探討模塊化裝配生產(chǎn)在汽車總裝生產(chǎn)工藝中的應用
2016-07-09 18:38:27孫國立
時代汽車 2016年6期
孫國立
摘 要:汽車總裝配為汽車制造的最終工藝環(huán)節(jié),這一環(huán)節(jié)的生產(chǎn)裝配工藝不僅關系到汽車成品的質(zhì)量,還關系到企業(yè)的總裝成本投入和利潤,在這一環(huán)節(jié)應用模塊化裝配具有提高裝配效率、提高裝配質(zhì)量和降低成本等多種優(yōu)勢。本文主要從概念及特點、具體應用及應用優(yōu)勢 3個方面探討汽車總裝配生產(chǎn)工藝中模塊化裝配生產(chǎn)技
術的應用。關鍵詞:生產(chǎn)工藝;模塊化裝配生產(chǎn);汽車總裝
1 前言
模塊化裝配是一種用于制造行業(yè)裝配生產(chǎn)的新型生產(chǎn)模式,在汽車制造中得到廣泛的應用。應用模塊化裝配生產(chǎn)不僅可以提升汽車制造質(zhì)量、安全系數(shù),還可以提高裝配效率、降低裝配成本,對企業(yè)行業(yè)發(fā)展具有極大的促進作用 [1-2]。以下主要討論模塊化裝配概念、特點和應用優(yōu)勢,以及目前汽車前懸架與動力總成、車門、儀表盤以及后軸等幾大主要總成的模塊化裝配。
2 模塊化裝配概念及特點
傳統(tǒng)汽車制造裝配流程只分有為部裝和總裝,或者分有組裝與合裝幾個流程,到 1997年才正式首次提出“模塊化”這一生產(chǎn)概念 [3]。模塊也被歸入產(chǎn)品的一部分,包括輸出、輸入接口與幾何連接扣,將同類或相關的模塊進行排列組合最后完成最終產(chǎn)品,每個模塊均是汽車設計及制造相對獨立又可通用的功能單元。模塊主要具有 3個特點,一是獨立性,在汽車生產(chǎn)的整個流程科對每個模塊進行單獨地設計、修改、調(diào)試、制造,相對獨立有利于各企業(yè)的專業(yè)化化生產(chǎn);二是互通性,無論是縱系列、橫系列還是跨系列,各系列均有其相同結(jié)構(gòu)特征,因此能夠?qū)崿F(xiàn)模塊系列內(nèi)部以及跨系列間的通用;三是互換性,各個模塊接口部分的設計均有一定的參數(shù)、尺寸和結(jié)構(gòu)的標準,因此型號相同的模塊均可實現(xiàn)互換,能夠很好地滿足各類產(chǎn)品的生產(chǎn)需求 [4]。
3 在汽車總裝生產(chǎn)工藝中的具體應用
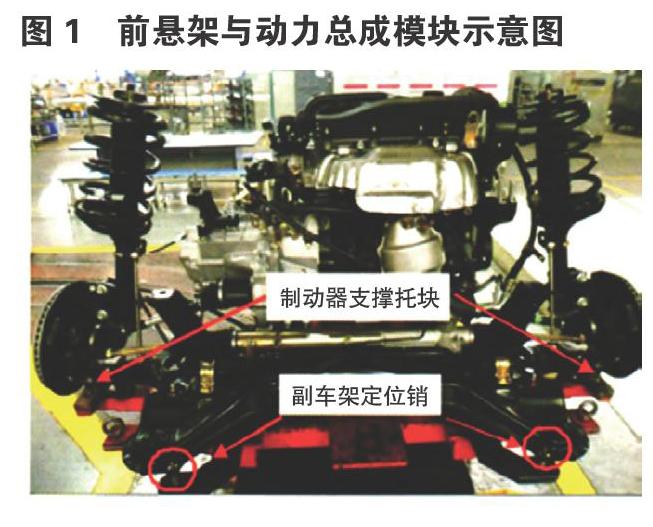
3.1 前懸架與動力總成模塊化裝配
前懸架模塊包括動力轉(zhuǎn)向器、下控制臂、前穩(wěn)定桿、副車架、左右制動器、轉(zhuǎn)向高油管、橫拉桿等總成部件;動力總成包括壓縮機、阻力轉(zhuǎn)向泵、驅(qū)動軸、變速器、起動機、發(fā)動機等總成部件;對兩個模塊分別進行組裝,然后再將其合裝就形成了前懸架與動力總成模塊,如圖 1所示。該模塊的組裝要求主要有 3點,第一,前懸架與動力總成模塊需在托盤上妥善放置并固定牢固,避免發(fā)生滑落、誤傷事件;第二,應好動力總成模塊同固定支撐托盤間的相對定位,需要根據(jù)車型結(jié)構(gòu)選取合適的定位方式,如有必要可自行設計適用的定位方法;第三,支撐托盤應確保有 360°的旋轉(zhuǎn)度,以便于操作工作人員的操作。
3.2 儀表盤模塊化裝配
儀表盤模塊主要包括組合儀表、儀表線束、CD/DCD、儲物盒、儀表橫梁、溫度傳感器、組合儀表罩、轉(zhuǎn)向管柱和儀表盤本體等部件。在進行模塊化設計時主要注意 6個方面的因素:第一,儀表盤橫梁需確保中間軸具備足夠的強度,可承載儀表盤總成的全部重力;第二,儀表橫梁位置以及工藝孔數(shù)量應嚴格按照相關要求設計;第三,儀表盤本體材質(zhì)性能良好,確保表面具有較高的耐刮擦系數(shù);第四,確保分裝臺高度同人機工程有關要求相符合;第五,根據(jù)車型與相關工裝要求確定儀表盤翻轉(zhuǎn)方式;第六,橫梁兩端應焊接定位稍,且后者需配有凹槽,從而保證儀表盤懸掛的牢固性,便于工作人員操作。除此之外,還應充分考慮助力機械手部件的相關設計要點,主要有四點:一是認真校核前門左右兩處設計以及室內(nèi)空間,保證機械手能夠在車內(nèi)順利出入;二是結(jié)合機型以及客戶要求確定機械手抓取方式,通常選用支座托起或者稍孔式;三是機械手的移動速度應同流水線速度保持一致,且設置機械手移動達最大行程位時的報警裝置;四是應遵循三點定位原理,避免機械手抓取過程發(fā)儀表臺部件旋轉(zhuǎn)的情況。
同傳統(tǒng)裝配方式相比,儀表盤模塊化裝配具有明顯的優(yōu)勢,一是在上線前,能夠通過電檢設備進行電路的檢查以排查異常隱患;二是可利用機械手進行儀表盤總成抓取等操作,極大地減輕操作員的工作強度;三是可保障車身同儀表盤的精準定位;四是能夠縮減室內(nèi)作業(yè)次數(shù)與頻率,將面漆碰傷、遺留部件等風險降到最低。
3.3 車門模塊化裝配
車門模塊包括密封條、門護板、外后視鏡、玻璃升降裝置、揚聲器、車門線束等部件,在進行模塊化裝配時需要注意 2個方面。一方面,車門張開角度達到最大位時,內(nèi)部線束端子與門線束端子應有足夠的插接空間,通常以 Y方向為準預留 8~ 10mm左右的插接空間,便于護套的安裝以及端子的插接;另一方面,門鉸鏈應為可拆式設計結(jié)構(gòu),通常選用拆螺旋式和拆軸式 2種,在拆裝連接螺旋前應確認無其他零部件遮擋,同時控制好力矩,以免造成因扳手定扭力矩過大而對鈑金表層造成碰傷的情況。應用模塊化裝配方式進行車門裝配具有多種有優(yōu)點:第一,操作人員能夠不借助彎腰、靠、躺等方式,而直接進行裝配生產(chǎn)工作,勞動強度減輕且效率明顯提高;二是可將生長線寬度方向的利用率最大化,提高取件便利性;三是室內(nèi)相關操作中,操作人員無需進行開關門的操作,極大地降低作業(yè)期間碰傷面漆的風險;四是零件裝配具有一致性,方便控制,對提高制造質(zhì)量有極大的幫助。
3.4 后軸總成模塊化裝配
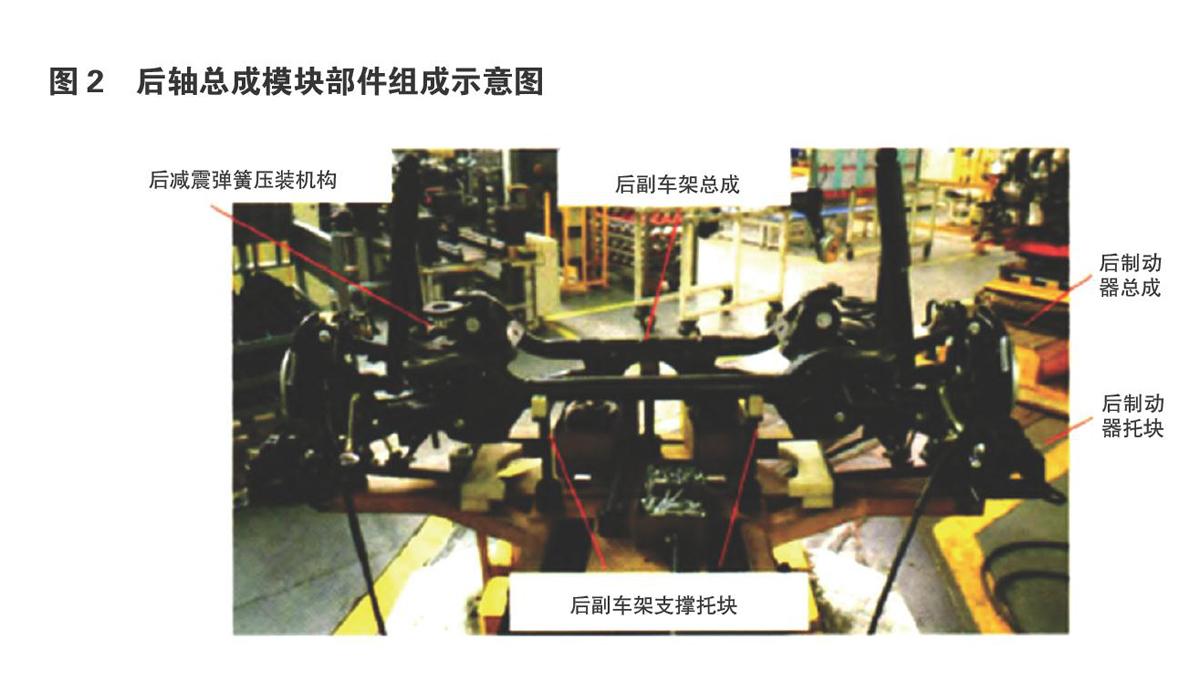
后軸總成模塊包括后制動器、后減震器、后軸、后手制動拉索等組成部件,如圖 2所示。進行后軸總成模塊化裝配時需注意以下幾點:第一,工裝是平面活動度應達 360°,便于操作人員裝配;第二,裝配過程應確保后軸總成支撐托快的牢固性、穩(wěn)定性,以免發(fā)生滑脫事件;第三,需合理設計吊點位置,保證安全、順利地將后軸總成轉(zhuǎn)運至合裝小車;第四,旋轉(zhuǎn)工裝過程應認真評估四周空間環(huán)境,避免受到設備干擾。
4 模塊化裝配生產(chǎn)的應用優(yōu)勢
第一,模塊化裝配能夠彌補傳統(tǒng)汽車裝配生產(chǎn)中生產(chǎn)環(huán)節(jié)繁多的缺陷,由串聯(lián)模式轉(zhuǎn)換為并聯(lián)模式,極大地縮減了裝配生長線長度,適用于各類車型的高效化、柔性化、高質(zhì)化生產(chǎn),降低投資成本。第二,模塊化裝配可滿足大型企業(yè)大規(guī)模、多配置以及大批量生產(chǎn)的生產(chǎn)要求,同時適用于綜合性區(qū)域和獨立車間的裝配生產(chǎn)工作,并且模塊化裝配多類零件設計為一個模塊進行生產(chǎn)和組裝,然后再總裝各個模塊,既可以有效地避免組裝零部件數(shù)量與種類過多而出現(xiàn)漏裝、錯裝的風險、減輕勞動強度,還提升了生產(chǎn)效率。第三,提升汽車制造企業(yè)的市場應變能力和競爭力,模塊化裝配可實現(xiàn)多類車型的混合生產(chǎn),能夠根據(jù)市場需求快速地對車型進行合理地改進,使企業(yè)具有較強的市場適應與應變能力。并且模塊接口具有其獨立性和標準性,如果需要改進或者升級車型,只需要對相應的模塊進行單獨研發(fā)和調(diào)整,減少了研發(fā)改進的時間和成本,有利于增強企業(yè)的市場競爭力。
5 結(jié)語
隨著社會經(jīng)濟和生產(chǎn)技術的持續(xù)、快速進步,汽車的市場需求也越來越高,同時消費者對舒適、快捷、安全的需求也對汽車性能與質(zhì)量提出了更高的要求,基本需求也更加多樣化,這給汽車制造企業(yè)帶來了極大的挑戰(zhàn)。在此背景下,如何提高生產(chǎn)裝配效率、汽車質(zhì)量以及降低成本成為了提高企業(yè)效益和競爭力的關鍵,模塊化裝配生產(chǎn)是一種可減輕勞動強度、提升作業(yè)效率和制造質(zhì)量、降低成本的新型生產(chǎn)方式,汽車制造企業(yè)應該合理應用這一裝配生產(chǎn)技術,充分發(fā)揮其裝配生產(chǎn)優(yōu)勢,從而增強企業(yè)的整體實力。
參考文獻:
[1]李紅彬宋萍萍 .汽車零部件模塊化裝配作業(yè)分析應用研究 [J].汽車實用技術, 2015(10): 29-32.
[2]石康偉 .模塊化裝配生產(chǎn)在汽車總裝生產(chǎn)工藝中的實踐分析 [J].電子制作,2015(06): 247.
[3]袁鳳,張連瑩 .模塊化裝配生產(chǎn)在汽車總裝生產(chǎn)工藝中的應用 [J].中小企業(yè)管理與科技下旬刊,2016(02):213-214.
[4]楊軍偉 .模塊化裝配生產(chǎn)在汽車總裝生產(chǎn)工藝中的運用 [J].硅谷,2013(17):11-13.
