鑄鐵件特殊位置防粘砂的工藝方法
2016-07-07 01:58:18孟慶文安玲玲
中國鑄造裝備與技術 2016年2期
孟慶文,安玲玲
(寧夏共享模具有限公司,寧夏銀川 750021)
?
鑄鐵件特殊位置防粘砂的工藝方法
孟慶文,安玲玲
(寧夏共享模具有限公司,寧夏銀川 750021)
摘要:采用普通呋喃樹脂砂生產鑄件時,鑄件的某些特殊結構部位由于吃砂量小,或長期受到鐵液沖刷或浸潤,易形成嚴重的粘砂缺陷。本文根據實際生產經驗,介紹鑄鐵件特殊位置的幾種防粘砂工藝方法。
關鍵詞:粘砂;高滲涂料;鉻礦砂;氧化鐵粉
稿件編號:1509- 1067
0 前言
呋喃樹脂砂生產的鑄件常在一些特殊部位,如機床件的導軌彎刀處、鉗口位置處,又如鑄件的熱節處、鑄孔處、氣道處、油管處等內腔狹小處容易發生機械粘砂。如果粘砂嚴重,且無法清理時,將造成鑄件報廢。
機械粘砂一般由以下原因引起。原砂顆粒太粗或分布過于集中、砂粒間隙大;型砂、芯砂流動性差或可使用時間短時;型砂、芯砂緊實度不夠,表面安定性差;涂料耐火度不夠,涂層太薄或施涂不當;金屬溫度過高;靜壓頭大等。
雖然通用的抗粘砂辦法也在使用,例如加強特殊位置的緊實,調整型砂的可使用時間,對特殊位置使用特殊涂料等,但是收效甚微。
主要原因如下:對于批量生產的鑄件,如果延長型砂可使用時間,或要求操作人員對局部專門進行緊實等,對特殊位置使用特殊涂料等,這些特殊方法會對產品的生產周期有非常大的影響。降低澆注溫度,也可能帶來其他鑄造缺陷,澆注壓頭受限于生產車間的工裝,也很難進行調整。
因此,改善鑄件特殊部位的粘砂缺陷,必須在不影響鑄件生產效率、澆注工藝的前提下進行。
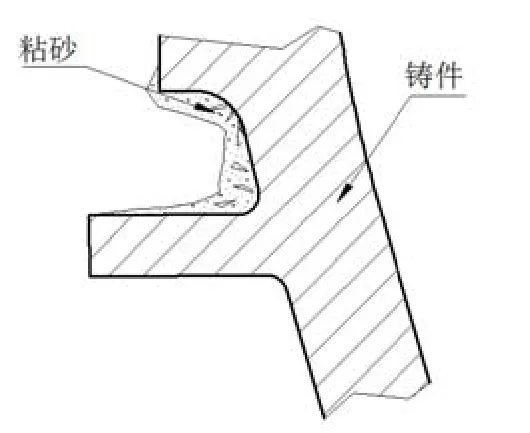
圖1 粘砂缺陷示意圖
1 改進方案
1.1 粘砂原因分析
型砂/芯砂原因:粒度粗,緊實度低、不均勻;含回用砂多,粉塵多;使得型砂之間的致密性差,金屬液中的氧化物和低熔點化合物與型砂發生造渣反應,產生的硅酸亞鐵、鐵橄欖石等低熔點化合物,降低了金屬表面張力并提高其流動性,使得低熔點化合物和金屬液通過毛細管作用,滲入至砂間隙,并在滲透過程中,不斷銷蝕砂粒,使砂粒間隙擴大,導致機械粘砂或化學粘砂。
涂料原因:涂刷質量差或涂料質量差,澆注時砂粒間樹脂膜氣化,形成毛細通道,在金屬液靜壓力、蒸汽壓和表面張力作用下,金屬液或金屬蒸汽滲入到毛細通道,形成機械粘砂。
1.2 粘砂位置的識別
鑄件上常見的易粘砂部位主要是結構較復雜的位置,如直徑小的鑄孔、吃砂量小的凹槽、鑄件吊耳/吊軸位置、狹小的油道/氣道/水管等。本文針對我公司產品易粘砂位置進行統計分析,將常見的易粘砂部位歸納如表1所示。
1.3 工藝方案
鑄件的材質不同,主體壁厚及最小壁厚不同,澆注溫度會有所差別。所以不同鑄件的易粘砂位置,適用的解決方法也不相同。
針對上述統計的易粘砂位置,設計特殊抗粘砂芯,使用不同的型砂配比,不同的涂料種類以及施涂方式,解決上述鑄件結構的粘砂缺陷,具體如表2,其中,所提到的樹脂為呋喃樹脂,固化劑為苯磺酸,配比比例為質量分數。
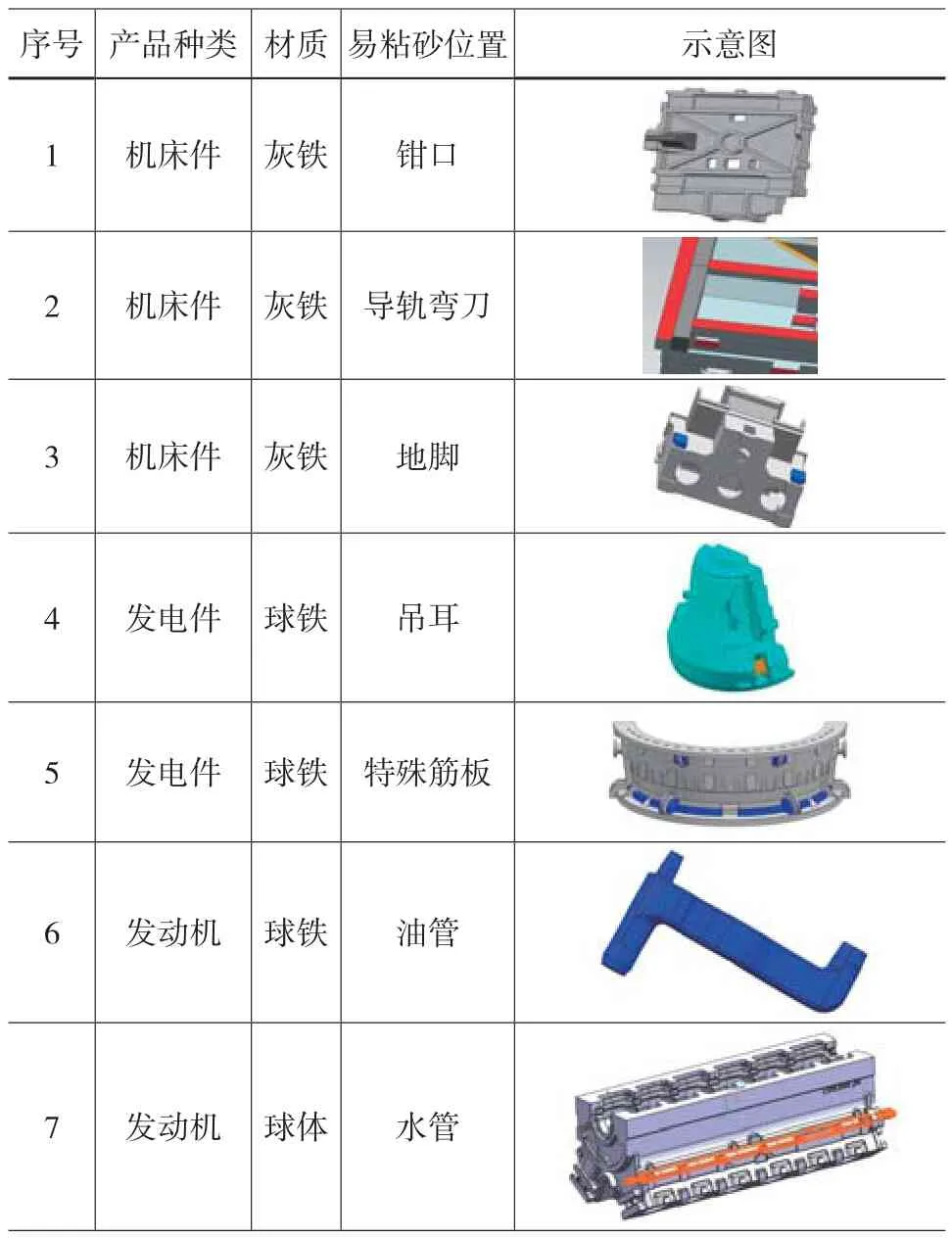
表1 不同種類鑄鐵件易粘砂位置統計
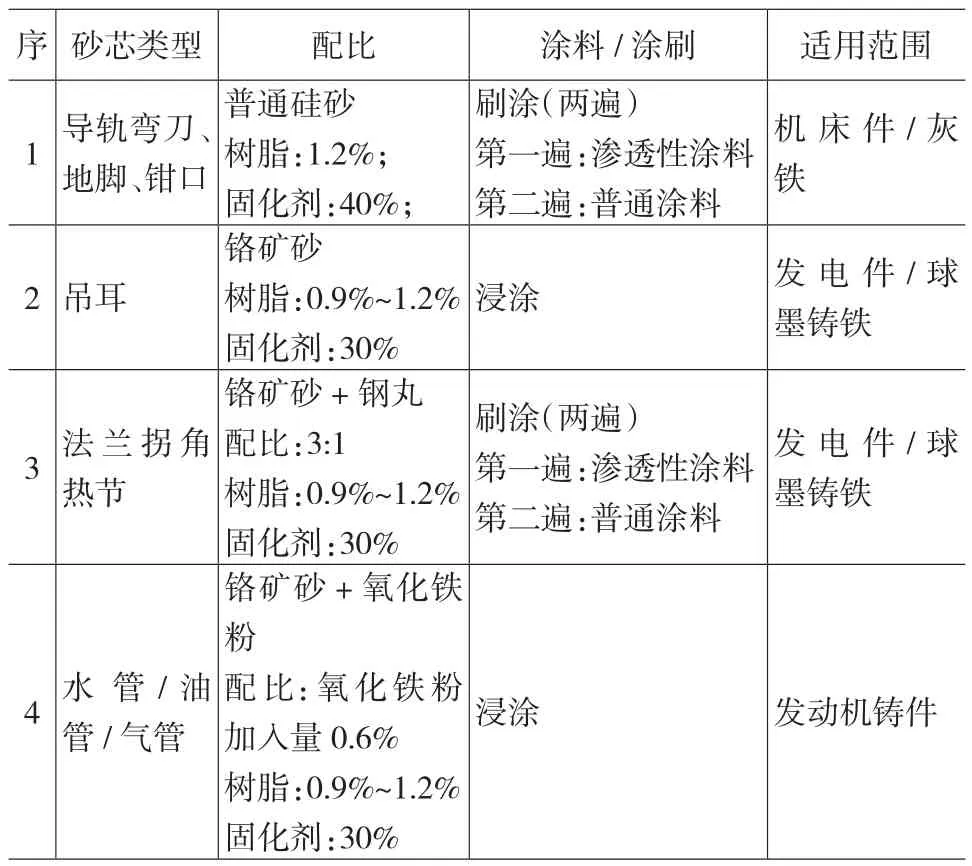
表2 砂芯種類及適用范圍
1.3.1 普通硅砂+滲透性涂料工藝方法
該種方法一般適用于灰鐵材質的機床鑄件上。機床類鑄件的澆注溫度一般相對較高,為1 380~1 400 ℃。不過這類鑄件的特點是縮松傾向小,對砂型無特殊的激冷要求。對于這類鑄件的易粘砂位置進行分析,主要是由于結構復雜位置處的緊實操作不到位,且涂刷質量要求差所致。因此針對這種情況,對易粘砂位置拆分出專門的小砂芯,由專人進行制作,加強緊實操作。同時涂刷高滲透性涂料,再刷常規涂料可有效地解決這類鑄件的粘砂問題。
常規涂料的骨料片狀涂料,阻氣性差,承壓性好,其一般只能滲入1~2個砂粒,當緊實壓力較高或澆注溫度較高時,不能有效地阻止金屬液的滲入而產生粘砂。而高滲涂料的骨料為顆粒狀,阻氣性差,承壓性好,因此能夠滲透砂芯表面并在空隙中填充足夠的耐火骨料顆粒,有效地進行密封,從而消除或減少金屬液的滲透。通過實驗,發現先刷一遍滲透涂料,再刷一遍普通涂料,成功地解決了灰鐵類機床鑄件特殊位置的粘砂缺陷。
1.3.2 鉻礦砂工藝方案
該種方法應用于常規球墨鑄鐵類發電產品的處于特殊位置的吊耳、吊把或鑄孔。球墨鑄鐵的澆注溫度一般不高,為1 340~1 360 ℃。但是這類鑄件的壁厚較大,對砂型的烘烤時間長,尤其是一些特殊位置,由于吃砂量小,使用普通硅砂,耐熱性差。此外,由于球墨鑄鐵件的縮松傾向比較大,因此還需要設置激冷結構。基于以上原因,選擇鉻礦砂制作這些特殊位置的芯砂。
鉻礦砂的密度為4~4.8 g/cm3,莫氏硬度Wie5.5~6級,耐火度大于1 900 ℃。特點是不與氧化鐵發生化學反應,熱導率比硅砂大好幾倍,熱膨脹系數也低于硅砂,而且在熔融金屬澆注的過程中鉻礦本身發生固相燒結,從而有利于防止熔融金屬的滲透。
1.3.3 鉻礦砂+鋼丸的工藝方案
一些球墨鑄鐵類發電鑄件的法蘭拐角處為熱節位置,無法放置冷鐵,隔砂冷鐵的效果也不明顯。這些位置既容易出現粘砂問題,又常常伴有縮松缺陷。因此為了解決上述問題,將拐角處設計為獨立的砂芯,且所使用的芯砂為鉻礦砂+鋼丸的混制。這種方法的應用即可以很好地解決粘砂、縮松缺陷,同時不影響造型的工作效率。
1.3.4 鉻礦砂+氧化鐵粉的工藝方案
發動機類鑄件的材質有灰鐵也有球鐵。這類產品的技術要求一般很高。例如對特殊部位有氣密性要求,即在工作狀態下承受流體(氣體或液體)壓力,不允許滲漏。表2中所提到的氣管、油管、水管一般都有上述要求。由于這類結構為狹長型結構,四周都包圍鐵液,因此易產生粘砂缺陷。而且粘砂缺陷在后序也極難清理,鑄件因此常常報廢。為了解決上述問題,對這類結構的砂芯使用鉻礦砂+氧化鐵粉的芯砂。
鉻礦砂與氧化鐵粉的混合物在高溫作用下,可在金屬接觸面生成非晶體狀態的玻璃狀硅酸鹽釉面,使得落砂后與鑄件很容易分離。這是由于氧化鐵粉可以降低型砂混合料的熱塑性變形點,補償砂型受熱的體積變化;提高砂粒在低溫時相互粘結的能力,這種自熔能力可消除或減少粘砂缺陷。
1.4 抗粘砂芯的設計及操作要求
1.4.1 設計要求
保證芯頭尺寸合適,定位方便,不影響尺寸控制; 砂芯重心應設計在芯頭側,下芯時不傾斜; 砂芯間隙不宜太大,一般≤0.5 mm,斜度≤0.5 mm;芯頭間隙≤0.5 mm; 如果不能保證芯頭定位的準確性,應設計專用卡板,保證尺寸準確; 受浮力較大的砂芯要設計嵌入式芯頭,或頂芯撐,防止漂芯; 砂芯尺寸不易過大,總體質量控制在20 kg以內,上箱質量控制在2 kg以內; 砂芯截面高度比≤0.5時,芯頭截面適當放大,增加芯子的穩定性;應重點確定砂芯的出氣方式,一般應在芯頭處出氣。
1.4.2 操作要求
具體的操作步驟如表3所列。
2 結語
針對不同類型鑄件的易粘砂位置,設計專門的芯子,并制定相應的混砂要求,防止粘砂缺陷產生。
(1)普通硅砂+滲透性涂料:應用于灰鑄鐵機床鑄件。
(2)鉻礦砂:應用于球墨鑄鐵件的吊耳、吊軸、鑄孔等位置。
(3)鉻礦砂+鋼丸:應用于球墨鑄件法蘭拐角位置。
(4)鉻礦砂+氧化鐵粉:應用于氣管、水管、油管等對氣密性有特殊要求的位置。
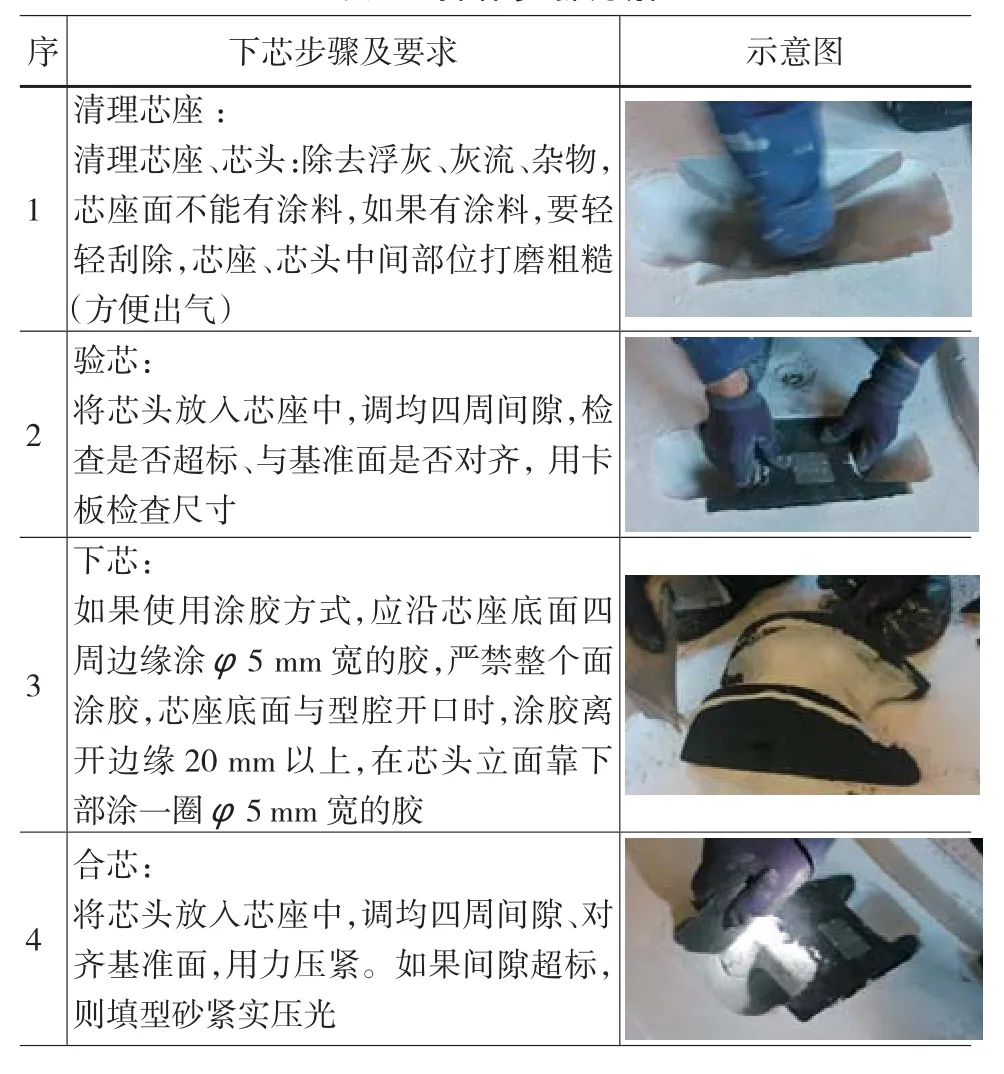
表3 操作步驟分解
工藝設計初期對鑄件的易粘砂位置進行識別,分出專門的防粘砂芯,并制定特殊的混砂方案,施涂要求可以有效地解決鑄件特殊位置的粘砂問題。
參考文獻
[1] 中國機械工程學會鑄造專業學會.鑄造手冊?鑄造工藝(第五卷)[M].北京:機械工業出版社,2014:710- 712.
[2] 中國機械工程學會鑄造專業學會.鑄造手冊?造型材料(第四卷)[M].北京:機械工業出版社,2003:23- 24.
[3] 嚴名山,朱純熙,鄒忠桂,等.關于鑄造涂料易剝離粘砂層理論的探討[J].鑄造,1987(9):22- 25.
[4] 宋會宗.鑄造涂料新技術及發展趨勢[C].第十二屆全國鑄造年會暨2011中國鑄造活動周論文集.上海.2011:619- 626.
[5] 曹思盛.大型活塞式壓縮機氣缸體的成形工藝[J].中國鑄造裝備與技術,2005(2).
[6] 趙書城 .氧化鐵粉在鑄造生產上的應用—兼敘缸體鑄件漏水率的降低[J].中國鑄造裝備與技術,2002(2).
Anti-Bonded sand process method for the special position of cast iron
MENG QingWen, AN LingLing
(Kocel Pattern Co., Ltd.,Yinchuan 750021,Ningxia, China )
Abstract:By ordinary resin sand production casting, the casting of certain special structural position due to the small amount of sand, or long by hot metal erosion or infi ltration, easy to form a serious sticky sand defect. According to the practical production experience, the paper introduces several kinds of anti - bonded sand process method for the special position of cast iron.
Keywords:burnt-sand;hypertonic coating;chromite sand; oxidized iron powder
中圖分類號:TG245;
文獻標識碼:A;
文章編號:1006-9658(2016)02-0025-03
DOI:10.3969/j.issn.1006-9658.2016.02.008
收稿日期:2015- 09- 11
作者簡介:孟慶文(1985—),男,助理工程師,主要從事鑄造行業工藝設計類工作.
