卷取夾送輥單側壓力模式下阻力補償方式的研究
2016-07-04 00:26:25上海梅山鋼鐵股份有限公司設備部南京210039
電子測試 2016年9期
艾 娜(上海梅山鋼鐵股份有限公司設備部,南京,210039)
?
卷取夾送輥單側壓力模式下阻力補償方式的研究
艾 娜
(上海梅山鋼鐵股份有限公司設備部,南京,210039)
摘要:本文從解決卷形尾部錯層入手,分析出卷取夾送輥阻力大是導致夾送輥輥縫偏差難以控制、卷形錯層的根本原因,詳細描述了以超調的形式對阻力進行提前補償,和以輥縫偏差為依據對阻力進行滯后補償的方法,取得一定的效果。
關鍵詞:夾送輥 ;單側壓力;阻力補償
0 前言
2015年梅鋼1780熱軋為進一步提高卷形質量,在分析1-6月份數據發現:卷取機尾部錯層是1#卷取機返修主要原因,返修的品種規格主要集中在薄規格(≤2.5mm)的微合金酸洗板,以QStE420為代表,具體體現在夾送輥工作側阻力大,夾送輥輥縫偏差在尾部存在突變,無法保證尾部卷形。
1 夾送輥阻力與卷形的關聯性
1.1 單側壓力模式原理
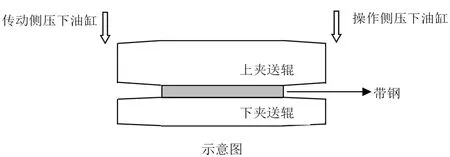
1.1.1 夾送輥機械結構和單側壓力模式概念
如下示意圖所示,夾送輥分為上、下夾送輥,上輥大直徑900-920mm,下輥小直徑500-520mm。上夾送輥壓力控制是通過液壓伺服系統實現,傳動側、操作側各有一個伺服閥,驅動兩側壓下油缸。壓力檢測元件是壓力傳感器,兩側液壓缸的盲端和桿端各有一個,共4個。傳感器的反饋量是4~20ma的標準模擬量信號,經過計算得出實際的壓力值。
單側壓力模式,就是傳動側和操作側分別進行壓力設定,然后根據各自的壓力傳感器檢測的壓力,調節伺服閥輸出的閉環控制模式。也就是說,操作側、傳動側的伺服閥僅根據設定壓力與反饋壓力的偏差調節輸出,不對夾送輥的輥縫做任何動作。該控制模式對薄帶鋼卷形控制有利,因為這種模式不監控輥縫,避免了因夾送輥安裝誤差和輥縫標定誤差引起的小輥縫偏差對卷形的影響。并且這種模式允許帶鋼在夾送輥之間偏移,且偏移方向可控,能有效的減小帶鋼偏中心線對卷形的影響。
1.1.2 邏輯控制
單側壓力模式在邏輯控制中是通過PID調節器分別對傳動側和操作側的伺服閥進行控制,如下圖(PID程序):
PID調節器的輸入為壓力設定,反饋為壓力傳感器計算的壓力,輸出為伺服閥開度百分數,其中兩側的壓力設定按下面公式計算得來:
FDS=(FSET/2)+OFFSETDS ;
FNDS=(FSET/2)+OFFSETNDS
FDS:為傳動側PID輸入壓力設定;FNDS:為操作側PID輸入壓力設定;FSET:為模型設定壓力;OFFSETDS、OFFSETNDS:分別為兩側操作工修正壓力設定。操作工可以根據卷形進行適當修正,來實現帶鋼的偏移,例如:卷形向操作側錯層,操作工可以增大OFFSETNDS的值,使帶鋼向傳動側偏轉。兩個OFFSET數據的調整范圍為±5KN。
1.2 上夾送輥受力分析
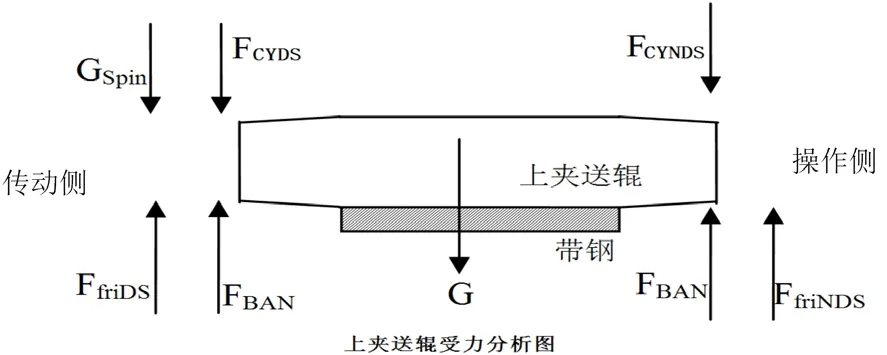
由下圖(上夾送輥受力分析圖)可以看出傳動側帶鋼受到的力FDS1=FCYDS+GSpin-FfriDS-FBAN+G/2;操作側帶鋼受力FNDS1= FCYNDSFfriNDS-FBAN+G/2;其中FCYDS、FCYNDS分別為傳動側和操作側壓下油缸壓力;GSpin為傳動軸重力向下分量;FfriDS、FfriNDS分別為傳動側和操作側的阻力;FBAN為上夾送輥平衡缸的平衡力;G為上夾送輥重力。
在這些力中,FCYDS、FCYNDS可以通過壓力傳感器進行測量;上夾送輥重力G為常數;平衡油缸為恒定備壓油缸,FBAN為常數;GSpin的大小跟上夾送輥的垂直位置成線性關系,通過差值表進行補償。在控制邏輯中,將這些固定因素通過標定中和為一個補償量。
上夾送輥標定是在沒有帶鋼,且上下夾送輥不接觸的情況下,將上夾送輥擺在不同的位置靜止3S,通過讀壓下缸壓力傳感器反饋壓力,間接計算其他力的和力。即在標定的狀態下FDS1、FNDS1等于0;壓力傳感器反饋的壓力FCYDS=-GSpin+FfriDS+FBANG/2=ΔDS;
FCYNDS= FfriNDS+FBAN-G/2=ΔNDS;
在PID壓力調節邏輯中的反饋壓力,就是用當前壓力傳感器測量的壓下油缸壓力加上標定時產生的Δ值計算得來。
1.3 阻力對卷形的影響
從上面的描述可以看出,在夾送輥標定時已經將夾送輥的阻力考慮在內,但考慮的是靜態阻力,并將阻力以常量來考慮。這與現場實際不符,現場實際阻力的大小沒有任何規律,即不能通過標定進行消除,也無法用增大OFFSET值的方式進行抵消。如果在軋鋼過程中,某一側的阻力過大,會造成輥縫偏差增大。例如操作側的阻力很大,會使操作側壓到帶鋼的力小于傳動側,上夾送輥會發生逆時針偏轉,帶鋼向操作側滑動,最終導致卷形錯層。
2 阻力補償方式及效果
2.1 增大PID調節器比例系數
增大比例系數,使PID調節器有一定的超調量,用超調量來抵消阻力。在實際調試時發現不同厚度的帶鋼所需的比例系數不同,如下圖(調整比例系數圖)
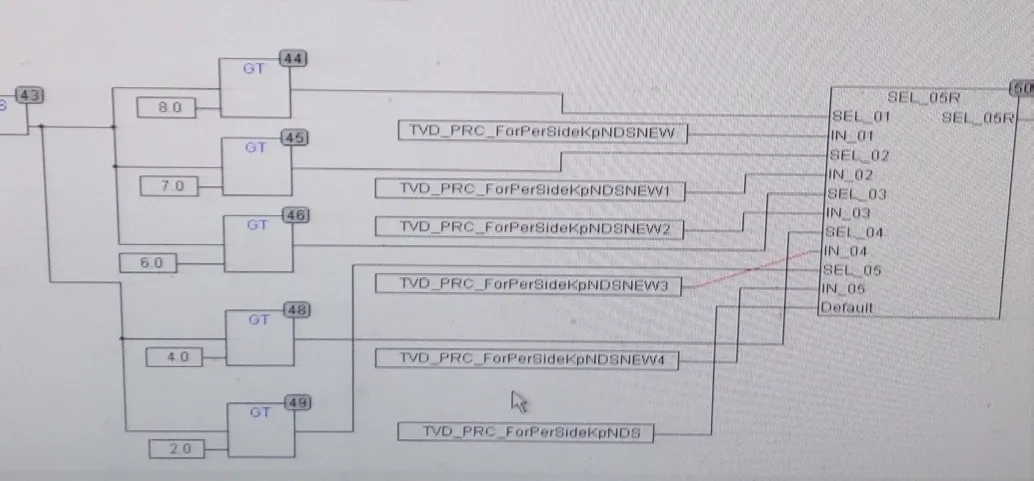
調整比例系數圖
將帶鋼按厚度分為五個等級,經過不斷修正比例系數發現,增大比例系數對厚帶鋼卷形改善有一定的效果,3.0-5.0mm厚的帶鋼卷形錯層減少,但對帶鋼厚度小于3.0mm的帶鋼作用不大,分析原因,厚帶鋼壓力設定較大,壓力偏差也較大,增大比例系數,能夠得到較好的超調量,但對于薄帶鋼壓力設定太小,相應的壓力偏差也很小,調整比例系數作用不大。
2.2 根據夾送輥輥縫偏差大小,對阻力進行動態補償
既然阻力會造成夾送輥輥縫偏差變化,那么以輥縫偏差的大小來對阻力進行補償是可行的,但是需要注意以下幾點:1、夾送輥的單側壓力模式,本身就允許存在輥縫偏差,以使帶鋼進行必要的偏轉,所以以輥縫偏差進行阻力補償必須設定合理的調節死區。下圖為1780熱軋1號夾送輥操作側輥逢偏差阻力補償邏輯,死區設定為0.3mm。2、阻力補償方向以壓緊帶鋼為目的,即增大輥縫大的一側的壓力設定,補償的大小應隨著輥縫偏差增大而增大。在下圖中將輥逢偏差取絕對值后,減去死區然后乘以補償系數10作為壓力補償數據。3、該補償功能不能在夾送輥標定過程中起作用。

實施后跟蹤發現,這種阻力補償方式能減小卷形的錯層程度,但不能消除錯層現象,其原因是,這種補償方式是在輥縫偏差發生后才能有效,并且由于死區的存在,調整的時效性大打折扣。
3 總結
夾送輥的阻力來源于活門、鎖緊板以及一切與夾送輥本體接觸的導輪、導條,阻力的大小與這些部件的材質、間隙以及磨損有直接關系。通過上面的分析不難得出,無論是以超調的形式對阻力進行提前補償,還是以輥縫偏差為依據進行滯后補償,都不能從根本上消除夾送輥阻力對卷形的影響。但是這種補償方式,對控制卷形錯層還是有一定的作用,特別是在阻力點很難確定時,這種補償方式作為一種補救措施,效果非常明顯。
Coiling clamp compensation way resistance roll under unilateral pressure
Ai Na
(Shanghai Meishan iron and steel Limited by Share Ltd equipment department,Nanjing,210039)
Abstract:This paper start from solving the problem of stagger defect on tail of coil,the darg force of deflector pinch roll relatively bigger is the primary reason of difficulty to control the gap deviation of deflector and stagger defect,a method is describe in detail that overshoot the drag force by lead compensation and adjust the drag force by lag compensation according to the gap deviation of deflector pinch roll,such a method achieve certain effect.
Keywords:deflector pinch roll;unilateral pressure;drag force compensation