)
CNC machining process analysis for rocker arms parts
中圖分類號:TG659
文章編號:1009-797X(2016)12-0023-03
文獻標識碼:B
DOI:10.13520/j.cnki.rpte.2016.12.010
作者簡介:高星(1983-),男,碩士研究生,研究方向為數控加工工藝,CAD/CAM,逆向成型技術。
收稿日期:2016-05-10
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
