內(nèi)方宏程序的編制技巧
2016-07-10 10:45:46趙學(xué)慶
大連大學(xué)學(xué)報 2016年6期
關(guān)鍵詞:程序
趙學(xué)慶,王 帥
(大連工業(yè)大學(xué) 機(jī)械工程與自動化學(xué)院,遼寧 大連 116034)
內(nèi)方宏程序的編制技巧
趙學(xué)慶,王 帥
(大連工業(yè)大學(xué) 機(jī)械工程與自動化學(xué)院,遼寧 大連 116034)
隨著CAD/CAM功能越來越強(qiáng)大,宏程序在數(shù)控編程中的作用也越來越被低估,實(shí)際上宏程序在數(shù)控加工中有不可替代的優(yōu)勢。結(jié)合國內(nèi)最常見的FANUC系統(tǒng),闡述了內(nèi)方宏程序的編制思路。使用了兩層邏輯嵌套以及不常見的取整指令(FIX[])對內(nèi)方宏程序進(jìn)行了編制,可同時完成內(nèi)方類零件側(cè)壁及底面的粗、精加工。解決了實(shí)際加工中內(nèi)方類零件需要電腦編制程序而造成的效率低下等問題,也使得加工失誤率大幅下降。可以廣泛運(yùn)用在日常生產(chǎn)當(dāng)中。
宏程序;參數(shù);數(shù)控編程
0 引言
在數(shù)控銑削加工中,數(shù)控編程在機(jī)械制造行業(yè)中越來越重要。各種數(shù)控編程軟件也層出不窮。自動編程固然在某些方便比較方便,但仍不能取代手工編程[1]。手工編程是現(xiàn)場操作人員必須掌握的技能之一。手編程序在應(yīng)對簡單的圖形,例如平面、內(nèi)方、外方、內(nèi)圓、外圓、鍵槽等二維形狀的銑削加工時,可以通過變更刀具半徑補(bǔ)償與長度補(bǔ)償?shù)臄?shù)值實(shí)現(xiàn)靈活控制加工部位的尺寸精度,具有較高的加工效率。
宏程序是把具有相同形狀特征的關(guān)鍵數(shù)值用參數(shù)變量替代,通過改變形狀參數(shù)以控制尺寸大小,改變位置參數(shù)以控制形狀在坐標(biāo)系中的位置,結(jié)合程序邏輯結(jié)構(gòu)上的條件判斷、子程序循環(huán)等手段,實(shí)現(xiàn)多層連續(xù)加工的程序。加工一組工件時只要給變量賦實(shí)際值即可,無需逐一編程[2],因而通常也成為批量編程[3]。宏程序有效地減少了手編程序的工作量,大幅提高了程序的準(zhǔn)確度,使得編制相同加工操作的程序更方便、更容易,編制出來的程序更靈活、更高效[4]。本文通過FANUC系統(tǒng)的宏程序功能,利用兩層嵌套邏輯關(guān)系以及(FIX[])取整指令完成了對較為復(fù)雜的內(nèi)方宏程序的編制。
1 程序編制
1.1 機(jī)床與系統(tǒng)
機(jī)床:試驗(yàn)所用機(jī)床的主要參數(shù):三軸行程(X×Y×Z)600×450×400 mm,主軸轉(zhuǎn)速范圍120~12000 r/min,切削進(jìn)給1~40000 mm/min。
系統(tǒng):FANUC 18i,該系統(tǒng)能聚了FANUC公司過去CNC開發(fā)的技術(shù)精華,是國際上公認(rèn)的性能穩(wěn)定、質(zhì)量可靠的數(shù)控系統(tǒng),在全世界范圍內(nèi)普及應(yīng)用。其功能有一般的G、M代碼,單一循環(huán),單一固定循環(huán)和復(fù)合循環(huán)等。同時更具備了通過變量賦值進(jìn)行參數(shù)編程,即宏程序編程功能[5]。
1.2 程序編制思路
內(nèi)方形狀的加工是模具部件加工中常見的形狀之一。內(nèi)方形狀在加工過程中,存在粗加工去除大量毛坯、精加工側(cè)壁、精加工內(nèi)腔底平面三個過程。當(dāng)側(cè)壁余量只需一次加工即可完成的時候,程序中判斷后以精加工方式完成粗加工過程。編程邏輯示意圖如圖1。
內(nèi)方粗加工編程多見平行銑削方式,平行銑削在刀路回轉(zhuǎn)的位置會有凸起的殘留量,余量不均會對側(cè)壁的精加工粗糙度有較大影響。本程序采用螺旋環(huán)繞的粗加工銑削方式,很好地解決了側(cè)壁表面質(zhì)量問題。
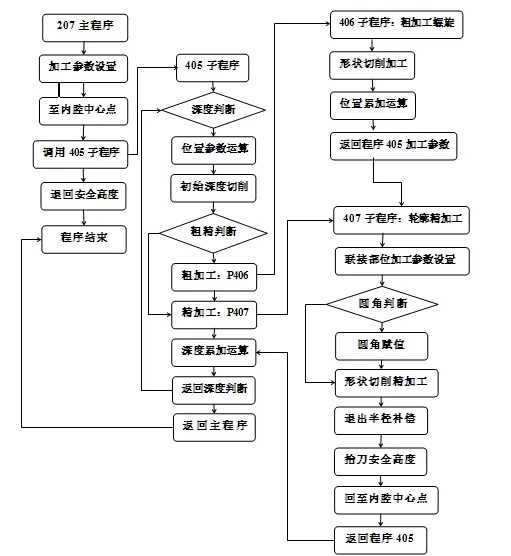
圖1 編程邏輯示意圖
2 程序編制
在實(shí)際加工中存在大量的內(nèi)方形加工零件,如圖2所示。這類零件加工的部位形狀為內(nèi)方形,需要大量去除材料,并且內(nèi)方形側(cè)壁及底面需要精加工到尺寸精度。因此要求宏程序中即有大量去除材料的開荒程序,又有能達(dá)到尺寸精度的精加工程序。加工零件類型的三圍模型示意圖如圖2。
內(nèi)方宏程序邏輯結(jié)構(gòu)應(yīng)用了兩層的子程序調(diào)用,在子程序中又使用了二級程序嵌套,在常用宏程序中屬于結(jié)構(gòu)復(fù)雜的一種。在程序中,使用了不常見的取整指令(FIX[]),很好地解決了粗加工殘留量的配置,為精加工做好準(zhǔn)備。
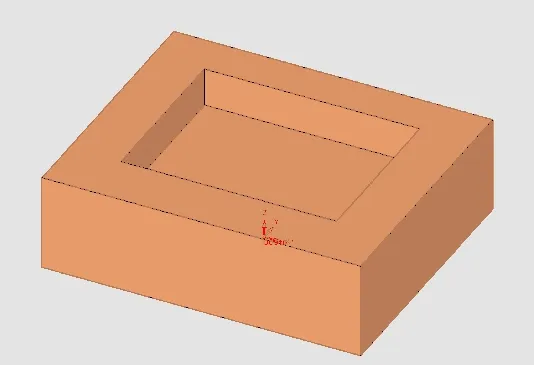
圖2 三圍模型示意圖
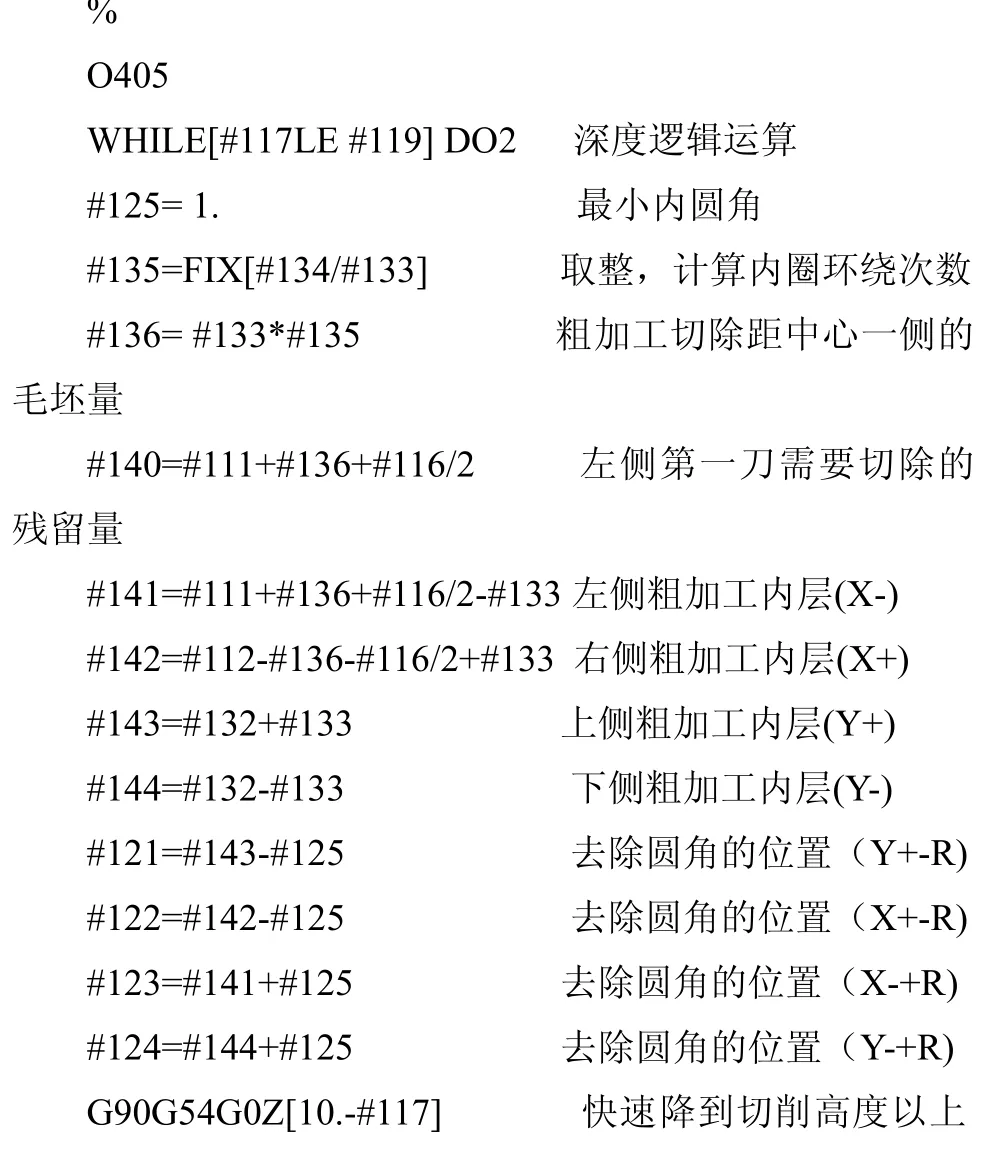
內(nèi)方粗加工與精加工程序結(jié)構(gòu):
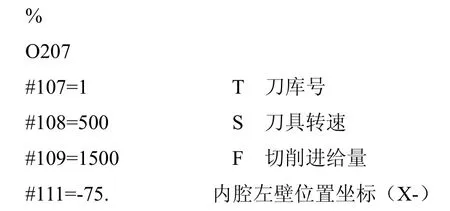
主程序:
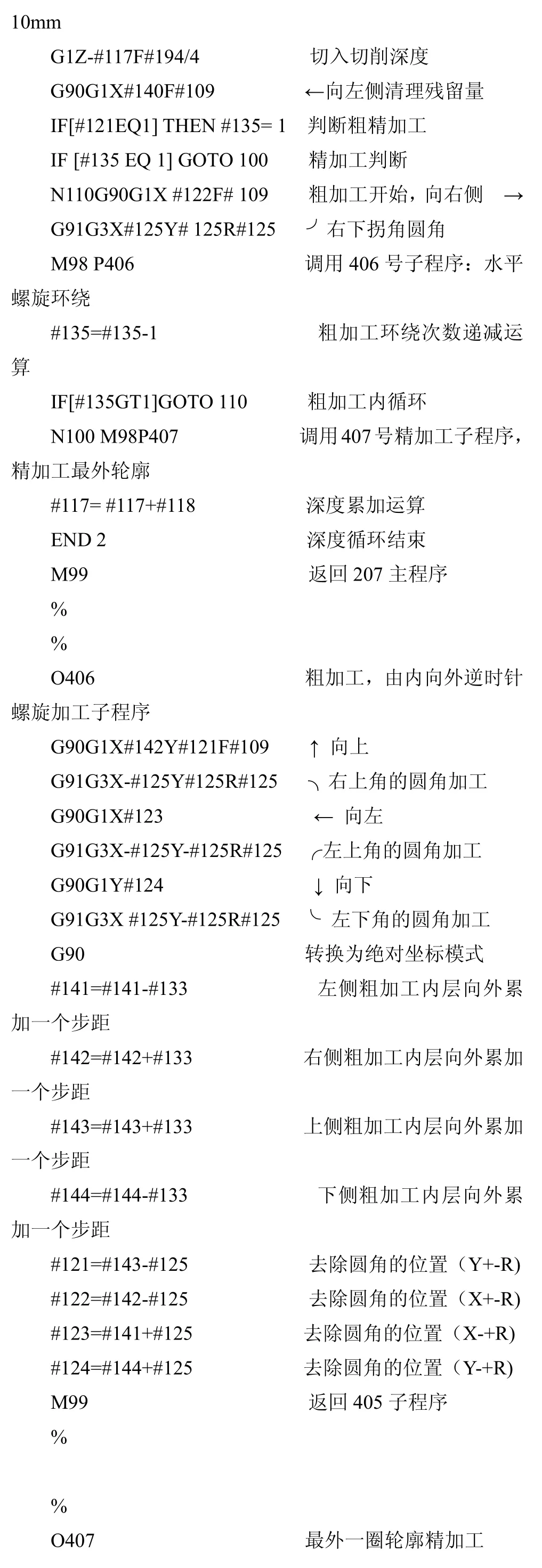
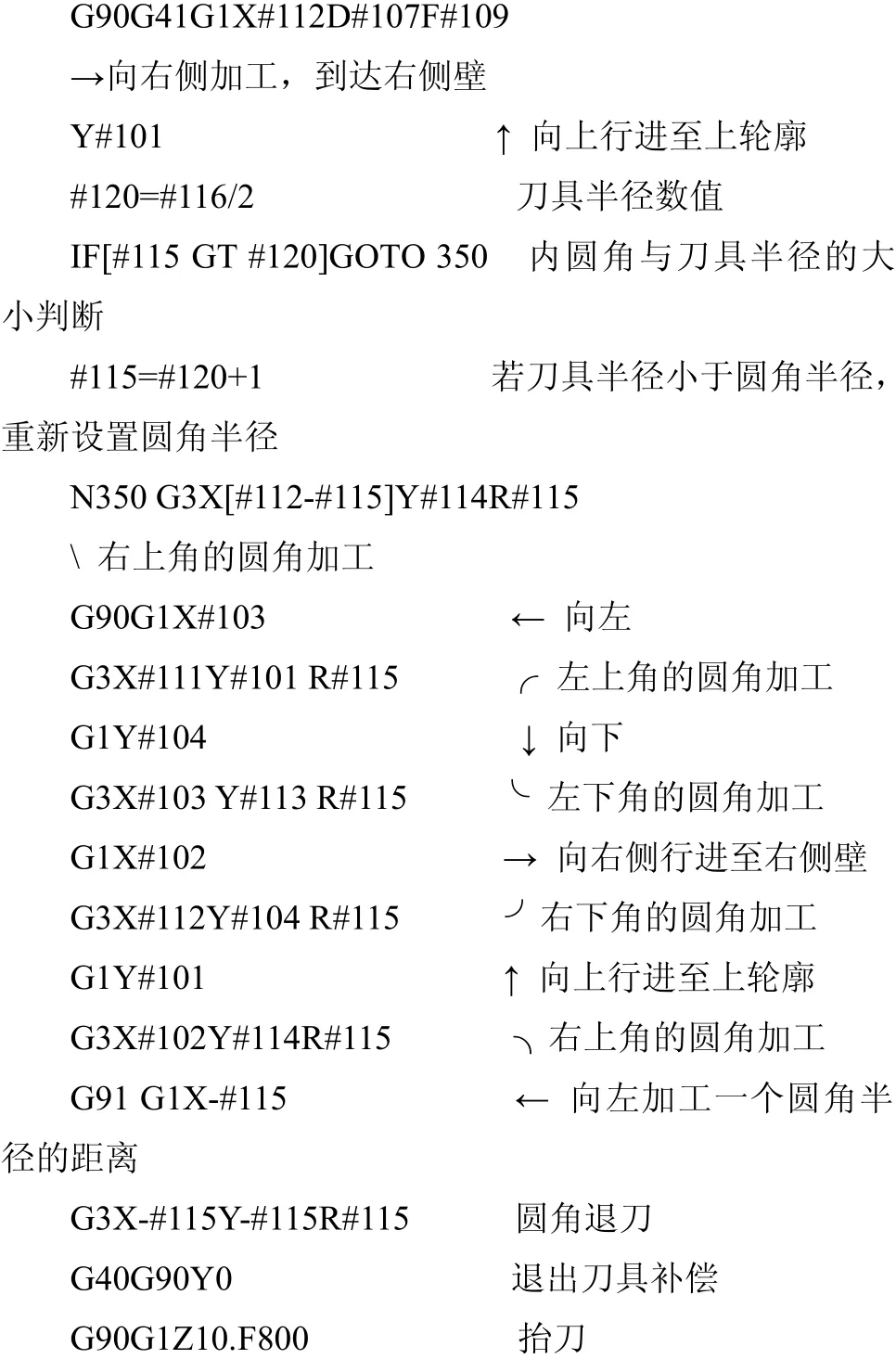
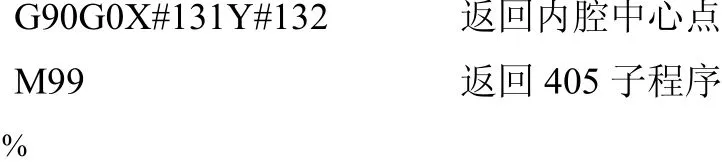
子程序:
在此內(nèi)方宏程序中,尺寸參數(shù)盡可能的用宏變量進(jìn)行表達(dá)[6],共設(shè)置參數(shù)13個:
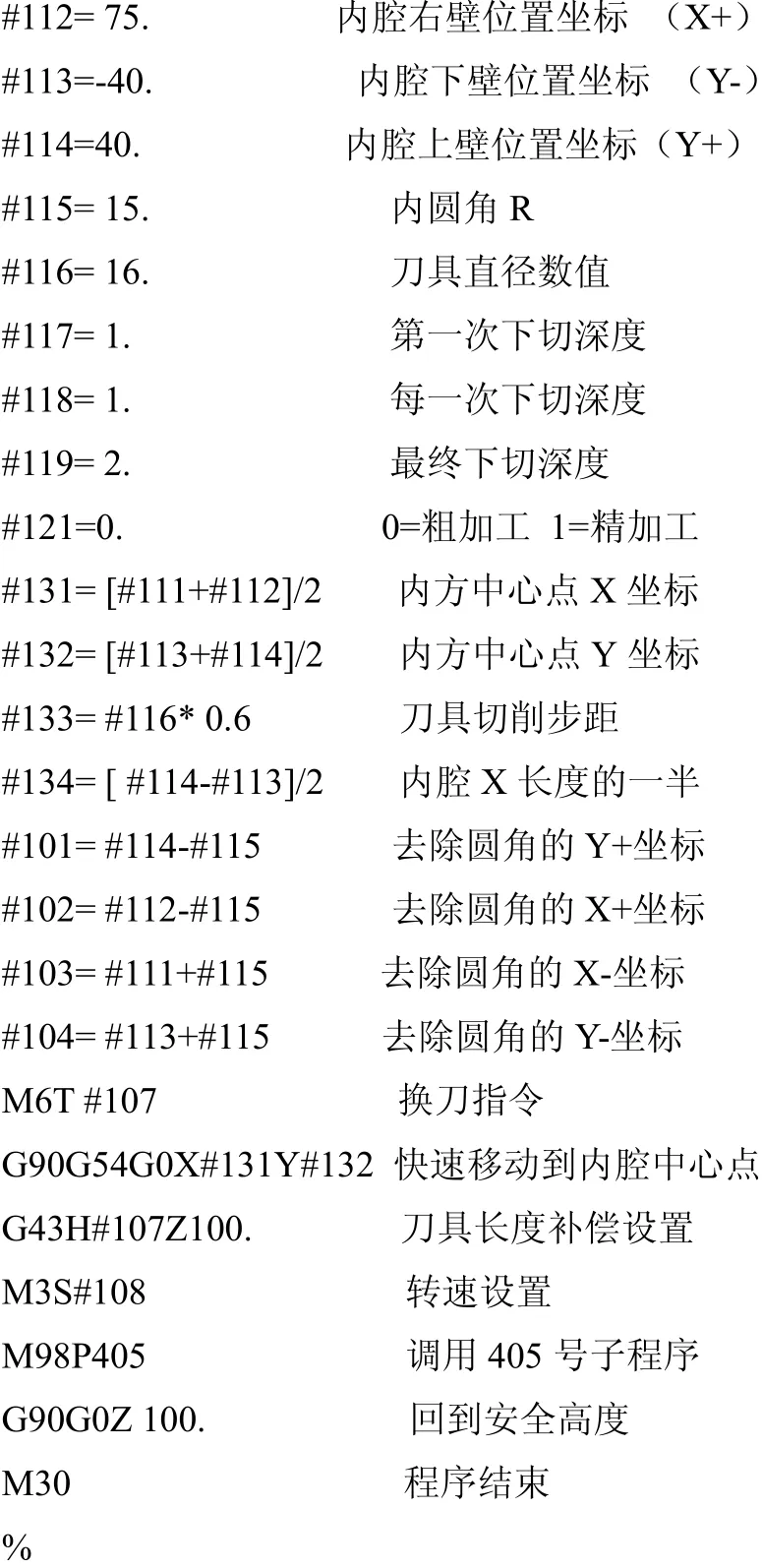
刀具參數(shù)4個:刀庫號T、刀具轉(zhuǎn)速S、切削進(jìn)給量F、刀具直徑數(shù)值D;
形狀參數(shù)5個:內(nèi)腔左壁位置坐標(biāo)(X-)、內(nèi)腔右壁位置坐標(biāo)(X+)、內(nèi)腔下壁位置坐標(biāo)(Y-)、內(nèi)腔上壁位置坐標(biāo)(Y+)、內(nèi)圓角R;
深度控制參數(shù)3個:第一次下切深度、每一次下切深度、最終下切深度;
#121參數(shù)設(shè)定為粗、精加工選擇參數(shù)。#121=0時,螺旋環(huán)繞粗加工后再執(zhí)行精加工;#121=1時,直接進(jìn)行側(cè)壁精加工。
現(xiàn)場應(yīng)用中,當(dāng)#121=0時,在刀具半徑補(bǔ)償設(shè)置中增加加工余量值,可完成余量均勻的粗加工過程;粗加工結(jié)束后,直接設(shè)置底層加工(例:#117=2),又可以對內(nèi)腔底平面進(jìn)行螺旋環(huán)繞方式的深度控制精加工。當(dāng)#121=1時,可通過變更刀具半徑補(bǔ)償快速實(shí)現(xiàn)對側(cè)壁的尺寸精度控制。
內(nèi)方型粗加工的位置參數(shù)示意圖,如圖3。
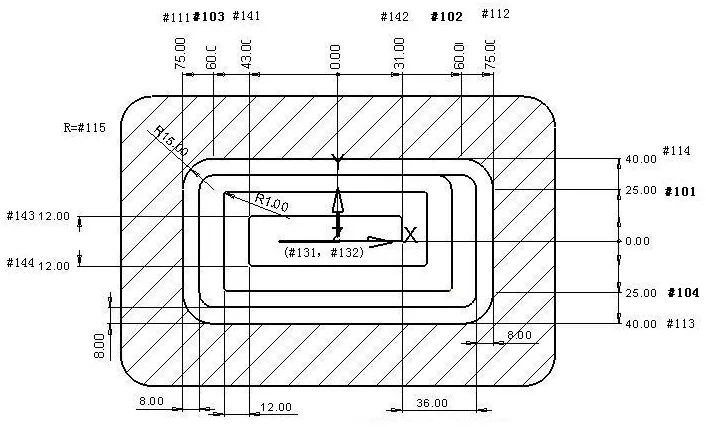
圖3 內(nèi)方型粗加工位置參數(shù)示意圖
3 結(jié)語
應(yīng)用Fanuc系統(tǒng)參數(shù)格式,詳細(xì)闡述內(nèi)方宏程序的編制思路與方法,使用一個宏程序完成了內(nèi)方的粗加工、底面精加工、側(cè)壁精加工三個加工過程,體現(xiàn)了宏程序簡潔、高效、穩(wěn)定、易于控制的特點(diǎn)。經(jīng)現(xiàn)場實(shí)踐驗(yàn)證后已經(jīng)投入使用,大幅提高內(nèi)方零件加工效率。可作為廣大數(shù)控機(jī)床操作者應(yīng)用、學(xué)習(xí)很好的范例。
[1]王宏穎,彭二寶.變量和宏程序在數(shù)控編程中的應(yīng)用[J].機(jī)床電器,2007(2):11-14.
[2]霍蘇萍,張?jiān)聵?宏程序在數(shù)控加工中的應(yīng)用分析[J].煤礦機(jī)械,2007,28(9):119-122.
[3]胡翔云.宏程序在數(shù)控編程中的應(yīng)用綜述[J].機(jī)床與液壓,2009,37(5):42-45.
[4]何玉山.數(shù)控宏程序在銑削凹槽中的應(yīng)用[J].組合機(jī)床與自動化加工技術(shù),2015(5):104-107.
[5]陳銀清.宏程序編程在數(shù)控加工中的應(yīng)用研究[J].機(jī)床與液壓,2009,37(5):42-45.
[6]周勁松.巧用宏程序解決復(fù)雜零件的數(shù)控加工編程問題[J].現(xiàn)代制造工程,2005(5):36-39.
Compilation Technique of Pocket Macro Program
ZHAO Xue-qing,WANG Shuai
(School of Mechanical Engineering and Automation,Dalian Polytechnic University,Dalian 116034,China)
As the function of CAD/CAM is becoming more and more powerful,the use of macro program in NC programming has been underestimated.In fact,the macro program in NC machining has an irreplaceable advantage.This paper expounds the ideas of pocket macro program with FANUC.Two layers of logic nested and integer instruction(FIX[])were used to compile pocket macro program.And it can finish compiling the pocket programs coarsely and meticulously at the same time.The problem of programming computer pocket programs with lower efficiency is solved in the practical machining,and at the same time there is a sharp fall fault rate.It can be widely used in daily production.
macro program;parameter;NC programming
TH164
:A
:1008-2395(2016)06-0006-05
2016-09-09
趙學(xué)慶(1971-),男,工程師,研究方向:模具加工工藝;王帥(1987-),男,實(shí)驗(yàn)師,研究方向:模具加工工藝。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
